Download as docx, pdf, or txt
You might also like
- TDBFP ManulDocument266 pagesTDBFP ManulJackSparrow8678% (9)
- (Construction Management Series) Bower, Denise-Management of Procurement-Thomas Telford, LTD (2003)Document275 pages(Construction Management Series) Bower, Denise-Management of Procurement-Thomas Telford, LTD (2003)Khansa Fahira WisdanaNo ratings yet
- A319 A320 A321 ATA 00 Abbreviation List eDocument55 pagesA319 A320 A321 ATA 00 Abbreviation List eBogdanNo ratings yet
- Mounting and Dismounting of Roller Bearing Project Tarek IsmaeelDocument7 pagesMounting and Dismounting of Roller Bearing Project Tarek IsmaeelhouriaNo ratings yet
- A Study of Rolling Contact Fatigue in Bearings With Rolling ElementsDocument10 pagesA Study of Rolling Contact Fatigue in Bearings With Rolling ElementsIJRASETPublicationsNo ratings yet
- Principles and Use of Ball and Roller BearingsDocument76 pagesPrinciples and Use of Ball and Roller BearingsunfalsoimpostorNo ratings yet
- EjectionDocument32 pagesEjectionsk9145No ratings yet
- Screws, Cap Screws) For Headed, External Screw-Threaded FastenersDocument35 pagesScrews, Cap Screws) For Headed, External Screw-Threaded FastenersRAJ MOHANNo ratings yet
- Mechanics of Textile Machinery ContentDocument59 pagesMechanics of Textile Machinery ContentPARAMASIVAM SNo ratings yet
- NMDOT Bridge ProceduresDocument11 pagesNMDOT Bridge Proceduressiva_civil4051No ratings yet
- IRECN Bridge Bearing-3Document21 pagesIRECN Bridge Bearing-3vpmohammed100% (1)
- Section3 Unit3Document10 pagesSection3 Unit3jbsNo ratings yet
- Bearings Overview: O O O ODocument4 pagesBearings Overview: O O O OMohammad Fikri JalaludinNo ratings yet
- NSK Cat E728g 13 (1) LDocument0 pagesNSK Cat E728g 13 (1) LIvana StevanićNo ratings yet
- March 2010 Detailing Corner - Wide Beam Stirrup ConfigurationsDocument3 pagesMarch 2010 Detailing Corner - Wide Beam Stirrup Configurationslattmdy100% (1)
- What When How - Com Cylinder Block AutomobileDocument19 pagesWhat When How - Com Cylinder Block AutomobilerameshgmorayNo ratings yet
- Unit-V Design of Moulds Molding PartsDocument8 pagesUnit-V Design of Moulds Molding Partsyuvaraj4509No ratings yet
- Design Analysis & Experimental Set Up of Flexure Bearing: Sahil Snjeev Kumar DoshiDocument4 pagesDesign Analysis & Experimental Set Up of Flexure Bearing: Sahil Snjeev Kumar DoshidhiliepanNo ratings yet
- Roller Chain GuideDocument5 pagesRoller Chain GuidechikoopandaNo ratings yet
- PIMOT 68 WITTEK AngDocument14 pagesPIMOT 68 WITTEK AngAshu SharmaNo ratings yet
- ED1200Document4 pagesED1200Mohamed TahounNo ratings yet
- Ball BearingDocument70 pagesBall Bearingpatrik710No ratings yet
- Design For Snapfit Revi-10Document26 pagesDesign For Snapfit Revi-10Arasu Pandian100% (1)
- Design Factors When Using Small Bearings: Part 2: Mounting and FittingDocument11 pagesDesign Factors When Using Small Bearings: Part 2: Mounting and FittingankitsarvaiyaNo ratings yet
- Ball Valve Design FeatureDocument6 pagesBall Valve Design FeaturebbmokshNo ratings yet
- Joining Methods: Tolerances: Fit Between PartsDocument11 pagesJoining Methods: Tolerances: Fit Between PartsChiara RipaltiNo ratings yet
- Threadless Coupling Report3Document24 pagesThreadless Coupling Report3Rahul Tripathi100% (1)
- Brakes, Clutch and CoplingDocument34 pagesBrakes, Clutch and CoplingBirjesh YaduvanshiNo ratings yet
- Chapter 3Document29 pagesChapter 3Abdullah OmerNo ratings yet
- Units of MeasurementDocument5 pagesUnits of MeasurementJennifer De la TorreNo ratings yet
- Design Procedure For Statically Loaded BoltDocument14 pagesDesign Procedure For Statically Loaded BoltAnonymous DJrec2100% (1)
- Diaphragm Spring ClutchDocument3 pagesDiaphragm Spring ClutchEka Puspita AliNo ratings yet
- Tetron Spherical Bearing s3'05Document9 pagesTetron Spherical Bearing s3'05nouseph6391No ratings yet
- Guidance Note Attachment of Bearings No. 2.08: ScopeDocument2 pagesGuidance Note Attachment of Bearings No. 2.08: ScoperohitNo ratings yet
- U3l3s BearingsDocument22 pagesU3l3s BearingspmcisissengueNo ratings yet
- Pin Connections and Failure of Bolted JointsDocument3 pagesPin Connections and Failure of Bolted JointsAvish GunnuckNo ratings yet
- Double Disc Gate ValveDocument12 pagesDouble Disc Gate Valveshafeeqm3086No ratings yet
- Ball Valve HandbookDocument13 pagesBall Valve HandbookGanesh Yadav100% (6)
- Chapter 3Document25 pagesChapter 3Fadhiran YahyaNo ratings yet
- MEP 1 Shafting SystemDocument19 pagesMEP 1 Shafting SystemYohannes DennisNo ratings yet
- IKO Shell Needle RollerDocument25 pagesIKO Shell Needle RollermandosasdNo ratings yet
- What Loads or Movements Will The Bearing Need To Support or Allow?Document1 pageWhat Loads or Movements Will The Bearing Need To Support or Allow?subhampce085No ratings yet
- Brakes, Clutch and CoplingDocument35 pagesBrakes, Clutch and CoplingJohnNo ratings yet
- Design of Crush Height For Reliable Press Fit of High Performance BearingsDocument9 pagesDesign of Crush Height For Reliable Press Fit of High Performance Bearingsstefan.vince536No ratings yet
- Track Rollers and SproketsDocument158 pagesTrack Rollers and SproketsPrema Nanda HottaNo ratings yet
- Finite Element Analysis On Rubber Sealing Ring of The Rotary Liner Hanger BearingDocument4 pagesFinite Element Analysis On Rubber Sealing Ring of The Rotary Liner Hanger BearingRitanshu AnandNo ratings yet
- Pulleys - Beginners Guide - Basics of Conveyor PulleysDocument3 pagesPulleys - Beginners Guide - Basics of Conveyor PulleysWaris La Joi WakatobiNo ratings yet
- OguideDocument15 pagesOguidephantuan080213No ratings yet
- Technical Information: Radial Play (Internal Clearance) in Ball BearingsDocument4 pagesTechnical Information: Radial Play (Internal Clearance) in Ball BearingsAbdul JunaediNo ratings yet
- Ullltbd States Patent (19) (11) Patent Number: 5,143,154: Mody Et Al. (45) Date of Patent: Sep. 1, 1992Document7 pagesUllltbd States Patent (19) (11) Patent Number: 5,143,154: Mody Et Al. (45) Date of Patent: Sep. 1, 1992mohammadreza91No ratings yet
- 1586 C022Document12 pages1586 C022Engr Shahnawaz GhanchiNo ratings yet
- Soldadura de Seat LinerDocument3 pagesSoldadura de Seat LinerWilson Muñoz Araya100% (1)
- Main Engine Structure & MetallurgyDocument41 pagesMain Engine Structure & MetallurgyMeghanath AdkonkarNo ratings yet
- Henkel Worldwide Sealing Guidelines PDFDocument32 pagesHenkel Worldwide Sealing Guidelines PDFrocky2400100% (1)
- NIS Bearing Units Cataloguexsx BgsssssssssssssssssssssssssssssssssssssssssssssssssssssssssssssssssssssssDocument162 pagesNIS Bearing Units Cataloguexsx BgsssssssssssssssssssssssssssssssssssssssssssssssssssssssssssssssssssssssEsca Dwi Nugroho33% (3)
- Butterfly Valve PrincipleDocument2 pagesButterfly Valve PrincipleDevendra Bangar100% (1)
- Chain Drives and V BeltsDocument6 pagesChain Drives and V BeltsNiño PerezNo ratings yet
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- An Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverFrom EverandAn Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverNo ratings yet
- G1000 PBMDocument288 pagesG1000 PBMEduardo Almeida SilvaNo ratings yet
- Capgemini - 2012-06-13 - 2012 Analyst Day - 3 - Michelin - A Better Way ForwardDocument12 pagesCapgemini - 2012-06-13 - 2012 Analyst Day - 3 - Michelin - A Better Way ForwardAvanish VermaNo ratings yet
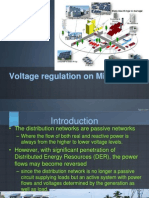
- Voltage Regulation On Micro GridDocument61 pagesVoltage Regulation On Micro GridkarthikNo ratings yet
- Other Companies Interview QuestionsDocument43 pagesOther Companies Interview QuestionsBhaskar ReddyNo ratings yet
- Ballistic CoefficientDocument6 pagesBallistic CoefficientMB-RPNo ratings yet
- Executive Summary Toward Universal Mobility For Web ShareDocument20 pagesExecutive Summary Toward Universal Mobility For Web ShareAnonymous 8v54VwOGtNo ratings yet
- SNCAD - Model - Exam - 1Document12 pagesSNCAD - Model - Exam - 1BhavaniNo ratings yet
- 550172c (MX-ing)Document20 pages550172c (MX-ing)Ricardo Gamez OrtegaNo ratings yet
- RepRap Master BOMDocument51 pagesRepRap Master BOMEvert Romero GarridoNo ratings yet
- Lesson 5: The Basics of ProcurementDocument38 pagesLesson 5: The Basics of ProcurementJanica PacificoNo ratings yet
- Best HolographyDocument146 pagesBest Holographyanon_773477610No ratings yet
- 1 AAM Body-StructuresDocument84 pages1 AAM Body-StructuresKabilan MuthukannanNo ratings yet
- Topic: Electronic Data Interchange: Name: Rimsha Aijaz Siddiqui Faculty: Sir Tahir Course: Procurement and Supply ChainDocument28 pagesTopic: Electronic Data Interchange: Name: Rimsha Aijaz Siddiqui Faculty: Sir Tahir Course: Procurement and Supply ChainAmjad Ali100% (2)
- Mark V Revitalization Fact SheetDocument2 pagesMark V Revitalization Fact SheetHeryanto SyamNo ratings yet
- Drone Certification Study GuidesDocument5 pagesDrone Certification Study GuidesSSNo ratings yet
- Quality Manual Vol 4 Feasibility Design Rev Mar12Document74 pagesQuality Manual Vol 4 Feasibility Design Rev Mar12Yohannes Girma100% (3)
- Method-Study PMDocument18 pagesMethod-Study PMpriyaNo ratings yet
- TC4053BP Datasheet en 20160115Document10 pagesTC4053BP Datasheet en 20160115Lucy Herney Canchimbo GarciaNo ratings yet
- Scorpio Developing Brand Identity: Marketing ManagementDocument26 pagesScorpio Developing Brand Identity: Marketing ManagementDipesh JainNo ratings yet
- Clips RenaultDocument7 pagesClips RenaultAlejandro DerissoNo ratings yet
- Abb Vs Cost Sheet ExceptionDocument4 pagesAbb Vs Cost Sheet ExceptionVIBHAVNo ratings yet
- Cfx-Flo11 TsDocument2 pagesCfx-Flo11 Tsinessa_aksNo ratings yet
- MarineTechnology 2014 11Document68 pagesMarineTechnology 2014 11Víctor Manuel Hernández100% (1)
- DPWH Standard Specification For Chevron Signs Item 620Document9 pagesDPWH Standard Specification For Chevron Signs Item 620Son GokouNo ratings yet
- R80 Brief For InvestorDocument16 pagesR80 Brief For Investorihsan daniNo ratings yet
- Email Marketing Project (Udacity Digital Marketing Nanodegree) DMNDDocument26 pagesEmail Marketing Project (Udacity Digital Marketing Nanodegree) DMNDthisissaurabh0% (1)
- How Much Does Industry Matter ReallyDocument16 pagesHow Much Does Industry Matter ReallyOno JoksimNo ratings yet
- Strata CTXDocument533 pagesStrata CTXHéctor Manuel Linares AyalaNo ratings yet