Download as pdf or txt
You might also like
- Tube-Tubesheet Mockup Test ProcedureDocument2 pagesTube-Tubesheet Mockup Test Procedurefizanlamin100% (10)
- 3P Lean Production Preparation PDFDocument12 pages3P Lean Production Preparation PDFshan4600100% (2)
- Itp For Aboveground Piping Metallic (Fabrication, Erection, Installation and Pressure Testing)Document24 pagesItp For Aboveground Piping Metallic (Fabrication, Erection, Installation and Pressure Testing)Rakhesh Rajeevan100% (3)
- Unit 4 Role of PLM in IndustriesDocument35 pagesUnit 4 Role of PLM in IndustriesSenthilkumaar JSNo ratings yet
- IPPDDocument19 pagesIPPDPankaj NarvekarNo ratings yet
- The Little Blue Book On SchedulingDocument101 pagesThe Little Blue Book On SchedulingAminur Rahaman100% (1)
- Concurrent EngineeringDocument3 pagesConcurrent EngineeringAnonymous WmMP8H6JGNo ratings yet
- Chapter 3 Quality and Innovation in Product and Process DesignDocument32 pagesChapter 3 Quality and Innovation in Product and Process DesignLEE CHUN FATTNo ratings yet
- Difference Between Product Development From Past & Present: Assignment 2Document10 pagesDifference Between Product Development From Past & Present: Assignment 2KunalNo ratings yet
- LCI Report Config - EnglDocument19 pagesLCI Report Config - EnglMihai Cristian LascuNo ratings yet
- Production Management Set1 and Set2Document40 pagesProduction Management Set1 and Set2Shiva PrakashNo ratings yet
- Master of Business Administration - MBA Semester 2 MB0044-Production & Operations ManagementDocument47 pagesMaster of Business Administration - MBA Semester 2 MB0044-Production & Operations ManagementASR07No ratings yet
- Practical Data Management A Smart Alternative To Product Lifecycle ManagementDocument6 pagesPractical Data Management A Smart Alternative To Product Lifecycle ManagementmindwriterNo ratings yet
- Concurrent Engineering: Automated Production SystemsDocument14 pagesConcurrent Engineering: Automated Production SystemsPao SalazarNo ratings yet
- Product Design 01Document6 pagesProduct Design 01Mounesh7No ratings yet
- Product Design and Concurrent Engineerin UNIT 1Document22 pagesProduct Design and Concurrent Engineerin UNIT 1Nabila RasgadoNo ratings yet
- Concurrent Engineering Road To The FutureDocument9 pagesConcurrent Engineering Road To The FutureSena PrabawaNo ratings yet
- The Increasing Importance of Product DesignDocument7 pagesThe Increasing Importance of Product DesignTrang QuýtNo ratings yet
- Different Approaches To Concurrent EngineeringDocument21 pagesDifferent Approaches To Concurrent EngineeringNiket KawaleNo ratings yet
- Concurrent Engineering: Jack M. WalkerDocument18 pagesConcurrent Engineering: Jack M. WalkerCharitha RanwalaNo ratings yet
- Chapter 1. Introduction: 1.1. BackgroundDocument92 pagesChapter 1. Introduction: 1.1. BackgroundSanjay KmrNo ratings yet
- Concurrent Engineering SeminarDocument24 pagesConcurrent Engineering SeminarArjun Prasad100% (1)
- Unit 1 8Document39 pagesUnit 1 8piyush.foruppoNo ratings yet
- Course Mba - 2 Semester Subject Assignment MB0044 - Set 1: Production and Operations ManagementDocument14 pagesCourse Mba - 2 Semester Subject Assignment MB0044 - Set 1: Production and Operations ManagementDantham ConpolwedsonNo ratings yet
- An Industry Approach To Shared Cross OrgDocument27 pagesAn Industry Approach To Shared Cross OrgEzzerouali RedaNo ratings yet
- Robust DesignDocument12 pagesRobust DesignMujib Dangcal AlangoNo ratings yet
- Development of A Design - Ime Estimation Model For Complex Engineering ProcessesDocument10 pagesDevelopment of A Design - Ime Estimation Model For Complex Engineering ProcessesJosip StjepandicNo ratings yet
- Production & Operations ManagementDocument11 pagesProduction & Operations ManagementDinesh Reghunath RNo ratings yet
- Introduction To Robust Design (Taguchi Method)Document8 pagesIntroduction To Robust Design (Taguchi Method)design_rajeevNo ratings yet
- Concurrent Engineering FinaleDocument17 pagesConcurrent Engineering FinalewildzooNo ratings yet
- Cost Analysis Through Life Cycle Analysis and Target CostingDocument35 pagesCost Analysis Through Life Cycle Analysis and Target CostingSunny KhsNo ratings yet
- Recent Trends - Unit 1Document13 pagesRecent Trends - Unit 1Charu DhingraNo ratings yet
- Chapter # 04. Operation Management 7 Ed. BY Russell and TaylorDocument45 pagesChapter # 04. Operation Management 7 Ed. BY Russell and TaylorRoman AhmadNo ratings yet
- Design and Production Automation For Mass Customisation - An Initial Framework Proposal Evaluated in Engineering Education and SME ContextsDocument10 pagesDesign and Production Automation For Mass Customisation - An Initial Framework Proposal Evaluated in Engineering Education and SME ContextsJosip StjepandicNo ratings yet
- Second ChapterDocument8 pagesSecond ChapterMuddassir DanishNo ratings yet
- Design Automation 2010 Eng FinalDocument12 pagesDesign Automation 2010 Eng Finalakhilesh120No ratings yet
- Manufactring Mmanagement PDFDocument30 pagesManufactring Mmanagement PDFAbbyramy DanabalaNo ratings yet
- Project Engineering Manager in Dayton OH Resume Rick PelfreyDocument2 pagesProject Engineering Manager in Dayton OH Resume Rick PelfreyRickPelfreyNo ratings yet
- Chapter 3 OM EditedDocument19 pagesChapter 3 OM EditedSeid KassawNo ratings yet
- Chapter3 - Concurrent Engineering PDFDocument15 pagesChapter3 - Concurrent Engineering PDFSandeep GogadiNo ratings yet
- Factory Automation - Automation Project Justification - Just About The Math - IsADocument2 pagesFactory Automation - Automation Project Justification - Just About The Math - IsARaul GonzalezNo ratings yet
- Subject: Production and Operation Management Subject Code: MB0044 Assignment Set - 1Document13 pagesSubject: Production and Operation Management Subject Code: MB0044 Assignment Set - 1amit8214No ratings yet
- What Are The Components of Systems Productivity? Explain How CAD and CIM Help in Improving Productivity. AnsDocument15 pagesWhat Are The Components of Systems Productivity? Explain How CAD and CIM Help in Improving Productivity. AnsSatprit SinghNo ratings yet
- Complete Semister 2nd 1 SetDocument90 pagesComplete Semister 2nd 1 SetNavin JalwaniaNo ratings yet
- White Paper: Practical Implementation of Best Practices For Analysis in A Design EnvironmentDocument14 pagesWhite Paper: Practical Implementation of Best Practices For Analysis in A Design EnvironmentsonchemenNo ratings yet
- Production & Operations Management: Course: Master of Business Administration (MBA)Document11 pagesProduction & Operations Management: Course: Master of Business Administration (MBA)Dinesh Reghunath RNo ratings yet
- CIMdata Commentary Accenture Eng and Prod Ops 31oct2017Document4 pagesCIMdata Commentary Accenture Eng and Prod Ops 31oct2017Ali ImranNo ratings yet
- Product and Service DesignDocument4 pagesProduct and Service Designjth55936zwohocomNo ratings yet
- Output Productivity InputDocument13 pagesOutput Productivity InputptwobtwoNo ratings yet
- Assignment Mod 2 Product Service DesignDocument8 pagesAssignment Mod 2 Product Service DesignPriyank LashkariNo ratings yet
- CooperDocument7 pagesCooperSanaSyedNo ratings yet
- A Dimensional Engineering Process For ShipbuildingDocument11 pagesA Dimensional Engineering Process For ShipbuildingWJccnNo ratings yet
- Concurrent NotesDocument13 pagesConcurrent Notesashwani patelNo ratings yet
- Autocad Project Report (Without Notes)Document13 pagesAutocad Project Report (Without Notes)Harpreet Harry0% (1)
- Concurrent EngineeringDocument37 pagesConcurrent EngineeringPramod GowdaNo ratings yet
- JTTs - 2018102515484587.pdfvehicle AHP DesignDocument19 pagesJTTs - 2018102515484587.pdfvehicle AHP DesignvfanghelinaNo ratings yet
- Operations Management Is The Process in Which Resources/inputs Are Converted IntoDocument2 pagesOperations Management Is The Process in Which Resources/inputs Are Converted IntoSuraj KumarNo ratings yet
- Computer Aided Design: Lecture NotesDocument61 pagesComputer Aided Design: Lecture NotesbalacoeusNo ratings yet
- Business Process Re EngineeringDocument6 pagesBusiness Process Re Engineeringjack1285No ratings yet
- Analysis of Cost Estimating Through Concurrent Engineering Environment Through Life Cycle AnalysisDocument10 pagesAnalysis of Cost Estimating Through Concurrent Engineering Environment Through Life Cycle AnalysisEmdad YusufNo ratings yet
- Cost Estimation in Agile Software Development: Utilizing Functional Size Measurement MethodsFrom EverandCost Estimation in Agile Software Development: Utilizing Functional Size Measurement MethodsNo ratings yet
- Sacinp - WHT BH2 JKT InplaceR2Document1,527 pagesSacinp - WHT BH2 JKT InplaceR2anandakoeNo ratings yet
- Finite Element Analysis Ii Coursework: Areas of StudyDocument1 pageFinite Element Analysis Ii Coursework: Areas of StudyanandakoeNo ratings yet
- Use of Simplified Structural Models To Predict Dynamic Response To Wave-In-Deck LoadsDocument7 pagesUse of Simplified Structural Models To Predict Dynamic Response To Wave-In-Deck LoadsanandakoeNo ratings yet
- SaclstDocument281 pagesSaclstanandakoeNo ratings yet
- CIVIL BREADTH and STRUCTURAL DEPTH Exam Specifications: Principles and Practice of EngineeringDocument6 pagesCIVIL BREADTH and STRUCTURAL DEPTH Exam Specifications: Principles and Practice of EngineeringanandakoeNo ratings yet
- LECTURE 7: Finite Element Methods in Fracture MechanicsDocument7 pagesLECTURE 7: Finite Element Methods in Fracture MechanicsanandakoeNo ratings yet
- Stress Analysis Using ANSYSDocument20 pagesStress Analysis Using ANSYSanandakoeNo ratings yet
- Pipe Fea Using AnsysDocument14 pagesPipe Fea Using AnsysanandakoeNo ratings yet
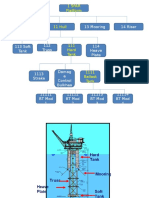
- 12 Topsides 13 Mooring 14 Riser: 1 Spar PlatformDocument2 pages12 Topsides 13 Mooring 14 Riser: 1 Spar PlatformanandakoeNo ratings yet
- GHJKDocument3 pagesGHJKanandakoeNo ratings yet
- Sea Eye Tiger ROV System: Allied Marine & Equipment Sdn. BHDDocument1 pageSea Eye Tiger ROV System: Allied Marine & Equipment Sdn. BHDanandakoeNo ratings yet
- Zawtika Project: Blocks M9 and M1: 26 September 2013Document1 pageZawtika Project: Blocks M9 and M1: 26 September 2013anandakoeNo ratings yet
- Field Development Plan Project: 1 GovernanceDocument2 pagesField Development Plan Project: 1 GovernanceanandakoeNo ratings yet
- Tanawin's Bridge Design Assignment: 25 September 2013Document2 pagesTanawin's Bridge Design Assignment: 25 September 2013anandakoeNo ratings yet
- Tanawin's Bridge Design Assignment: 25 September 2013Document2 pagesTanawin's Bridge Design Assignment: 25 September 2013anandakoeNo ratings yet
- Mba Om Course OutlineDocument6 pagesMba Om Course OutlinealeNo ratings yet
- The Anatomy of A Chemical Manufacturing ProcessDocument36 pagesThe Anatomy of A Chemical Manufacturing ProcessindumathijayakaranNo ratings yet
- Lantek Flex3d Tubes 1p (EN-UK)Document2 pagesLantek Flex3d Tubes 1p (EN-UK)LantekNo ratings yet
- FMEA ChartDocument1 pageFMEA Chartwawawa1No ratings yet
- Ie 268Document7 pagesIe 268Amor ELHAJAHMEDNo ratings yet
- 1 Production ControlDocument25 pages1 Production ControlSweetu NancyNo ratings yet
- Declaration of Performance: No. ISOFLEX /1408-02Document3 pagesDeclaration of Performance: No. ISOFLEX /1408-02Ahmed TahsinNo ratings yet
- Use of PET (POLY ETHYLENE TERAPHTALATE) WASTE in Bituminous Road Construction - A Critical ReviewDocument4 pagesUse of PET (POLY ETHYLENE TERAPHTALATE) WASTE in Bituminous Road Construction - A Critical ReviewijeteeditorNo ratings yet
- SQA MCQs With ANSDocument148 pagesSQA MCQs With ANSUsman ShaikhNo ratings yet
- 2178 Reference AciDocument3 pages2178 Reference AciAnn GordonNo ratings yet
- Nama Cantik Maba 2021Document3 pagesNama Cantik Maba 2021Babang DiponegoroNo ratings yet
- RoHS Guide Suppliers Directory Spring SingaporeDocument211 pagesRoHS Guide Suppliers Directory Spring SingaporeHairulanuar SuliNo ratings yet
- Scrum Personal GuideDocument6 pagesScrum Personal GuideVlieger02No ratings yet
- TimemizerDocument2 pagesTimemizergynugNo ratings yet
- Job Order CostingDocument12 pagesJob Order CostingDahlia BloomsNo ratings yet
- Inventory Management I: Click To Edit Master Subtitle StyleDocument42 pagesInventory Management I: Click To Edit Master Subtitle StylewaragainstloveNo ratings yet
- Clarification Classification of Steel Products in Relation To The Steel and Steel Products (Quality Control), (Amendment), Order, 2016 - 1Document10 pagesClarification Classification of Steel Products in Relation To The Steel and Steel Products (Quality Control), (Amendment), Order, 2016 - 1S. VeeravelNo ratings yet
- Gtichia Enterpreneurs PVT LTD: Standards Accreditation FormDocument2 pagesGtichia Enterpreneurs PVT LTD: Standards Accreditation FormMuhammad SajjadNo ratings yet
- Supplier Response Time: - Measured in Days/Hours - Better The Lowest SRTDocument6 pagesSupplier Response Time: - Measured in Days/Hours - Better The Lowest SRTJebin GeorgeNo ratings yet
- Assignment 1Document6 pagesAssignment 1Ram jadhavNo ratings yet
- 1 - Total Quality Management Six Sigma - 2022Document4 pages1 - Total Quality Management Six Sigma - 2022AISHWARYA SONINo ratings yet
- What Is Quality?: Operations Management Dr. Ron LembkeDocument33 pagesWhat Is Quality?: Operations Management Dr. Ron LembkeIvetaNikolovaNo ratings yet
- Lean ManufacturingDocument33 pagesLean ManufacturingAhmed HashirNo ratings yet
- SOAL Pilihan Ganda 100Document2 pagesSOAL Pilihan Ganda 100budiwilaksono o0% (1)
- Quality Management in Garment Industry of Bangladesh: June 2009Document9 pagesQuality Management in Garment Industry of Bangladesh: June 2009Naeem MahmudNo ratings yet
- TPM (Total Productive Manitainance) Vs TQM: Three WordsDocument23 pagesTPM (Total Productive Manitainance) Vs TQM: Three WordsPrakritiNo ratings yet
- Quiz 1Document5 pagesQuiz 1Jessica BrownNo ratings yet