Download as pdf or txt
You might also like
- LECTURE 14 - Implementing The Designed Curriculum As A Change ProcessDocument4 pagesLECTURE 14 - Implementing The Designed Curriculum As A Change ProcessAeleu JoverzNo ratings yet
- UOP LAB Complex Data SheetDocument2 pagesUOP LAB Complex Data SheetMavi Ord Rojas100% (1)
- 1,3-Butadiene From Dehydrogenation of N-ButaneDocument7 pages1,3-Butadiene From Dehydrogenation of N-ButaneAhmed SultanNo ratings yet
- Shell Middle Distillate Synthesis (SMDS) Process: F. J. M. SchrauwenDocument16 pagesShell Middle Distillate Synthesis (SMDS) Process: F. J. M. SchrauwenBharavi K SNo ratings yet
- Uop Merox Process: G. A. DziabisDocument12 pagesUop Merox Process: G. A. DziabisBharavi K SNo ratings yet
- Gasoline Desulfurization: Douglas A. Nafis and Edward J. HoudeDocument22 pagesGasoline Desulfurization: Douglas A. Nafis and Edward J. HoudeBharavi K SNo ratings yet
- Uop Molex Process For Production of Normal Paraffins: Stephen W. SohnDocument4 pagesUop Molex Process For Production of Normal Paraffins: Stephen W. SohnBharavi K SNo ratings yet
- Uop Sorbex Family of Technologies: James A. JohnsonDocument8 pagesUop Sorbex Family of Technologies: James A. JohnsonBharavi K SNo ratings yet
- Uop Par-Isom Process: Nelson A. CusherDocument6 pagesUop Par-Isom Process: Nelson A. CusherBharavi K S100% (1)
- Uop Unisar Process For Saturation of Aromatics: H. W. GowdyDocument8 pagesUop Unisar Process For Saturation of Aromatics: H. W. GowdyBharavi K SNo ratings yet
- Terms of ReferenceDocument2 pagesTerms of ReferenceRahul VermaNo ratings yet
- Production of Linear AlkylbenzenesDocument7 pagesProduction of Linear AlkylbenzenesMaria LimaNo ratings yet
- Sulphonation and LABS Formulation Using SO3-AIR MethodDocument3 pagesSulphonation and LABS Formulation Using SO3-AIR Methodaneece786No ratings yet
- Steam To Carbon Ratio Calculations: InstructionsDocument8 pagesSteam To Carbon Ratio Calculations: InstructionsSuresh Ramakrishnan100% (1)
- Modeling and Simulation of High-Pressure Urea Synthesis LoopDocument10 pagesModeling and Simulation of High-Pressure Urea Synthesis LoopahmadNo ratings yet
- Us 2618651Document3 pagesUs 2618651Maulic ShahNo ratings yet
- MSDS of Sodium DichromateDocument6 pagesMSDS of Sodium DichromateJackiee1983No ratings yet
- Control of Evaporator in The Production of UreaDocument15 pagesControl of Evaporator in The Production of Ureatariq fareedNo ratings yet
- Steam Cracking of Naphtha in Packed Bed ReactorsDocument6 pagesSteam Cracking of Naphtha in Packed Bed Reactorscandidater100% (1)
- Process Flow Diagram of Phthalic Anhydride Via O-Xylene OxidationDocument1 pageProcess Flow Diagram of Phthalic Anhydride Via O-Xylene OxidationTalha ImtiazNo ratings yet
- File1 - Laporan 5Document48 pagesFile1 - Laporan 5Bhaskoro AbdillahNo ratings yet
- Alkylation PDFDocument7 pagesAlkylation PDFAnagha kvNo ratings yet
- AMT-SR Brochure - CatalystDocument7 pagesAMT-SR Brochure - Catalystviki_vignesNo ratings yet
- History of Ziegler-Natta CatalystsDocument28 pagesHistory of Ziegler-Natta CatalystsJohn MihelcicNo ratings yet
- Kinetics and Mechanism of Urea FormaldehydeDocument5 pagesKinetics and Mechanism of Urea FormaldehydeDessy A. SariNo ratings yet
- Problem Statement: To Design A UREA PLANT of Capacity 1000 Ton/day Using Ammonia and Carbon Di-Oxide As Raw MaterialDocument24 pagesProblem Statement: To Design A UREA PLANT of Capacity 1000 Ton/day Using Ammonia and Carbon Di-Oxide As Raw MaterialaamliagarNo ratings yet
- Ammonium PhosphateDocument7 pagesAmmonium PhosphateVishal ThakareNo ratings yet
- Msds N PentaneDocument6 pagesMsds N Pentanenirmal_subudhiNo ratings yet
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitDocument8 pagesModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizNo ratings yet
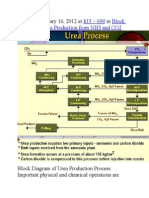
- Published January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2Document9 pagesPublished January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2himanshuchawla654No ratings yet
- Tech Papers PxMax and XyMaxDocument18 pagesTech Papers PxMax and XyMaxSaurav De100% (1)
- Absorption Chemical ReactionDocument5 pagesAbsorption Chemical ReactionSundar SkNo ratings yet
- Urea ModelingDocument20 pagesUrea ModelingekmagisNo ratings yet
- Topsøe WSA Technology For Sulphuric Acid Production in The Metallurgical IndustryDocument18 pagesTopsøe WSA Technology For Sulphuric Acid Production in The Metallurgical IndustryDaniel BerriosNo ratings yet
- Odda Process Report CopyDocument24 pagesOdda Process Report CopySB100% (1)
- Ammonium Sulfate (ZA)Document8 pagesAmmonium Sulfate (ZA)Ulfa Nurul AuliaNo ratings yet
- Lampiran Lampiran PDFDocument486 pagesLampiran Lampiran PDFDian KemalaNo ratings yet
- Ammonia: Lecture: 6 Ammonia Dr. N. K. PatelDocument10 pagesAmmonia: Lecture: 6 Ammonia Dr. N. K. PatelKrishna YeoleNo ratings yet
- Ammonium Sulphate ModifiedDocument13 pagesAmmonium Sulphate ModifiedNitin MohandasNo ratings yet
- Linear Alkylbenzene 6035 1 HighDocument1 pageLinear Alkylbenzene 6035 1 HighSavan JaviaNo ratings yet
- Reactor Kinetics of Urea Formation: November 2015Document21 pagesReactor Kinetics of Urea Formation: November 2015Javiera MellaNo ratings yet
- A Term Paper Report OnDocument42 pagesA Term Paper Report OnmohanrtamNo ratings yet
- Solvay TowerDocument10 pagesSolvay Towerraspati19No ratings yet
- Can PDFDocument4 pagesCan PDFSidra LiaquatNo ratings yet
- Advancements in Sulfur Recovery ProcessesDocument21 pagesAdvancements in Sulfur Recovery Processesprateek kumarNo ratings yet
- Group Acetic Acid PresentationDocument24 pagesGroup Acetic Acid PresentationNatko47No ratings yet
- CHAPTER 3 Shreve Chemical Process Industries 5th Ed. OCRpdfDocument25 pagesCHAPTER 3 Shreve Chemical Process Industries 5th Ed. OCRpdfFellippe AmorNo ratings yet
- Acid InhibitorDocument2 pagesAcid Inhibitorglycol_brine_coolant_pcmNo ratings yet
- Final Project (2) 2Document13 pagesFinal Project (2) 2Roaa SharfNo ratings yet
- Urea Production ProcessDocument14 pagesUrea Production ProcessMuhammad Aftab AhmedNo ratings yet
- PFD HCL NewDocument2 pagesPFD HCL NewroxetteNo ratings yet
- Ammonia and Urea Production PDFDocument10 pagesAmmonia and Urea Production PDFئارام ناصح محمد حسێنNo ratings yet
- Cresols and Xylenols (P-Cresol)Document44 pagesCresols and Xylenols (P-Cresol)Marcus100% (1)
- Production of Acetic AcidDocument28 pagesProduction of Acetic AcidAl NazreenNo ratings yet
- Industrial Repor1Document33 pagesIndustrial Repor1Truly SelenatorNo ratings yet
- Urea FormaldehydeDocument5 pagesUrea FormaldehydeAnwesh SatapathyNo ratings yet
- Preface: Plant, S.G.P, Nitric Acid Plant. It Also Contains An Overview of The NFL. The InformationDocument20 pagesPreface: Plant, S.G.P, Nitric Acid Plant. It Also Contains An Overview of The NFL. The InformationBhavesh BansalNo ratings yet
- The Process of Manufacture of Urea in A Naphtha Based PlantDocument4 pagesThe Process of Manufacture of Urea in A Naphtha Based PlantahmedkhidryagoubNo ratings yet
- UntitledDocument12 pagesUntitledapi-256504985No ratings yet
- A 350 Tonne Per Day Phthalic Anhydride Plant: Presentation On Plant Design ForDocument29 pagesA 350 Tonne Per Day Phthalic Anhydride Plant: Presentation On Plant Design Forbaniya is hereNo ratings yet
- UreaDocument19 pagesUreakrit138No ratings yet
- AcknowledgementDocument35 pagesAcknowledgementSaba HafeezNo ratings yet
- Linear Alkylbenzene (Lab) Manufacture: Andrea BozzanoDocument12 pagesLinear Alkylbenzene (Lab) Manufacture: Andrea BozzanojuanaNo ratings yet
- Unit-Iii Links For NPTEL LectureDocument7 pagesUnit-Iii Links For NPTEL Lectureمحمد عليNo ratings yet
- 0102 S8 AbsDocument3 pages0102 S8 Absمحمد عليNo ratings yet
- Uop Pacol Dehydrogenation Process: Peter R. PujadóDocument10 pagesUop Pacol Dehydrogenation Process: Peter R. PujadóBharavi K S100% (1)
- Pulp SynopsisDocument12 pagesPulp SynopsisnaiduNo ratings yet
- Petrochemicals Processing For Detergents Production:-Linear Paraffins For Biodegradable Detergents. Petroleum DerivativesDocument2 pagesPetrochemicals Processing For Detergents Production:-Linear Paraffins For Biodegradable Detergents. Petroleum DerivativesSubbaReddy PuliNo ratings yet
- Uop Molex Process For Production of Normal Paraffins: Stephen W. SohnDocument6 pagesUop Molex Process For Production of Normal Paraffins: Stephen W. SohnMinh ĐàoNo ratings yet
- The Syntroleum Process of Converting Natural Gas Into Ultraclean HydrocarbonsDocument10 pagesThe Syntroleum Process of Converting Natural Gas Into Ultraclean HydrocarbonsBharavi K SNo ratings yet
- Mathematical Methods Physics Partial Diiferential EquationsDocument2 pagesMathematical Methods Physics Partial Diiferential EquationsBharavi K SNo ratings yet
- Hydrogen Processing: P A R T 1 4Document68 pagesHydrogen Processing: P A R T 1 4Bharavi K SNo ratings yet
- Uop Ethermax Process For Mtbe, Etbe, and Tame Production: Steve Krupa, Jill Meister, and Charles LuebkeDocument4 pagesUop Ethermax Process For Mtbe, Etbe, and Tame Production: Steve Krupa, Jill Meister, and Charles LuebkeBharavi K S100% (1)
- Conocophillips S Zorb Diesel Process: Ed Sughrue and John S. ParsonsDocument6 pagesConocophillips S Zorb Diesel Process: Ed Sughrue and John S. ParsonsBharavi K SNo ratings yet
- Oxypro Process: Steve Krupa, Larry Richardson, and Jill MeisterDocument4 pagesOxypro Process: Steve Krupa, Larry Richardson, and Jill MeisterBharavi K SNo ratings yet
- Uop Tip and Once-Through Zeolitic Isomerization Processes: Nelson A. CusherDocument12 pagesUop Tip and Once-Through Zeolitic Isomerization Processes: Nelson A. CusherBharavi K SNo ratings yet
- FW Delayed-Coking Process: Howard M. Feintuch Kenneth M. NeginDocument58 pagesFW Delayed-Coking Process: Howard M. Feintuch Kenneth M. NeginBharavi K S100% (2)
- Visbreaking and Coking: P A R T 12Document32 pagesVisbreaking and Coking: P A R T 12Bharavi K SNo ratings yet
- Uop/Fw Usa Solvent Deasphalting Process: Daniel B. GillisDocument26 pagesUop/Fw Usa Solvent Deasphalting Process: Daniel B. GillisBharavi K SNo ratings yet
- Belco Edv Wet Scrubbing System: Best Available Control Technology (Bact) For Fccu Emission ControlDocument16 pagesBelco Edv Wet Scrubbing System: Best Available Control Technology (Bact) For Fccu Emission ControlBharavi K S100% (1)
- Uop Olex Process For Olefin Recovery: Stephen W. SohnDocument4 pagesUop Olex Process For Olefin Recovery: Stephen W. SohnBharavi K SNo ratings yet
- Sulfur Compound Extraction and Sweetening: P A R T 11Document14 pagesSulfur Compound Extraction and Sweetening: P A R T 11Bharavi K SNo ratings yet
- Uop RCD Unionfining Process: Daniel B. GillisDocument10 pagesUop RCD Unionfining Process: Daniel B. GillisBharavi K S100% (1)
- The Rose Process: Tayseer Abdel-Halim and Raymond FloydDocument14 pagesThe Rose Process: Tayseer Abdel-Halim and Raymond FloydBharavi K SNo ratings yet
- Isomerization: P A R T 9Document6 pagesIsomerization: P A R T 9Bharavi K SNo ratings yet
- Uop Catalytic Dewaxing Process: Hemant GalaDocument6 pagesUop Catalytic Dewaxing Process: Hemant GalaBharavi K SNo ratings yet
- Chevron Lummus Global Ebullated Bed Bottom-Of-The-Barrel Hydroconversion (Lc-Fining) ProcessDocument18 pagesChevron Lummus Global Ebullated Bed Bottom-Of-The-Barrel Hydroconversion (Lc-Fining) ProcessBharavi K SNo ratings yet
- Uop Butamer Process: Nelson A. CusherDocument8 pagesUop Butamer Process: Nelson A. CusherBharavi K SNo ratings yet
- Uop Unionfining Technology: Peter KokayeffDocument12 pagesUop Unionfining Technology: Peter KokayeffBharavi K SNo ratings yet
- Hydrotreating: P A R T 8Document24 pagesHydrotreating: P A R T 8Bharavi K SNo ratings yet
- Uop Unicracking Process For Hydrocracking: Donald AckelsonDocument12 pagesUop Unicracking Process For Hydrocracking: Donald AckelsonBharavi K SNo ratings yet
- Hydrocracking: P A R T 7Document22 pagesHydrocracking: P A R T 7Bharavi K SNo ratings yet
- Incident Investigation ProcedureDocument35 pagesIncident Investigation ProcedureAnonymous yCpjZF1rF100% (3)
- 17 USC 512 (F) Memo Opinion and Order: Dismissed Without PrejudiceDocument6 pages17 USC 512 (F) Memo Opinion and Order: Dismissed Without PrejudiceRandall CajunNo ratings yet
- AX284661889190en 000203Document142 pagesAX284661889190en 000203christian ruiz mosquedaNo ratings yet
- Rocket ManualDocument1 pageRocket ManualJonEatonNo ratings yet
- "Good" LeadershipDocument5 pages"Good" LeadershipSyidiq Nack RajinNo ratings yet
- I.T Unit 1Document9 pagesI.T Unit 1Gowtham R GowthamNo ratings yet
- My Dashboard: Course Syllabus For Assessment of Learning 1Document6 pagesMy Dashboard: Course Syllabus For Assessment of Learning 1Jonalyn ObinaNo ratings yet
- WASP-XM-R-SF6 Pum-Priming Portable SF6 Gas DetectorDocument4 pagesWASP-XM-R-SF6 Pum-Priming Portable SF6 Gas DetectorArif WibisonoNo ratings yet
- Verified Data 01-04-2013Document12 pagesVerified Data 01-04-2013Gaurav SinghNo ratings yet
- Portable Fire Extinguishers PDFDocument92 pagesPortable Fire Extinguishers PDFznim04No ratings yet
- LAB ThermodynamicsethalpyEntropyGibbsFreeDocument5 pagesLAB ThermodynamicsethalpyEntropyGibbsFreeRj JunsayNo ratings yet
- Hurst Signals - Introducing The FLD Trading StrategyDocument7 pagesHurst Signals - Introducing The FLD Trading StrategyvewejNo ratings yet
- Assignment of Innovation and Entrepreneurship of XiaomiDocument14 pagesAssignment of Innovation and Entrepreneurship of XiaomiMd Shoumik HasanNo ratings yet
- Bai Thu Hoach Kinh Te Chinh TriDocument28 pagesBai Thu Hoach Kinh Te Chinh TriHai TranNo ratings yet
- Mining Contract - XufengDocument2 pagesMining Contract - XufengJEPH Manliguez EnteriaNo ratings yet
- Chapter 9: FOREX MARKET Key PointsDocument6 pagesChapter 9: FOREX MARKET Key PointsDanica AbelardoNo ratings yet
- Leon Cooperman's Letter To President To ObamaDocument3 pagesLeon Cooperman's Letter To President To ObamaLuis AhumadaNo ratings yet
- Monopoly Oligopoly Monopolistic Competition Perfect CompetitionDocument8 pagesMonopoly Oligopoly Monopolistic Competition Perfect CompetitionDerry Mipa SalamNo ratings yet
- Carey MTD OrderDocument17 pagesCarey MTD OrderTHROnlineNo ratings yet
- The Sproutie MK II HF Regen Receiver - Dave Richards AA7EEDocument81 pagesThe Sproutie MK II HF Regen Receiver - Dave Richards AA7EEdetroit_me25530% (1)
- New Salary Scales Updated February 2023 NAC ExtendedDocument2 pagesNew Salary Scales Updated February 2023 NAC ExtendedIon NNo ratings yet
- Motorola Gp338 Users Manual 272276Document4 pagesMotorola Gp338 Users Manual 272276Uta GobelNo ratings yet
- Principles of Marketing Eighth Edition Philip Kotler and Gary ArmstongDocument17 pagesPrinciples of Marketing Eighth Edition Philip Kotler and Gary ArmstongAnonymous p0bBEKNo ratings yet
- Class002 - 201200394-201000327-201000542Document46 pagesClass002 - 201200394-201000327-201000542api-286690957No ratings yet
- Alternative Strategies - CorporateDocument35 pagesAlternative Strategies - CorporateFungJingYun VivianNo ratings yet
- 24 Micro-Cap Multibagger Stocks To Buy Now PDFDocument11 pages24 Micro-Cap Multibagger Stocks To Buy Now PDFPravin YeluriNo ratings yet
- Muhammad Saiful Bahri YusoffDocument7 pagesMuhammad Saiful Bahri YusoffRun CapNo ratings yet
- Fawaz HadiDocument1 pageFawaz HadiAnonymous LuvhmxPNo ratings yet