Download as pdf or txt
You might also like
- Comparison of Different FE Calculation Methods For The Electromagnetic Torque of PM MachinesDocument8 pagesComparison of Different FE Calculation Methods For The Electromagnetic Torque of PM Machinesmlkz_01No ratings yet
- 800 KVA Transformer SpecificationsDocument3 pages800 KVA Transformer SpecificationsRavi Bapodra100% (1)
- (C. J. Karzmark, Robert J. Morton) A Primer On TheDocument54 pages(C. J. Karzmark, Robert J. Morton) A Primer On TheRicardo Rodriguez Ortega100% (1)
- Electrical Drawings Checklist UpdatedDocument13 pagesElectrical Drawings Checklist UpdatedMehboob Alam100% (1)
- Course EWIS 00-113Document74 pagesCourse EWIS 00-113flytechlda1963100% (3)
- Short CKT Force in IPBDocument5 pagesShort CKT Force in IPBRavishankar.AzadNo ratings yet
- The Examples of Numerical Solutions in The Field of Military TechnologyDocument14 pagesThe Examples of Numerical Solutions in The Field of Military TechnologyTranNguyenNo ratings yet
- Lab3 r1Document2 pagesLab3 r1Anteneh AmsaluNo ratings yet
- 12pulse Lci Synchronous Drive For A 20 MW Compressor Modeling SiDocument7 pages12pulse Lci Synchronous Drive For A 20 MW Compressor Modeling Sijeevan sankarNo ratings yet
- Active Vibration Damping With Electro-Active Polymers Using State Feedback ControlDocument12 pagesActive Vibration Damping With Electro-Active Polymers Using State Feedback ControlradmardNo ratings yet
- A1 - Full Papers PS2 10355 2022Document11 pagesA1 - Full Papers PS2 10355 2022DmitryNo ratings yet
- 140 CoronadoDocument7 pages140 CoronadoUplander DodyNo ratings yet
- 00asme Maas Schulte FroehlekeDocument16 pages00asme Maas Schulte Froehlekeanoopk222No ratings yet
- AnalogDocument8 pagesAnalogAhmed F RahimNo ratings yet
- Identification of Brushless Excitation System Model Parameters at Different Operating Conditions Via Field TestsDocument7 pagesIdentification of Brushless Excitation System Model Parameters at Different Operating Conditions Via Field TestsFrozzy17No ratings yet
- PhysicsDocument30 pagesPhysicsnewgetzNo ratings yet
- Characterization of Conducted EMI Generated by Switched Power ConvertersDocument3 pagesCharacterization of Conducted EMI Generated by Switched Power ConvertersskrtamilNo ratings yet
- Integrated Design Optimization of Voltage Channel Distribution and Control Voltages For Tracking The Dynamic Shapes of Smart PlatesDocument9 pagesIntegrated Design Optimization of Voltage Channel Distribution and Control Voltages For Tracking The Dynamic Shapes of Smart PlateslinzqNo ratings yet
- Magnetic Library For ModelicaDocument8 pagesMagnetic Library For ModelicaGthulasi78No ratings yet
- Author's Accepted ManuscriptDocument20 pagesAuthor's Accepted ManuscriptÐɤ Suman Chatterjee100% (1)
- M.K. Matzen Et Al - The Refurbished Z Facility: Capabilities and Recent ExperimentsDocument3 pagesM.K. Matzen Et Al - The Refurbished Z Facility: Capabilities and Recent ExperimentsCola7890No ratings yet
- Extended Kalman Filter Tuning in Sensorless PMSM DrivesDocument6 pagesExtended Kalman Filter Tuning in Sensorless PMSM Drivesbadro1980No ratings yet
- Register: 56% Felt That The Work Required For This Course Was The Heaviest ofDocument2 pagesRegister: 56% Felt That The Work Required For This Course Was The Heaviest ofovmlcabreraNo ratings yet
- 2008 Hydro PDFDocument8 pages2008 Hydro PDFMircea BolovedeaNo ratings yet
- Power System Stabilizers As Undergraduate Control Design ProjectsDocument8 pagesPower System Stabilizers As Undergraduate Control Design Projectsabhikirk99No ratings yet
- Energies 13 04846 v2Document23 pagesEnergies 13 04846 v2Vu Kim YenNo ratings yet
- Magnetic Field of Permanent Magnets: Measurement, Modelling, VizualizationDocument19 pagesMagnetic Field of Permanent Magnets: Measurement, Modelling, VizualizationNguyễn Thành CôngNo ratings yet
- Assessment of Torque Components in BrushDocument10 pagesAssessment of Torque Components in BrushSamuel M.No ratings yet
- Zlatka Tecec Kvalifikacijki Ispit Rad EngDocument6 pagesZlatka Tecec Kvalifikacijki Ispit Rad EngkurabyqldNo ratings yet
- Study and Design Yagi-Uda Crossed Antenna Using 4NEC2Document23 pagesStudy and Design Yagi-Uda Crossed Antenna Using 4NEC2Jesús Camargo DuncanNo ratings yet
- Modeling and Characterizing Supercapacitors Using An Online MethodDocument11 pagesModeling and Characterizing Supercapacitors Using An Online MethodEdu Daryl MacerenNo ratings yet
- WADC and PSSDocument15 pagesWADC and PSSJaol1976No ratings yet
- Dynamic Power and Signal Integrity Analysis For Chip-Package-Board Co-Design and Co-SimulationDocument4 pagesDynamic Power and Signal Integrity Analysis For Chip-Package-Board Co-Design and Co-SimulationApikShafieeNo ratings yet
- COIL Puskarczyk PaperDocument7 pagesCOIL Puskarczyk PaperAnonymous OARSwGsNo ratings yet
- Andres PaperDocument7 pagesAndres PaperRoque Rubén AndrésNo ratings yet
- Optimization of Material Removal Rate in Electrical Discharge Machining Using Fuzzy LogicDocument9 pagesOptimization of Material Removal Rate in Electrical Discharge Machining Using Fuzzy Logicjyoti_bhanot1039No ratings yet
- 2-D Semi-Analytical Magnetic Field Calculation For Flat Permanent-Magnet Linear Machines Using Exact Subdomain TechniqueDocument11 pages2-D Semi-Analytical Magnetic Field Calculation For Flat Permanent-Magnet Linear Machines Using Exact Subdomain TechniquejohnohNo ratings yet
- Introduction To ACDCModuleDocument80 pagesIntroduction To ACDCModulelutterford18No ratings yet
- JournalDocument6 pagesJournaldzulkiNo ratings yet
- A Method For Constructing Reduced Order Transformer Models For System Studies From Detailed Lumped Parameter Models Ml12088a497Document7 pagesA Method For Constructing Reduced Order Transformer Models For System Studies From Detailed Lumped Parameter Models Ml12088a497cristian1961No ratings yet
- Articol 9Document6 pagesArticol 9Constantin DorinelNo ratings yet
- Exploring The Problems and Remedies: Lech M. Grzesiak and Marian P. KazmierkowskiDocument12 pagesExploring The Problems and Remedies: Lech M. Grzesiak and Marian P. KazmierkowskiSathishraj SaraajNo ratings yet
- Model and Applications For Harmonic Analysis of Ac/Dc Power Systems Coupled by Power Electronic Converters in High-Power Industrial DrivesDocument5 pagesModel and Applications For Harmonic Analysis of Ac/Dc Power Systems Coupled by Power Electronic Converters in High-Power Industrial DrivesRavindranath NaikNo ratings yet
- New Function For Representing IEC 61000-4-2 StandaDocument13 pagesNew Function For Representing IEC 61000-4-2 StandaTalianaAlarcónNo ratings yet
- Finite Element Method Applied To The Modelling and Analysis of Induction MotorsDocument25 pagesFinite Element Method Applied To The Modelling and Analysis of Induction MotorsrijilpoothadiNo ratings yet
- Vibration Calculations in A Electric MotorDocument14 pagesVibration Calculations in A Electric MotorSantiago MolinaNo ratings yet
- FilehDocument3 pagesFilehhitesh_tilalaNo ratings yet
- Use of Labview Software For Electromagnetic Calculation of Induction MotorsDocument12 pagesUse of Labview Software For Electromagnetic Calculation of Induction MotorsKundan SumanNo ratings yet
- UHP App Designed with-LSD EMAGDocument9 pagesUHP App Designed with-LSD EMAGHanbin KangNo ratings yet
- Dynamical Analysis of Transmission Line Cables. Part 1 - Linear TheoryDocument11 pagesDynamical Analysis of Transmission Line Cables. Part 1 - Linear TheoryMansour AlkmimNo ratings yet
- 2 Ajay Thesis File (Iit)Document77 pages2 Ajay Thesis File (Iit)Ravi RajNo ratings yet
- International Journal of Machine Tools & Manufacture: Guojun Zhang, Zhi Chen, Zhen Zhang, Yu Huang, Wuyi Ming, He LiDocument13 pagesInternational Journal of Machine Tools & Manufacture: Guojun Zhang, Zhi Chen, Zhen Zhang, Yu Huang, Wuyi Ming, He LiÐɤ Suman ChatterjeeNo ratings yet
- Opticon ManualDocument31 pagesOpticon ManualVirginTebowNo ratings yet
- A Computer Simulation of An Induction HeatingDocument12 pagesA Computer Simulation of An Induction Heatingdumitrescu viorelNo ratings yet
- 442 Revised Lab Manual w07Document51 pages442 Revised Lab Manual w07srinu247No ratings yet
- Fast Prediction of Voltage Stability Index Based On Radial Basis Function Neural Network: Iraqi Super Grid Network, 400-kVDocument10 pagesFast Prediction of Voltage Stability Index Based On Radial Basis Function Neural Network: Iraqi Super Grid Network, 400-kVmohancrescentNo ratings yet
- Design Methodology of A Permanent MagnetDocument10 pagesDesign Methodology of A Permanent MagnetJian ZhangNo ratings yet
- Emi-Free DC-DC Buck Converter For AerospaceDocument4 pagesEmi-Free DC-DC Buck Converter For AerospaceInternational Journal of Research in Engineering and TechnologyNo ratings yet
- MFL Compendium - 001Document26 pagesMFL Compendium - 001kingston100% (2)
- A Platform For For Valodation of FACTS ModelsDocument8 pagesA Platform For For Valodation of FACTS ModelsJorge ZuluagaNo ratings yet
- Design and Modelling of ECM Rifling ToolDocument5 pagesDesign and Modelling of ECM Rifling Tooldavid2404100% (2)
- Power Measurements Under Nonsinusoidal Conditions : A Thesis in Electrical EngineeringFrom EverandPower Measurements Under Nonsinusoidal Conditions : A Thesis in Electrical EngineeringNo ratings yet
- Simulation of Some Power System, Control System and Power Electronics Case Studies Using Matlab and PowerWorld SimulatorFrom EverandSimulation of Some Power System, Control System and Power Electronics Case Studies Using Matlab and PowerWorld SimulatorNo ratings yet
- Joel Smoller and Blake Temple - Cosmology With A Shock-WaveDocument34 pagesJoel Smoller and Blake Temple - Cosmology With A Shock-WaveCola7890No ratings yet
- B. Vrsnak and S. Lulic - Formation of Coronal MHD Shock Waves I: The Basic MechanismDocument24 pagesB. Vrsnak and S. Lulic - Formation of Coronal MHD Shock Waves I: The Basic MechanismCola7890No ratings yet
- B. Vrsnak and S. Lulic - Formation of Coronal MHD Shock Waves II: The Pressure Pulse MechanismDocument17 pagesB. Vrsnak and S. Lulic - Formation of Coronal MHD Shock Waves II: The Pressure Pulse MechanismCola7890No ratings yet
- Joel Smoller and Blake Temple - Shock-Wave Solutions in Closed Form and The Oppenheimer-Snyder Limit in General RelativityDocument19 pagesJoel Smoller and Blake Temple - Shock-Wave Solutions in Closed Form and The Oppenheimer-Snyder Limit in General RelativityCola7890No ratings yet
- M. R. Douglas, C. Deeney and N. F. Roderick - The Effect of Load Thickness On The Performance of High Velocity, Annular Z-Pinch ImplosionsDocument11 pagesM. R. Douglas, C. Deeney and N. F. Roderick - The Effect of Load Thickness On The Performance of High Velocity, Annular Z-Pinch ImplosionsCola7890No ratings yet
- Hybrid Simulation of The Z-Pinch Instabilities For Profiles Generated During Wire Array Implosion in The Saturn Pulsed Power GeneratorDocument8 pagesHybrid Simulation of The Z-Pinch Instabilities For Profiles Generated During Wire Array Implosion in The Saturn Pulsed Power GeneratorCola7890No ratings yet
- M. Massi and G. Poletto - Astrophysical Jets: What Can We Learn From Solar Ejections?Document4 pagesM. Massi and G. Poletto - Astrophysical Jets: What Can We Learn From Solar Ejections?Cola7890No ratings yet
- Joel Smoller and Blake Temple - General Relativistic Shock Waves That Extend The Oppenheimer-Snyder ModelDocument39 pagesJoel Smoller and Blake Temple - General Relativistic Shock Waves That Extend The Oppenheimer-Snyder ModelCola7890No ratings yet
- Lin Huang and Guang-De Jian - Effects of Compressibility On The Rayleigh-Taylor Instability in Z-Pinch ImplosionsDocument1 pageLin Huang and Guang-De Jian - Effects of Compressibility On The Rayleigh-Taylor Instability in Z-Pinch ImplosionsCola7890No ratings yet
- S. V. Lebedev Et Al - Jet Deflection Via Cross Winds: Laboratory Astrophysical StudiesDocument15 pagesS. V. Lebedev Et Al - Jet Deflection Via Cross Winds: Laboratory Astrophysical StudiesCola7890No ratings yet
- Jeremy P Chittenden - The Z-Pinch Approach To FusionDocument5 pagesJeremy P Chittenden - The Z-Pinch Approach To FusionCola7890No ratings yet
- C. J. Garasi Et Al - Multi-Dimensional High Energy Density Physics Modeling and Simulation of Wire Array Z-Pinch PhysicsDocument9 pagesC. J. Garasi Et Al - Multi-Dimensional High Energy Density Physics Modeling and Simulation of Wire Array Z-Pinch PhysicsCola7890No ratings yet
- David Ampleford - Experimental Study of Plasma Jets Produced by Conical Wire Array Z-PinchesDocument149 pagesDavid Ampleford - Experimental Study of Plasma Jets Produced by Conical Wire Array Z-PinchesCola7890No ratings yet
- A. Ciardi Et Al - The Evolution of Magnetic Tower Jets in The LaboratoryDocument34 pagesA. Ciardi Et Al - The Evolution of Magnetic Tower Jets in The LaboratoryCola7890No ratings yet
- J. E. Bailey Et Al - Experimental Investigation of Opacity Models For Stellar Interior, Inertial Fusion, and High Energy Density PlasmasDocument16 pagesJ. E. Bailey Et Al - Experimental Investigation of Opacity Models For Stellar Interior, Inertial Fusion, and High Energy Density PlasmasCola7890No ratings yet
- S. C. Bott Et Al - Study of The Effect of Current Rise Time On The Formation of The Precursor Column in Cylindrical Wire Array Z Pinches at 1 MADocument14 pagesS. C. Bott Et Al - Study of The Effect of Current Rise Time On The Formation of The Precursor Column in Cylindrical Wire Array Z Pinches at 1 MACola7890No ratings yet
- A. Ciardi Et Al - Curved Herbig-Haro Jets: Simulations and ExperimentsDocument15 pagesA. Ciardi Et Al - Curved Herbig-Haro Jets: Simulations and ExperimentsCola7890No ratings yet
- David J. Ampleford Et Al - Jet Deflection by A Quasi-Steady-State Side Wind in The LaboratoryDocument6 pagesDavid J. Ampleford Et Al - Jet Deflection by A Quasi-Steady-State Side Wind in The LaboratoryCola7890No ratings yet
- J.E. Bailey Et Al - Time - and Space-Resolved Spectroscopy of Dynamic Hohlraum InteriorsDocument10 pagesJ.E. Bailey Et Al - Time - and Space-Resolved Spectroscopy of Dynamic Hohlraum InteriorsCola7890No ratings yet
- Simon C. Bott Et Al - Quantitative Measurements of Wire Ablation in Tungsten X-Pinches at 80 KaDocument6 pagesSimon C. Bott Et Al - Quantitative Measurements of Wire Ablation in Tungsten X-Pinches at 80 KaCola7890No ratings yet
- R. A. Vesey Et Al - Target Design For High Fusion Yield With The Double Z-Pinch-Driven HohlraumDocument13 pagesR. A. Vesey Et Al - Target Design For High Fusion Yield With The Double Z-Pinch-Driven HohlraumCola7890No ratings yet
- A. Hassanein and V. Morozov - Chamber Wall Response To Target Implosion in Inertial Fusion Reactors: New and Critical AssessmentsDocument19 pagesA. Hassanein and V. Morozov - Chamber Wall Response To Target Implosion in Inertial Fusion Reactors: New and Critical AssessmentsCola7890No ratings yet
- Hohlraum-Driven High-Convergence Implosion Experiments With Multiple Beam Cones On The Omega Laser FacilityDocument16 pagesHohlraum-Driven High-Convergence Implosion Experiments With Multiple Beam Cones On The Omega Laser FacilityCola7890No ratings yet
- S. H. Glenzer Et Al - Symmetric Inertial Confinement Fusion Implosions at Ultra-High Laser EnergiesDocument6 pagesS. H. Glenzer Et Al - Symmetric Inertial Confinement Fusion Implosions at Ultra-High Laser EnergiesCola7890No ratings yet
- Y. C. Francis Thio - Magneto-Inertial Fusion: An Emerging Concept For Inertial Fusion and Dense Plasmas in Ultrahigh Magnetic FieldsDocument11 pagesY. C. Francis Thio - Magneto-Inertial Fusion: An Emerging Concept For Inertial Fusion and Dense Plasmas in Ultrahigh Magnetic FieldsCola7890No ratings yet
- D.D. Ryutov and R. E. Siemon - Magnetized Plasma Configurations For Fast Liner Implosions: A Variety of PossibilitiesDocument13 pagesD.D. Ryutov and R. E. Siemon - Magnetized Plasma Configurations For Fast Liner Implosions: A Variety of PossibilitiesCola7890No ratings yet
- J. D. Kilkenny Et Al - Hohlraum Drive and Implosion Experiments On NovaDocument11 pagesJ. D. Kilkenny Et Al - Hohlraum Drive and Implosion Experiments On NovaCola7890No ratings yet
- Installation: Accusine SWP 20 - 480 A Autotransformer For 208 V MainsDocument30 pagesInstallation: Accusine SWP 20 - 480 A Autotransformer For 208 V MainsCata CatalinNo ratings yet
- 2-Atomic BookletDocument91 pages2-Atomic BookletManashNo ratings yet
- Semiconductor PN Junction DiodeDocument59 pagesSemiconductor PN Junction DiodeJay EyNo ratings yet
- 58-TMSS-01-R0 - Oil Immersed Reactor, 33kV To 380kVDocument32 pages58-TMSS-01-R0 - Oil Immersed Reactor, 33kV To 380kVsrifaceNo ratings yet
- III Year SyllabusDocument68 pagesIII Year SyllabusFaiz KarobariNo ratings yet
- Ground PracticesDocument3 pagesGround PracticesPaula Almeida CavalcantiNo ratings yet
- TBL SpecifationDocument2 pagesTBL SpecifationTusharNo ratings yet
- EE21L Experiment 7 1.2Document6 pagesEE21L Experiment 7 1.2Filbert SaavedraNo ratings yet
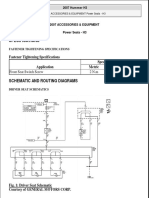
- Specifications: Fastener Tightening Specifications Application Specification Metric EnglishDocument28 pagesSpecifications: Fastener Tightening Specifications Application Specification Metric EnglishmarceloNo ratings yet
- Power Source (Current Flow Chart)Document9 pagesPower Source (Current Flow Chart)Jonn Sim-OneNo ratings yet
- Magnetism and Magnetic MaterialsDocument34 pagesMagnetism and Magnetic MaterialsAsuka ShinomiyaNo ratings yet
- Adrv9009 PDFDocument127 pagesAdrv9009 PDFLex LutherNo ratings yet
- ECG ThesisDocument40 pagesECG ThesisMirza MehranNo ratings yet
- Youtu - beM1IZy k1fCUDocument3 pagesYoutu - beM1IZy k1fCURjNo ratings yet
- Manual-PIR Occupancy SensorDocument2 pagesManual-PIR Occupancy Sensoriran1412690No ratings yet
- TP M115 AiwaDocument12 pagesTP M115 AiwaBastierNo ratings yet
- Science 10 - Q2 - M3Document16 pagesScience 10 - Q2 - M3MERCADER, ERICKA JNo ratings yet
- DatasheetDocument1 pageDatasheetAang SetiawanNo ratings yet
- Disc DatasheetDocument7 pagesDisc DatasheetSol BgNo ratings yet
- LG 55le7300 PDFDocument44 pagesLG 55le7300 PDFMihaela CaciumarciucNo ratings yet
- EVS032 Instrumentation and Lab Techniques PDFDocument331 pagesEVS032 Instrumentation and Lab Techniques PDFRahulNo ratings yet
- Aoc 712sa+Service+ManualDocument50 pagesAoc 712sa+Service+ManualGiovanny Gregorio Gonzalez SanchezNo ratings yet
- Electrom iTIG II Moottorimittauslaitteet - ENGDocument6 pagesElectrom iTIG II Moottorimittauslaitteet - ENGE BuNo ratings yet
- Replaced by STR-S6703Document8 pagesReplaced by STR-S6703Raul Trujillo PNo ratings yet
- Folder Sla Emea Sa EngDocument4 pagesFolder Sla Emea Sa EngZankar R ParikhNo ratings yet