Download as pdf or txt
You might also like
- Subsea Rigid Pipelines – Methods of InstallationFrom EverandSubsea Rigid Pipelines – Methods of InstallationRating: 5 out of 5 stars5/5 (1)
- Documents - Tips - Cswip 322 Questions PDFDocument37 pagesDocuments - Tips - Cswip 322 Questions PDFJithuJohn83% (6)
- Well Intervention and ControlDocument10 pagesWell Intervention and ControlAry RachmanNo ratings yet
- Exhibit: Page 1 of 1Document14 pagesExhibit: Page 1 of 1OSDocs2012No ratings yet
- Mark Hafle Testimony: Comments On Cement Job - May 28Document3 pagesMark Hafle Testimony: Comments On Cement Job - May 28editorial.onlineNo ratings yet
- Kick Tolerance Is The Main RuleDocument9 pagesKick Tolerance Is The Main RuleAbrar Ahmed KhanNo ratings yet
- Reservoir Simulation Basics 1Document5 pagesReservoir Simulation Basics 1Vladimir PriescuNo ratings yet
- Trex 01155Document5 pagesTrex 01155OSDocs2012No ratings yet
- 14 Bergen Workshop Geolog CVMDocument17 pages14 Bergen Workshop Geolog CVMdiegoilNo ratings yet
- Re-Fracking For Horizontal WellsDocument2 pagesRe-Fracking For Horizontal WellsRon CraikNo ratings yet
- Acceptance Levels of W e L D Defects For Fatigue ServiceDocument10 pagesAcceptance Levels of W e L D Defects For Fatigue ServiceZanuardi YahyaNo ratings yet
- HPHT Cementing GuidelinesDocument15 pagesHPHT Cementing Guidelineshamora33100% (4)
- Transocean Report Blaming BP For Deepwater Horizon DisasterDocument218 pagesTransocean Report Blaming BP For Deepwater Horizon Disasterjediparalegal100% (2)
- Learnings and ConclusionDocument3 pagesLearnings and ConclusionNorshNo ratings yet
- Halsos KristofferDocument40 pagesHalsos KristofferHKHKBOOKSNo ratings yet
- Magazine Civil EngineerDocument3 pagesMagazine Civil Engineerconsultor9010No ratings yet
- Peck Rankine LECTURE - Advantages and Limitations of The Observational Method in Applied Soil MechanicsDocument16 pagesPeck Rankine LECTURE - Advantages and Limitations of The Observational Method in Applied Soil MechanicsVANESSA AGUDELONo ratings yet
- El Caso de Tres Consultores-Analisis de Fallas y EticaDocument18 pagesEl Caso de Tres Consultores-Analisis de Fallas y EticaLuis CholotaNo ratings yet
- Water 10 00034 s001Document204 pagesWater 10 00034 s001hr maNo ratings yet
- Pavement DesignDocument32 pagesPavement Designsanusi69No ratings yet
- Cased-Hole Completions: A Displacement Procedure To Alleviate Cementing FailuresDocument29 pagesCased-Hole Completions: A Displacement Procedure To Alleviate Cementing FailuresMac HargitayNo ratings yet
- Tech Review - TO - 22Document12 pagesTech Review - TO - 22rohanZorbaNo ratings yet
- How To Be Good-Delay Analysis PDFDocument2 pagesHow To Be Good-Delay Analysis PDFSampath BandaraNo ratings yet
- Vol 6 Remedial Cementing PracticesDocument127 pagesVol 6 Remedial Cementing PracticesdenywahyuNo ratings yet
- FulltextDocument154 pagesFulltextAbd EnnacerNo ratings yet
- Liquid Penetration TestDocument12 pagesLiquid Penetration TestYuvaraj Maganathan100% (1)
- Trex 00028Document5 pagesTrex 00028OSDocs2012No ratings yet
- Accelerated Pavement TestingDocument2 pagesAccelerated Pavement TestingEva SmithNo ratings yet
- Care Maintenance of LiningsDocument10 pagesCare Maintenance of LiningsriysallNo ratings yet
- Kick Detection - Drilling Process SafetyDocument3 pagesKick Detection - Drilling Process SafetyUok RitchieNo ratings yet
- AICHE S01 01 Hands On Approach To Refinery TroubleshootingDocument7 pagesAICHE S01 01 Hands On Approach To Refinery TroubleshootingSrbislav GenicNo ratings yet
- Boffintech: Like This Post? Star It! Red Flag This PostDocument13 pagesBoffintech: Like This Post? Star It! Red Flag This PostFarhanjnNo ratings yet
- Deepwater Horizon - Summary of Critical Events, Human Factors Issues and ImplicationsDocument11 pagesDeepwater Horizon - Summary of Critical Events, Human Factors Issues and ImplicationschalakaaNo ratings yet
- LeakOff Test (LOT) ModelsDocument137 pagesLeakOff Test (LOT) ModelsNourden Al100% (1)
- Thesis Ebe 2014 Mukadam ZDocument229 pagesThesis Ebe 2014 Mukadam ZzachariahbloemsteinNo ratings yet
- A Review of Sustained Casing Pressure Occurring On The OcsDocument62 pagesA Review of Sustained Casing Pressure Occurring On The OcsAscending AgondonterNo ratings yet
- Ethics Challenger DisasterDocument36 pagesEthics Challenger DisasterKhalid NasirNo ratings yet
- TF 93 ReportDocument439 pagesTF 93 ReportaeroprinceNo ratings yet
- Investigating Building DefectsDocument3 pagesInvestigating Building DefectsAhmed AbdulShafiNo ratings yet
- Eddy Current Tubing DentingDocument54 pagesEddy Current Tubing Dentingaldeanucu100% (3)
- System Product Design EssensialsDocument61 pagesSystem Product Design EssensialsmahmoodNo ratings yet
- Vacuum Leak DetectionDocument29 pagesVacuum Leak Detectionbtv.mylepham.208No ratings yet
- Injection Molding - Why & How To Do Gate-Seal Experiments - Plastics TechnologyDocument4 pagesInjection Molding - Why & How To Do Gate-Seal Experiments - Plastics TechnologySandeep LeeNo ratings yet
- Freak 4Document8 pagesFreak 4lenanaNo ratings yet
- UntitledDocument8 pagesUntitledSamuelNo ratings yet
- Lost Circulation Experience in Geothermal Wells: MalcolmDocument20 pagesLost Circulation Experience in Geothermal Wells: MalcolmThura AungNo ratings yet
- Thickener Design and Theory ProblemsDocument9 pagesThickener Design and Theory ProblemsRodrigo GarcíaNo ratings yet
- Pressure Equipment Hydrotesting ReasonsDocument3 pagesPressure Equipment Hydrotesting Reasonsmahsud82No ratings yet
- FDOT BC353 19 RPTDocument293 pagesFDOT BC353 19 RPTZakir HossenNo ratings yet
- NCHRP RPT 248Document93 pagesNCHRP RPT 248prabhatNo ratings yet
- Transcript 8.17.10 Slachetka Cross McKenzieDocument145 pagesTranscript 8.17.10 Slachetka Cross McKenziemariner12No ratings yet
- Drilling Approach Selection Scheme (DASS) For Managed Pressure Drilling TechniquesDocument103 pagesDrilling Approach Selection Scheme (DASS) For Managed Pressure Drilling TechniquesAhmed FawzyNo ratings yet
- Orchestrating Change: How to Navigate Complexity and Get ResultsFrom EverandOrchestrating Change: How to Navigate Complexity and Get ResultsNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Proceedings of the 42nd International Conference on Advanced Ceramics and Composites, Ceramic Engineering and Science Proceedings, Issue 3From EverandProceedings of the 42nd International Conference on Advanced Ceramics and Composites, Ceramic Engineering and Science Proceedings, Issue 3Jingyang WangNo ratings yet
- DOJ Pre-Trial Statement On QuantificationDocument14 pagesDOJ Pre-Trial Statement On QuantificationwhitremerNo ratings yet
- HESI's Proposed FOF and COLDocument335 pagesHESI's Proposed FOF and COLOSDocs2012No ratings yet
- BP's Post-Trial BriefDocument72 pagesBP's Post-Trial BriefOSDocs2012No ratings yet
- PSC Post-Trial Brief (Phase One) (Doc 10458) 6-21-2013Document72 pagesPSC Post-Trial Brief (Phase One) (Doc 10458) 6-21-2013OSDocs2012100% (1)
- BP's Proposed Findings - Combined FileDocument1,303 pagesBP's Proposed Findings - Combined FileOSDocs2012No ratings yet
- To's Proposed FOF and COLDocument326 pagesTo's Proposed FOF and COLOSDocs2012No ratings yet
- Laboratory Results Cement Program Material Transfer TicketDocument13 pagesLaboratory Results Cement Program Material Transfer TicketOSDocs2012No ratings yet
- Plaintiffs Proposed Findings and Conclusions (Phase One) (Doc 10459) 6-21-2013Document199 pagesPlaintiffs Proposed Findings and Conclusions (Phase One) (Doc 10459) 6-21-2013OSDocs2012No ratings yet
- USAs Proposed Findings Phase I (Doc. 10460 - 6.21.2013)Document121 pagesUSAs Proposed Findings Phase I (Doc. 10460 - 6.21.2013)OSDocs2012No ratings yet
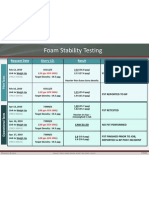
- Foam Stability Testing: Request Date Slurry I.D. Result CommentsDocument1 pageFoam Stability Testing: Request Date Slurry I.D. Result CommentsOSDocs2012No ratings yet
- Production Interval: 14.1-14.2 PPG M57B Gas Brine GasDocument1 pageProduction Interval: 14.1-14.2 PPG M57B Gas Brine GasOSDocs2012No ratings yet
- Macondo Bod (Basis of Design)Document23 pagesMacondo Bod (Basis of Design)OSDocs2012No ratings yet
- Circa 2003Document1 pageCirca 2003OSDocs2012No ratings yet
- Webster:: Trial Transcript at 3975:2-4Document1 pageWebster:: Trial Transcript at 3975:2-4OSDocs2012No ratings yet
- Driller HITEC Display CCTV Camera System: Source: TREX 4248 8153Document1 pageDriller HITEC Display CCTV Camera System: Source: TREX 4248 8153OSDocs2012No ratings yet
- Exterior: Circa 2003Document1 pageExterior: Circa 2003OSDocs2012No ratings yet
- DR Gene: CloggedDocument1 pageDR Gene: CloggedOSDocs2012No ratings yet
- End of Transmission: Transocean Drill Crew Turned The Pumps Off To InvestigateDocument1 pageEnd of Transmission: Transocean Drill Crew Turned The Pumps Off To InvestigateOSDocs2012No ratings yet
- Webster:: Trial Transcript at 4136:17-18Document1 pageWebster:: Trial Transcript at 4136:17-18OSDocs2012No ratings yet
- Arnaud Bobillier Email: June 17, 2010: "I See Some Similarities With What Happened On The Horizon"Document5 pagesArnaud Bobillier Email: June 17, 2010: "I See Some Similarities With What Happened On The Horizon"OSDocs2012No ratings yet
- April 20, BLOWOUT: BP Misreads Logs Does Not IdentifyDocument22 pagesApril 20, BLOWOUT: BP Misreads Logs Does Not IdentifyOSDocs2012No ratings yet
- Thrusters: Propulsion (PROP)Document1 pageThrusters: Propulsion (PROP)OSDocs2012No ratings yet
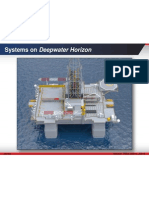
- Systems On Deepwater Horizon: Source: TREX-30014, 30015 D6753Document1 pageSystems On Deepwater Horizon: Source: TREX-30014, 30015 D6753OSDocs2012No ratings yet
- Engines: Electrical Power Generation (ELPG) Emergency Shutdown System (ESD)Document1 pageEngines: Electrical Power Generation (ELPG) Emergency Shutdown System (ESD)OSDocs2012No ratings yet
- BP September 2009 Audit: Total Items 188Document3 pagesBP September 2009 Audit: Total Items 188OSDocs2012No ratings yet
- Major DWH Maintenance Timeline: April 20, 2010 Rig in ServiceDocument7 pagesMajor DWH Maintenance Timeline: April 20, 2010 Rig in ServiceOSDocs2012No ratings yet
- Webster:: Trial Transcript at 4015:14-16Document1 pageWebster:: Trial Transcript at 4015:14-16OSDocs2012No ratings yet
- BP Is The OperatorDocument1 pageBP Is The OperatorOSDocs2012No ratings yet
- Lloyd's Report - Appendix C: Deepwater Horizon Summary ReportDocument1 pageLloyd's Report - Appendix C: Deepwater Horizon Summary ReportOSDocs2012No ratings yet
- Transocean 2009 Annual Report: D6732 Source: TREX-5649Document3 pagesTransocean 2009 Annual Report: D6732 Source: TREX-5649OSDocs2012No ratings yet
- Timken #1 in Comparison Test:: Tapered Roller Bearings Commonly Used in Agricultural-Type EquipmentDocument2 pagesTimken #1 in Comparison Test:: Tapered Roller Bearings Commonly Used in Agricultural-Type Equipmentapi-89480251No ratings yet
- SSC Teaching QualificationDocument3 pagesSSC Teaching QualificationSasikalaNo ratings yet
- Us - Tsubaki - Sprocket - Catalog 2Document199 pagesUs - Tsubaki - Sprocket - Catalog 2Jairo Andrés FANo ratings yet
- Diploma Intake 2022to2023 AdvertDocument1 pageDiploma Intake 2022to2023 AdvertLimbani SalleyNo ratings yet
- Mento - Katalog Master Flo Choke Valves - 17.08.20 - LowDocument37 pagesMento - Katalog Master Flo Choke Valves - 17.08.20 - Lowsherif aymanNo ratings yet
- Gramatica LB EnglezeDocument85 pagesGramatica LB Englezemitiloi100% (1)
- Mutant Chronicles 3e - Mishima SourcebookDocument118 pagesMutant Chronicles 3e - Mishima Sourcebookwelly100% (3)
- Guwahati: Places To VisitDocument5 pagesGuwahati: Places To Visitdrishti kuthariNo ratings yet
- Catalogue - Nitoproof 600PFDocument2 pagesCatalogue - Nitoproof 600PFkenneth0129aaNo ratings yet
- Edubba A Composite Text Ver3Document7 pagesEdubba A Composite Text Ver3RicardoNo ratings yet
- Quail Farming Business Plan PDF OverviewDocument5 pagesQuail Farming Business Plan PDF OverviewhenrymcdoNo ratings yet
- AASHTO - LRFD - Construction Specs-2nd Edition-2 PDFDocument664 pagesAASHTO - LRFD - Construction Specs-2nd Edition-2 PDFSharfaraz Hossain100% (1)
- NCP HCVD (Final)Document8 pagesNCP HCVD (Final)khrizaleeh100% (1)
- Hand Out MEOW PHYF111Document3 pagesHand Out MEOW PHYF111Shreya GuptaNo ratings yet
- TLE 8 - Handicraft Production Lesson 2: Elements of Design: Information SectionDocument9 pagesTLE 8 - Handicraft Production Lesson 2: Elements of Design: Information SectionMarist ChefNo ratings yet
- Topic 02 - ILO, IsO EtcDocument49 pagesTopic 02 - ILO, IsO Etcimran_chaudhryNo ratings yet
- Appendix O Contents of The Health and Safety FileDocument5 pagesAppendix O Contents of The Health and Safety Fileaaktgt MepNo ratings yet
- CiapDocument64 pagesCiapFakh KrulNo ratings yet
- Conduit Trunking Capacity Chart RM TechnicalDocument1 pageConduit Trunking Capacity Chart RM TechnicalPrabir BhowmikNo ratings yet
- 1.introduction To HydraulicsDocument32 pages1.introduction To HydraulicsJet Espejon JavierNo ratings yet
- Polyphenol Oxidase Activity and Browning of Three Avocado VarietiesDocument6 pagesPolyphenol Oxidase Activity and Browning of Three Avocado VarietiesMiguelArceMonroyNo ratings yet
- Bba 400 Module Revised 2017 April To DsvolDocument68 pagesBba 400 Module Revised 2017 April To DsvolKafonyi JohnNo ratings yet
- CT208 (Anglais)Document30 pagesCT208 (Anglais)fgfNo ratings yet
- ThesisDocument129 pagesThesisOvaid MehmoodNo ratings yet
- Chemistry Period 8 Ben & Calum Honors Chem Hydrate LabDocument4 pagesChemistry Period 8 Ben & Calum Honors Chem Hydrate Labapi-239596021No ratings yet
- TCS Ninja English Questions and AnswersDocument16 pagesTCS Ninja English Questions and AnswersVijayPrajapatiNo ratings yet
- Testing and CommissioningDocument18 pagesTesting and CommissioningAbdullah Afif100% (2)
- Continental Drift - WikipediaDocument18 pagesContinental Drift - WikipediaRed EmperadorNo ratings yet
- Catalytic Properties of Silver Nanoparticles Supported On Silica SpheresDocument6 pagesCatalytic Properties of Silver Nanoparticles Supported On Silica SpheresEduarddo Ravelo NietoNo ratings yet
- CASE REPORT On OsteomyelitisDocument30 pagesCASE REPORT On OsteomyelitisNirbhay KatiyarNo ratings yet