
Liquid Bio-Fuel Production From Non-Food Biomass Via High Temperature Steam Electrolysis
Liquid Bio-Fuel Production From Non-Food Biomass Via High Temperature Steam Electrolysis
You might also like
- New Horizons For Hydrogen: Producing Hydrogen From Renewable ResourcesDocument8 pagesNew Horizons For Hydrogen: Producing Hydrogen From Renewable ResourcesBraulio BrunaudNo ratings yet
- Liquid Fuel Production From Biomass Via High Temperature Steam ElectrolysisDocument17 pagesLiquid Fuel Production From Biomass Via High Temperature Steam ElectrolysisWaqas Hussain WarsiNo ratings yet
- 10.1007@s13399 011 0004 4 PDFDocument7 pages10.1007@s13399 011 0004 4 PDFJaydeep PatelNo ratings yet
- Micro Heat and Power Plants Working in Organic Rankine CycleDocument8 pagesMicro Heat and Power Plants Working in Organic Rankine CycleAnonymous PkeI8e84RsNo ratings yet
- Simulation of A Circulating Fluidised Bed Biomass Gasifier Using ASPEN Plus: A Performance AnalysisDocument9 pagesSimulation of A Circulating Fluidised Bed Biomass Gasifier Using ASPEN Plus: A Performance AnalysisPhen AlbertoNo ratings yet
- Estimation of Liquid Fuel Yields From Biomass: Environ. Sci. Technol. 2010, 44, 5298-5305Document8 pagesEstimation of Liquid Fuel Yields From Biomass: Environ. Sci. Technol. 2010, 44, 5298-5305yemresimsekNo ratings yet
- Gasifikasi A Conceptual Hydrogen, Heat and Power Polygeneration System Based OnDocument20 pagesGasifikasi A Conceptual Hydrogen, Heat and Power Polygeneration System Based OnqorryanggarNo ratings yet
- Production of Hydrogen From Biomass-Derived LiquidsDocument10 pagesProduction of Hydrogen From Biomass-Derived LiquidsVoinea MarianNo ratings yet
- Hydrogen Turbine: 1. The Role of Hydrogen in Electric Power SectorDocument3 pagesHydrogen Turbine: 1. The Role of Hydrogen in Electric Power SectorHafiz Sohrab AnwerNo ratings yet
- Solar Integrated Hydrothermal Processes - 2021 - Renewable and Sustainable EnergDocument15 pagesSolar Integrated Hydrothermal Processes - 2021 - Renewable and Sustainable EnergHugo GalvánNo ratings yet
- Energies: Renewable Hydrogen Carrier - Carbohydrate: Constructing The Carbon-Neutral Carbohydrate EconomyDocument22 pagesEnergies: Renewable Hydrogen Carrier - Carbohydrate: Constructing The Carbon-Neutral Carbohydrate EconomyuripatinNo ratings yet
- Biomass Gasification For Electricity Generation and Production of Synthesis GasDocument15 pagesBiomass Gasification For Electricity Generation and Production of Synthesis GasSantosh DoddamaniNo ratings yet
- Biohydrogen Production: Prospectsand Limitationsto Practical ApplicationDocument13 pagesBiohydrogen Production: Prospectsand Limitationsto Practical ApplicationFirman teguh santosoNo ratings yet
- A New Power, Methanol, and DME Polygeneration Process Using Integrated Chemical Looping SystemsDocument15 pagesA New Power, Methanol, and DME Polygeneration Process Using Integrated Chemical Looping SystemsCriveanuNNarcisNo ratings yet
- Techno-Economic Analysis of Innovative ProductionDocument12 pagesTechno-Economic Analysis of Innovative ProductionTep B 21083 Luki LoviandiNo ratings yet
- Energy MixDocument10 pagesEnergy MixPara DiseNo ratings yet
- Literature Review of Differet Geothermal Fields Available in WorldDocument15 pagesLiterature Review of Differet Geothermal Fields Available in WorldVishnu Pratap Singh100% (1)
- Biomass Conversion PDFDocument8 pagesBiomass Conversion PDFVivek Rajkumar GNo ratings yet
- Coproducts and Co-HydrotreatingDocument10 pagesCoproducts and Co-HydrotreatingPauline BLAISNo ratings yet
- Direct Steam Reforming of Diesel and Diesel Ebiodiesel Blends For Distributed Hydrogen GenerationDocument10 pagesDirect Steam Reforming of Diesel and Diesel Ebiodiesel Blends For Distributed Hydrogen GenerationhgjNo ratings yet
- 130262G Hfcev PDFDocument10 pages130262G Hfcev PDFChathura KallegodaNo ratings yet
- Conversion of Bio GasDocument8 pagesConversion of Bio GasWahyudinNo ratings yet
- Chemical Engineering Journal: Ilenia Rossetti, Matteo Compagnoni, Mauro TorliDocument12 pagesChemical Engineering Journal: Ilenia Rossetti, Matteo Compagnoni, Mauro TorliDMNo ratings yet
- Chapter One: 1 Bio-Oil Plant DesignDocument55 pagesChapter One: 1 Bio-Oil Plant DesignJomed Barallas100% (1)
- Hydrogen As An Energy CarrierDocument13 pagesHydrogen As An Energy CarrierAyaz AhmadNo ratings yet
- H2 Conversion PDFDocument15 pagesH2 Conversion PDFAlex CoțNo ratings yet
- Producing Hydrogen Through Electrolysis and Other ProcessesDocument50 pagesProducing Hydrogen Through Electrolysis and Other ProcessesAnedo 1909No ratings yet
- Hidrogen Bio MasaDocument38 pagesHidrogen Bio MasaavatarpetrovicNo ratings yet
- Modelling of Hydrogen BlendingDocument11 pagesModelling of Hydrogen Blendingmuhammet zahit bakışNo ratings yet
- Er-Rbib Bouallou Energy 2014Document9 pagesEr-Rbib Bouallou Energy 2014Yogendran GanesanNo ratings yet
- Status of Large Scale Hydrogen Production PlantsDocument15 pagesStatus of Large Scale Hydrogen Production PlantsRohan Lalwani100% (1)
- Process DescriptionDocument5 pagesProcess DescriptionjoubsnNo ratings yet
- 11 ACV HidrogenoDocument15 pages11 ACV Hidrogenoluis felipe hernandez capachoNo ratings yet
- Hydrogen Fuel Basics - Clean EnergyDocument27 pagesHydrogen Fuel Basics - Clean EnergyKuldeepsingh ChandelNo ratings yet
- Biogas To MetanolDocument13 pagesBiogas To MetanolpabloNo ratings yet
- Applied Energy: Contents Lists Available atDocument32 pagesApplied Energy: Contents Lists Available atErzhigit SugurbekovNo ratings yet
- Literature Review of Hydrogen Production, Storage, Distribution, and Utilization Technologies: Executive SummaryDocument4 pagesLiterature Review of Hydrogen Production, Storage, Distribution, and Utilization Technologies: Executive SummaryVictor AtilolaNo ratings yet
- Fuel Processing Technology: Ahmad Tavasoli, Masoumeh G. Ahangari, Chirayu Soni, Ajay K. DalaiDocument11 pagesFuel Processing Technology: Ahmad Tavasoli, Masoumeh G. Ahangari, Chirayu Soni, Ajay K. DalaiJaydeep PatelNo ratings yet
- A Novel Process Simulation Model For Hydrogen Production Via Reforming of Biomass Gasification TarDocument10 pagesA Novel Process Simulation Model For Hydrogen Production Via Reforming of Biomass Gasification TarHassane AmadouNo ratings yet
- Using Waste CO To Increase Ethanol Production From Corn Ethanol Biorefineries: Techno-Economic AnalysisDocument15 pagesUsing Waste CO To Increase Ethanol Production From Corn Ethanol Biorefineries: Techno-Economic Analysisnileshparmar21No ratings yet
- Methane Bio Gas April 2308Document3 pagesMethane Bio Gas April 2308geerasakNo ratings yet
- 1 s2.0 S0360319920316955 MainDocument9 pages1 s2.0 S0360319920316955 MainLking LokeshNo ratings yet
- PEC Vs Solar - Belum EditDocument12 pagesPEC Vs Solar - Belum EditAmalia Rizki FauziahNo ratings yet
- Estimation of Production CostDocument10 pagesEstimation of Production Costrussell_mahmoodNo ratings yet
- Hydrogen Future of Energy StorageDocument38 pagesHydrogen Future of Energy StorageMuralimohan P MkdNo ratings yet
- Biomass 1Document16 pagesBiomass 1Muhamad Rifan Aji Wahyudi PutroNo ratings yet
- Advanced Internal Combustion Electrical Generator: Peter Van Blarigan Sandia National Laboratories Livermore, CA 94550Document20 pagesAdvanced Internal Combustion Electrical Generator: Peter Van Blarigan Sandia National Laboratories Livermore, CA 94550Sriram PrakashNo ratings yet
- Overview of h2 Prod Status Potential and ChallengesDocument23 pagesOverview of h2 Prod Status Potential and ChallengesHugo VillardiNo ratings yet
- 1 s2.0 S0920586109000984 MainDocument11 pages1 s2.0 S0920586109000984 MainClaudia Elizabeth Ruiz DávilaNo ratings yet
- "Green Gas" As SNG (Synthetic Natural Gas) A Renewable Fuel With Conventional QualityDocument17 pages"Green Gas" As SNG (Synthetic Natural Gas) A Renewable Fuel With Conventional QualityRobin ZwartNo ratings yet
- Biomass: The Ultimate Source of Bio Energy: Sushmita Mohapatra, Kasturi GadgilDocument4 pagesBiomass: The Ultimate Source of Bio Energy: Sushmita Mohapatra, Kasturi GadgilRaghu RamNo ratings yet
- Overview of Hydrogen Production Technologies-Ahmed HarhashDocument13 pagesOverview of Hydrogen Production Technologies-Ahmed Harhashegyptian_scientistNo ratings yet
- 5 PDFDocument10 pages5 PDFSalman Raza NaqviNo ratings yet
- Final Narrative 2013NSDCDocument39 pagesFinal Narrative 2013NSDCMisgatesNo ratings yet
- Progress in Nuclear Energy: Charles W. ForsbergDocument9 pagesProgress in Nuclear Energy: Charles W. ForsbergJosé Henrique Holtz PeovezanNo ratings yet
- Energy Production From Biomass (Part 2) : Conversion TechnologiesDocument8 pagesEnergy Production From Biomass (Part 2) : Conversion TechnologiesKjuiNo ratings yet
- Hydrogen Production From Biomass Combining Pyrolysis and The Secondary DecompositionDocument6 pagesHydrogen Production From Biomass Combining Pyrolysis and The Secondary DecompositionBiruk GetachewNo ratings yet
- Lab 9 - 022-023Document4 pagesLab 9 - 022-023Noor JanahiNo ratings yet
- Mechanical and Thermal Properties of Lightweight Geopolymer CompositesDocument7 pagesMechanical and Thermal Properties of Lightweight Geopolymer CompositesLuanaOliveiraNo ratings yet
- Organic Synthesis 3 QP AnsweredDocument9 pagesOrganic Synthesis 3 QP AnsweredmilanaNo ratings yet
- Presentation - Oral Controlled Release DrugDocument38 pagesPresentation - Oral Controlled Release DrugMrValentynNo ratings yet
- Gibson 2009Document5 pagesGibson 2009lauraNo ratings yet
- Stock Material Per TGL 29 Nov 2021Document14 pagesStock Material Per TGL 29 Nov 2021Reza AlfiansyahNo ratings yet
- UQESH Flooring System V2 - 4Document1 pageUQESH Flooring System V2 - 4RayGaintNo ratings yet
- Deep Jyoti Rubber PVTDocument1 pageDeep Jyoti Rubber PVTdeepjyotiNo ratings yet
- (2022, Review, Saran) 3D Printing of Composite Materials - A Short ReviewDocument5 pages(2022, Review, Saran) 3D Printing of Composite Materials - A Short ReviewNam Huu TranNo ratings yet
- Finishes Brochure PDFDocument5 pagesFinishes Brochure PDFrajatesh1No ratings yet
- How To Repair Leakages in Concrete Roofs PDFDocument6 pagesHow To Repair Leakages in Concrete Roofs PDFArnav DasaurNo ratings yet
- About Rotational MoldingDocument7 pagesAbout Rotational MoldingPatel DarshanNo ratings yet
- Chapter 5 - Soaps and DetergentsDocument28 pagesChapter 5 - Soaps and DetergentsMurad HarbNo ratings yet
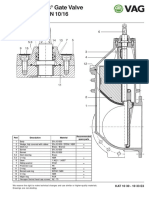
- Vag Ekoplus Gate Valve: DN 350... 400 PN 10/16Document2 pagesVag Ekoplus Gate Valve: DN 350... 400 PN 10/16winston11No ratings yet
- Composite MaterialsDocument27 pagesComposite MaterialsBilly JhunNo ratings yet
- Basf Aditivo PinturasDocument34 pagesBasf Aditivo Pinturasv0% (1)
- Chlorine Institute Emergency KitbDocument4 pagesChlorine Institute Emergency KitbhfguavitaNo ratings yet
- Gel AssignDocument11 pagesGel AssignMA Masum HossainNo ratings yet
- American Apparel CatalogueDocument55 pagesAmerican Apparel CatalogueperryamarcusNo ratings yet
- Tex-201 (2.1) Spinning (S-2)Document47 pagesTex-201 (2.1) Spinning (S-2)helloNo ratings yet
- Pharmaceutical Packaging Technology: A Brief Outline: January 2018Document7 pagesPharmaceutical Packaging Technology: A Brief Outline: January 2018Shailender SinghNo ratings yet
- Rivolt ADocument2 pagesRivolt Awilly_net123No ratings yet
- Polymeric Corrosion: A Subramania, N T Kalyana Sundaram, R Sathiya Priya, V S Muralidharan and T Vasudevan"Document10 pagesPolymeric Corrosion: A Subramania, N T Kalyana Sundaram, R Sathiya Priya, V S Muralidharan and T Vasudevan"MahsaNo ratings yet
- ST-SML445-400C Filtro Solberg OK - Filtro de Succión de Equipo PDFDocument1 pageST-SML445-400C Filtro Solberg OK - Filtro de Succión de Equipo PDFYacila AlvaradoNo ratings yet
- Pharmacokinetic and Pharmacodynamic Principles For ToxicologyDocument12 pagesPharmacokinetic and Pharmacodynamic Principles For ToxicologyMARIA TELLEZNo ratings yet
- Mech 260-Final ExamDocument3 pagesMech 260-Final ExamwerewaroNo ratings yet
- SF SeriesDocument1 pageSF SeriesDannys PradanaNo ratings yet
- Dissertation7 1Document17 pagesDissertation7 1KarthiArivarasanNo ratings yet
- Lecture 13, Helping MaterialDocument40 pagesLecture 13, Helping MaterialHuraira AbidNo ratings yet
- April-2023 PYQ ChemistryDocument86 pagesApril-2023 PYQ Chemistrybharat1asthanaNo ratings yet
























































































Download as pdf or txt
You might also like
- New Horizons For Hydrogen: Producing Hydrogen From Renewable ResourcesDocument8 pagesNew Horizons For Hydrogen: Producing Hydrogen From Renewable ResourcesBraulio BrunaudNo ratings yet
- Liquid Fuel Production From Biomass Via High Temperature Steam ElectrolysisDocument17 pagesLiquid Fuel Production From Biomass Via High Temperature Steam ElectrolysisWaqas Hussain WarsiNo ratings yet
- 10.1007@s13399 011 0004 4 PDFDocument7 pages10.1007@s13399 011 0004 4 PDFJaydeep PatelNo ratings yet
- Micro Heat and Power Plants Working in Organic Rankine CycleDocument8 pagesMicro Heat and Power Plants Working in Organic Rankine CycleAnonymous PkeI8e84RsNo ratings yet
- Simulation of A Circulating Fluidised Bed Biomass Gasifier Using ASPEN Plus: A Performance AnalysisDocument9 pagesSimulation of A Circulating Fluidised Bed Biomass Gasifier Using ASPEN Plus: A Performance AnalysisPhen AlbertoNo ratings yet
- Estimation of Liquid Fuel Yields From Biomass: Environ. Sci. Technol. 2010, 44, 5298-5305Document8 pagesEstimation of Liquid Fuel Yields From Biomass: Environ. Sci. Technol. 2010, 44, 5298-5305yemresimsekNo ratings yet
- Gasifikasi A Conceptual Hydrogen, Heat and Power Polygeneration System Based OnDocument20 pagesGasifikasi A Conceptual Hydrogen, Heat and Power Polygeneration System Based OnqorryanggarNo ratings yet
- Production of Hydrogen From Biomass-Derived LiquidsDocument10 pagesProduction of Hydrogen From Biomass-Derived LiquidsVoinea MarianNo ratings yet
- Hydrogen Turbine: 1. The Role of Hydrogen in Electric Power SectorDocument3 pagesHydrogen Turbine: 1. The Role of Hydrogen in Electric Power SectorHafiz Sohrab AnwerNo ratings yet
- Solar Integrated Hydrothermal Processes - 2021 - Renewable and Sustainable EnergDocument15 pagesSolar Integrated Hydrothermal Processes - 2021 - Renewable and Sustainable EnergHugo GalvánNo ratings yet
- Energies: Renewable Hydrogen Carrier - Carbohydrate: Constructing The Carbon-Neutral Carbohydrate EconomyDocument22 pagesEnergies: Renewable Hydrogen Carrier - Carbohydrate: Constructing The Carbon-Neutral Carbohydrate EconomyuripatinNo ratings yet
- Biomass Gasification For Electricity Generation and Production of Synthesis GasDocument15 pagesBiomass Gasification For Electricity Generation and Production of Synthesis GasSantosh DoddamaniNo ratings yet
- Biohydrogen Production: Prospectsand Limitationsto Practical ApplicationDocument13 pagesBiohydrogen Production: Prospectsand Limitationsto Practical ApplicationFirman teguh santosoNo ratings yet
- A New Power, Methanol, and DME Polygeneration Process Using Integrated Chemical Looping SystemsDocument15 pagesA New Power, Methanol, and DME Polygeneration Process Using Integrated Chemical Looping SystemsCriveanuNNarcisNo ratings yet
- Techno-Economic Analysis of Innovative ProductionDocument12 pagesTechno-Economic Analysis of Innovative ProductionTep B 21083 Luki LoviandiNo ratings yet
- Energy MixDocument10 pagesEnergy MixPara DiseNo ratings yet
- Literature Review of Differet Geothermal Fields Available in WorldDocument15 pagesLiterature Review of Differet Geothermal Fields Available in WorldVishnu Pratap Singh100% (1)
- Biomass Conversion PDFDocument8 pagesBiomass Conversion PDFVivek Rajkumar GNo ratings yet
- Coproducts and Co-HydrotreatingDocument10 pagesCoproducts and Co-HydrotreatingPauline BLAISNo ratings yet
- Direct Steam Reforming of Diesel and Diesel Ebiodiesel Blends For Distributed Hydrogen GenerationDocument10 pagesDirect Steam Reforming of Diesel and Diesel Ebiodiesel Blends For Distributed Hydrogen GenerationhgjNo ratings yet
- 130262G Hfcev PDFDocument10 pages130262G Hfcev PDFChathura KallegodaNo ratings yet
- Conversion of Bio GasDocument8 pagesConversion of Bio GasWahyudinNo ratings yet
- Chemical Engineering Journal: Ilenia Rossetti, Matteo Compagnoni, Mauro TorliDocument12 pagesChemical Engineering Journal: Ilenia Rossetti, Matteo Compagnoni, Mauro TorliDMNo ratings yet
- Chapter One: 1 Bio-Oil Plant DesignDocument55 pagesChapter One: 1 Bio-Oil Plant DesignJomed Barallas100% (1)
- Hydrogen As An Energy CarrierDocument13 pagesHydrogen As An Energy CarrierAyaz AhmadNo ratings yet
- H2 Conversion PDFDocument15 pagesH2 Conversion PDFAlex CoțNo ratings yet
- Producing Hydrogen Through Electrolysis and Other ProcessesDocument50 pagesProducing Hydrogen Through Electrolysis and Other ProcessesAnedo 1909No ratings yet
- Hidrogen Bio MasaDocument38 pagesHidrogen Bio MasaavatarpetrovicNo ratings yet
- Modelling of Hydrogen BlendingDocument11 pagesModelling of Hydrogen Blendingmuhammet zahit bakışNo ratings yet
- Er-Rbib Bouallou Energy 2014Document9 pagesEr-Rbib Bouallou Energy 2014Yogendran GanesanNo ratings yet
- Status of Large Scale Hydrogen Production PlantsDocument15 pagesStatus of Large Scale Hydrogen Production PlantsRohan Lalwani100% (1)
- Process DescriptionDocument5 pagesProcess DescriptionjoubsnNo ratings yet
- 11 ACV HidrogenoDocument15 pages11 ACV Hidrogenoluis felipe hernandez capachoNo ratings yet
- Hydrogen Fuel Basics - Clean EnergyDocument27 pagesHydrogen Fuel Basics - Clean EnergyKuldeepsingh ChandelNo ratings yet
- Biogas To MetanolDocument13 pagesBiogas To MetanolpabloNo ratings yet
- Applied Energy: Contents Lists Available atDocument32 pagesApplied Energy: Contents Lists Available atErzhigit SugurbekovNo ratings yet
- Literature Review of Hydrogen Production, Storage, Distribution, and Utilization Technologies: Executive SummaryDocument4 pagesLiterature Review of Hydrogen Production, Storage, Distribution, and Utilization Technologies: Executive SummaryVictor AtilolaNo ratings yet
- Fuel Processing Technology: Ahmad Tavasoli, Masoumeh G. Ahangari, Chirayu Soni, Ajay K. DalaiDocument11 pagesFuel Processing Technology: Ahmad Tavasoli, Masoumeh G. Ahangari, Chirayu Soni, Ajay K. DalaiJaydeep PatelNo ratings yet
- A Novel Process Simulation Model For Hydrogen Production Via Reforming of Biomass Gasification TarDocument10 pagesA Novel Process Simulation Model For Hydrogen Production Via Reforming of Biomass Gasification TarHassane AmadouNo ratings yet
- Using Waste CO To Increase Ethanol Production From Corn Ethanol Biorefineries: Techno-Economic AnalysisDocument15 pagesUsing Waste CO To Increase Ethanol Production From Corn Ethanol Biorefineries: Techno-Economic Analysisnileshparmar21No ratings yet
- Methane Bio Gas April 2308Document3 pagesMethane Bio Gas April 2308geerasakNo ratings yet
- 1 s2.0 S0360319920316955 MainDocument9 pages1 s2.0 S0360319920316955 MainLking LokeshNo ratings yet
- PEC Vs Solar - Belum EditDocument12 pagesPEC Vs Solar - Belum EditAmalia Rizki FauziahNo ratings yet
- Estimation of Production CostDocument10 pagesEstimation of Production Costrussell_mahmoodNo ratings yet
- Hydrogen Future of Energy StorageDocument38 pagesHydrogen Future of Energy StorageMuralimohan P MkdNo ratings yet
- Biomass 1Document16 pagesBiomass 1Muhamad Rifan Aji Wahyudi PutroNo ratings yet
- Advanced Internal Combustion Electrical Generator: Peter Van Blarigan Sandia National Laboratories Livermore, CA 94550Document20 pagesAdvanced Internal Combustion Electrical Generator: Peter Van Blarigan Sandia National Laboratories Livermore, CA 94550Sriram PrakashNo ratings yet
- Overview of h2 Prod Status Potential and ChallengesDocument23 pagesOverview of h2 Prod Status Potential and ChallengesHugo VillardiNo ratings yet
- 1 s2.0 S0920586109000984 MainDocument11 pages1 s2.0 S0920586109000984 MainClaudia Elizabeth Ruiz DávilaNo ratings yet
- "Green Gas" As SNG (Synthetic Natural Gas) A Renewable Fuel With Conventional QualityDocument17 pages"Green Gas" As SNG (Synthetic Natural Gas) A Renewable Fuel With Conventional QualityRobin ZwartNo ratings yet
- Biomass: The Ultimate Source of Bio Energy: Sushmita Mohapatra, Kasturi GadgilDocument4 pagesBiomass: The Ultimate Source of Bio Energy: Sushmita Mohapatra, Kasturi GadgilRaghu RamNo ratings yet
- Overview of Hydrogen Production Technologies-Ahmed HarhashDocument13 pagesOverview of Hydrogen Production Technologies-Ahmed Harhashegyptian_scientistNo ratings yet
- 5 PDFDocument10 pages5 PDFSalman Raza NaqviNo ratings yet
- Final Narrative 2013NSDCDocument39 pagesFinal Narrative 2013NSDCMisgatesNo ratings yet
- Progress in Nuclear Energy: Charles W. ForsbergDocument9 pagesProgress in Nuclear Energy: Charles W. ForsbergJosé Henrique Holtz PeovezanNo ratings yet
- Energy Production From Biomass (Part 2) : Conversion TechnologiesDocument8 pagesEnergy Production From Biomass (Part 2) : Conversion TechnologiesKjuiNo ratings yet
- Hydrogen Production From Biomass Combining Pyrolysis and The Secondary DecompositionDocument6 pagesHydrogen Production From Biomass Combining Pyrolysis and The Secondary DecompositionBiruk GetachewNo ratings yet
- Lab 9 - 022-023Document4 pagesLab 9 - 022-023Noor JanahiNo ratings yet
- Mechanical and Thermal Properties of Lightweight Geopolymer CompositesDocument7 pagesMechanical and Thermal Properties of Lightweight Geopolymer CompositesLuanaOliveiraNo ratings yet
- Organic Synthesis 3 QP AnsweredDocument9 pagesOrganic Synthesis 3 QP AnsweredmilanaNo ratings yet
- Presentation - Oral Controlled Release DrugDocument38 pagesPresentation - Oral Controlled Release DrugMrValentynNo ratings yet
- Gibson 2009Document5 pagesGibson 2009lauraNo ratings yet
- Stock Material Per TGL 29 Nov 2021Document14 pagesStock Material Per TGL 29 Nov 2021Reza AlfiansyahNo ratings yet
- UQESH Flooring System V2 - 4Document1 pageUQESH Flooring System V2 - 4RayGaintNo ratings yet
- Deep Jyoti Rubber PVTDocument1 pageDeep Jyoti Rubber PVTdeepjyotiNo ratings yet
- (2022, Review, Saran) 3D Printing of Composite Materials - A Short ReviewDocument5 pages(2022, Review, Saran) 3D Printing of Composite Materials - A Short ReviewNam Huu TranNo ratings yet
- Finishes Brochure PDFDocument5 pagesFinishes Brochure PDFrajatesh1No ratings yet
- How To Repair Leakages in Concrete Roofs PDFDocument6 pagesHow To Repair Leakages in Concrete Roofs PDFArnav DasaurNo ratings yet
- About Rotational MoldingDocument7 pagesAbout Rotational MoldingPatel DarshanNo ratings yet
- Chapter 5 - Soaps and DetergentsDocument28 pagesChapter 5 - Soaps and DetergentsMurad HarbNo ratings yet
- Vag Ekoplus Gate Valve: DN 350... 400 PN 10/16Document2 pagesVag Ekoplus Gate Valve: DN 350... 400 PN 10/16winston11No ratings yet
- Composite MaterialsDocument27 pagesComposite MaterialsBilly JhunNo ratings yet
- Basf Aditivo PinturasDocument34 pagesBasf Aditivo Pinturasv0% (1)
- Chlorine Institute Emergency KitbDocument4 pagesChlorine Institute Emergency KitbhfguavitaNo ratings yet
- Gel AssignDocument11 pagesGel AssignMA Masum HossainNo ratings yet
- American Apparel CatalogueDocument55 pagesAmerican Apparel CatalogueperryamarcusNo ratings yet
- Tex-201 (2.1) Spinning (S-2)Document47 pagesTex-201 (2.1) Spinning (S-2)helloNo ratings yet
- Pharmaceutical Packaging Technology: A Brief Outline: January 2018Document7 pagesPharmaceutical Packaging Technology: A Brief Outline: January 2018Shailender SinghNo ratings yet
- Rivolt ADocument2 pagesRivolt Awilly_net123No ratings yet
- Polymeric Corrosion: A Subramania, N T Kalyana Sundaram, R Sathiya Priya, V S Muralidharan and T Vasudevan"Document10 pagesPolymeric Corrosion: A Subramania, N T Kalyana Sundaram, R Sathiya Priya, V S Muralidharan and T Vasudevan"MahsaNo ratings yet
- ST-SML445-400C Filtro Solberg OK - Filtro de Succión de Equipo PDFDocument1 pageST-SML445-400C Filtro Solberg OK - Filtro de Succión de Equipo PDFYacila AlvaradoNo ratings yet
- Pharmacokinetic and Pharmacodynamic Principles For ToxicologyDocument12 pagesPharmacokinetic and Pharmacodynamic Principles For ToxicologyMARIA TELLEZNo ratings yet
- Mech 260-Final ExamDocument3 pagesMech 260-Final ExamwerewaroNo ratings yet
- SF SeriesDocument1 pageSF SeriesDannys PradanaNo ratings yet
- Dissertation7 1Document17 pagesDissertation7 1KarthiArivarasanNo ratings yet
- Lecture 13, Helping MaterialDocument40 pagesLecture 13, Helping MaterialHuraira AbidNo ratings yet
- April-2023 PYQ ChemistryDocument86 pagesApril-2023 PYQ Chemistrybharat1asthanaNo ratings yet