Download as pdf or txt
You might also like
- NEBOSH IGC CompilationDocument102 pagesNEBOSH IGC CompilationNdi Mvogo100% (4)
- Asset Integrity Management System (AIMS) For The Reduction of Industrial RisksDocument6 pagesAsset Integrity Management System (AIMS) For The Reduction of Industrial RisksDave CNo ratings yet
- A Practical Approach To Managing Safety Critical Equipment and Systems in Process PlantsDocument10 pagesA Practical Approach To Managing Safety Critical Equipment and Systems in Process Plantsfredo405No ratings yet
- Guidelines for Process Safety Acquisition Evaluation and Post Merger IntegrationFrom EverandGuidelines for Process Safety Acquisition Evaluation and Post Merger IntegrationNo ratings yet
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingFrom EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingNo ratings yet
- Guidelines for Integrating Management Systems and Metrics to Improve Process Safety PerformanceFrom EverandGuidelines for Integrating Management Systems and Metrics to Improve Process Safety PerformanceNo ratings yet
- Spot The HazardDocument7 pagesSpot The HazardFernando Garcia100% (1)
- ENGINEERING DESIGN GUIDELINES Safety in Process Design Rev3.4webDocument43 pagesENGINEERING DESIGN GUIDELINES Safety in Process Design Rev3.4webSơn PhanThanhNo ratings yet
- Management of Change - What Does A Good' System Look Like?Document3 pagesManagement of Change - What Does A Good' System Look Like?svkrishnaNo ratings yet
- Damage Mechanism Hazard ReviewDocument17 pagesDamage Mechanism Hazard ReviewBobby VonnNo ratings yet
- Fundamental of AIMSDocument5 pagesFundamental of AIMSTissa1969No ratings yet
- Layer of Protection Analysis For Reactive Chemical Risk Assessment PDFDocument6 pagesLayer of Protection Analysis For Reactive Chemical Risk Assessment PDFdgalindo1No ratings yet
- IIAR Standards: Peter Thomas, P.E., CSP - Resource Compliance, IncDocument43 pagesIIAR Standards: Peter Thomas, P.E., CSP - Resource Compliance, Incสติง ยูคลิฟNo ratings yet
- Ageing Nuclear Power PlantsDocument242 pagesAgeing Nuclear Power PlantsJosé PintoNo ratings yet
- EXXON MOBILE Rouge Safety Bulletin FinalDocument32 pagesEXXON MOBILE Rouge Safety Bulletin FinalNasuhaNo ratings yet
- Failure Mode and Effect Analysis - FMEA - and Criticality Analysis - FMECADocument4 pagesFailure Mode and Effect Analysis - FMEA - and Criticality Analysis - FMECAA OmairaNo ratings yet
- Bow Ties Part II Do Bow Ties Have A Place in Alarm ManagementDocument7 pagesBow Ties Part II Do Bow Ties Have A Place in Alarm ManagementFernando PretolaNo ratings yet
- Reactive Hazard Investigation ReportDocument150 pagesReactive Hazard Investigation ReportMarcos GrisiNo ratings yet
- Dan Dettmers - Understanding RAGAGEPDocument58 pagesDan Dettmers - Understanding RAGAGEPRASHEED YUSUF100% (1)
- Chemical Re Activity Hazard ManagementDocument60 pagesChemical Re Activity Hazard Managementziradagreat539No ratings yet
- A10 4 Example RAGAGEP Certification Letter 070414Document1 pageA10 4 Example RAGAGEP Certification Letter 070414Dave CNo ratings yet
- The Management of Mechanical Integrity Inspections at Small-SizedDocument6 pagesThe Management of Mechanical Integrity Inspections at Small-SizedTadeu SantanaNo ratings yet
- A-5 Mechanical Integrity GruelichDocument12 pagesA-5 Mechanical Integrity Gruelichprabha221No ratings yet
- Integrity Verification of Safety Critical ElementsDocument1 pageIntegrity Verification of Safety Critical ElementsAnonymous 1XHScfCINo ratings yet
- What Is Mechanical Integrity and What Are The Requirements of An MI Program - Life Cycle EngineeringDocument5 pagesWhat Is Mechanical Integrity and What Are The Requirements of An MI Program - Life Cycle EngineeringWisnu HarmawanNo ratings yet
- Environmental Loading and Unloading ProceduresDocument2 pagesEnvironmental Loading and Unloading Proceduressarge18No ratings yet
- Eight Tips For Addressing OSHA RAGAGEPDocument17 pagesEight Tips For Addressing OSHA RAGAGEPjoesuhreNo ratings yet
- Fundamentals of Asset Integrity Implementation Module 1Document5 pagesFundamentals of Asset Integrity Implementation Module 1SARFRAZ ALINo ratings yet
- Industrial Safety Summit 2018: "Building Safe Workplaces - Process Safety and Risk Management"Document7 pagesIndustrial Safety Summit 2018: "Building Safe Workplaces - Process Safety and Risk Management"Brijesh GajjarNo ratings yet
- The Evaluation of Safety Barriers Using The Method LopaDocument7 pagesThe Evaluation of Safety Barriers Using The Method LopaDiegoNo ratings yet
- Risk Based Process Safety DesignDocument13 pagesRisk Based Process Safety DesignVan SotNo ratings yet
- Mechanical Integrity SimplifiedDocument7 pagesMechanical Integrity SimplifiedDwi Hary WirathamaNo ratings yet
- Integrity Management of Safety Critical Equipment and SystemsDocument10 pagesIntegrity Management of Safety Critical Equipment and SystemsLi QiNo ratings yet
- Why Process Safety Management Audits FailDocument6 pagesWhy Process Safety Management Audits Failkanakarao1No ratings yet
- Classification of PSM Barriers I Travers P McCullochDocument9 pagesClassification of PSM Barriers I Travers P McCullochNhut NguyenNo ratings yet
- RBPS Metrics ExamplesDocument143 pagesRBPS Metrics ExamplesantoniojmarquezfNo ratings yet
- How To Ensure Safety Process PlantsDocument5 pagesHow To Ensure Safety Process PlantsHanis IsmailNo ratings yet
- United States of America Occupational Safety and Health Review CommissionDocument52 pagesUnited States of America Occupational Safety and Health Review Commissionharry_wisteriaNo ratings yet
- Your Quick Guide To Process Safety ManagementDocument5 pagesYour Quick Guide To Process Safety ManagementArunachalam AvanashiNo ratings yet
- Excellence in Pressure Relief Systems Management - Marshall Et Al - 2011Document11 pagesExcellence in Pressure Relief Systems Management - Marshall Et Al - 2011Yousef ANo ratings yet
- CCPS Monograph Reflections From Global Process Safety LeadersDocument29 pagesCCPS Monograph Reflections From Global Process Safety LeadersKiranNo ratings yet
- Temporary Repair RegisterDocument6 pagesTemporary Repair Registerعصمت ضيف اللهNo ratings yet
- Critique Paper On The API CodeDocument3 pagesCritique Paper On The API CodeKathrynaDenagaNo ratings yet
- Risk Management Module 3 SummaryDocument6 pagesRisk Management Module 3 SummaryNdomaduNo ratings yet
- Atmospheric Storage TankDocument24 pagesAtmospheric Storage TankULISESNo ratings yet
- 06 Biofuels Mechanical IntegrityDocument26 pages06 Biofuels Mechanical IntegrityEngr Ali100% (1)
- Ragagep White Paper PDFDocument11 pagesRagagep White Paper PDFDave CNo ratings yet
- Ed Loss of ContainmentDocument47 pagesEd Loss of Containmentliamo88880No ratings yet
- Paper294606 PDFDocument14 pagesPaper294606 PDFkirandevi1981No ratings yet
- Asset IntegrityDocument1 pageAsset IntegrityVenkatesh HemadribhotlaNo ratings yet
- PSM Safety Critical Equipment 1713620016Document67 pagesPSM Safety Critical Equipment 1713620016Wahid Akram100% (1)
- Aesolutions Understanding Overpressure Scenarios and RAGAGEPDocument21 pagesAesolutions Understanding Overpressure Scenarios and RAGAGEPedgardiaz5519No ratings yet
- DNV Risk Based InspectionDocument17 pagesDNV Risk Based InspectionMahmoud RefaatNo ratings yet
- One Day Seminar: A Report ForDocument5 pagesOne Day Seminar: A Report ForBrijesh100% (2)
- Safeguard Maintenance Prioritization and PHA Data - Ron MukherjeeDocument27 pagesSafeguard Maintenance Prioritization and PHA Data - Ron Mukherjeeusman379No ratings yet
- Structural Integrity Management Cranfield UniversityDocument4 pagesStructural Integrity Management Cranfield UniversityAndreasNo ratings yet
- Paper - Arco Channelview Texas Explotion 1990Document12 pagesPaper - Arco Channelview Texas Explotion 1990Ruby0% (1)
- Future Trends in Safety Instrumented Systems PDFDocument7 pagesFuture Trends in Safety Instrumented Systems PDFfitasmounirNo ratings yet
- Safety Audit: An OverviewDocument35 pagesSafety Audit: An Overviewsubham dashNo ratings yet
- 2016 32hrs B Davis Ammonia Standards and RegulationsDocument31 pages2016 32hrs B Davis Ammonia Standards and RegulationsbtoroNo ratings yet
- WEB Guidance On Managing Fatigue 16.04.14Document80 pagesWEB Guidance On Managing Fatigue 16.04.14Wendri PelupessyNo ratings yet
- ABSA Failure Alert IB06-003Document1 pageABSA Failure Alert IB06-003Mas Arman TewoNo ratings yet
- ABSA News 008-V13-Iss1Document4 pagesABSA News 008-V13-Iss1Mas Arman TewoNo ratings yet
- Ethylene Heat Flux John ZinkDocument4 pagesEthylene Heat Flux John ZinkMas Arman Tewo100% (1)
- Torque of Stainless Steel, Non Ferrous TorqueDocument1 pageTorque of Stainless Steel, Non Ferrous TorqueMas Arman TewoNo ratings yet
- Engineering Critical Analyses To BS 7910Document15 pagesEngineering Critical Analyses To BS 7910Mas Arman TewoNo ratings yet
- BS 7910Document12 pagesBS 7910Mas Arman Tewo50% (2)
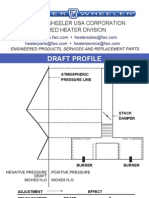
- 1386 - FM Front Page Industrial Burner HandbookDocument14 pages1386 - FM Front Page Industrial Burner HandbookMas Arman Tewo0% (1)
- Mechanical Design Internals Column Notes PDFDocument14 pagesMechanical Design Internals Column Notes PDFMas Arman TewoNo ratings yet
- FEA 107 Validation ExperimentDocument7 pagesFEA 107 Validation ExperimentMas Arman TewoNo ratings yet
- Earthquake Loading Specified in GDocument3 pagesEarthquake Loading Specified in GMas Arman TewoNo ratings yet
- Causal Factor Chart and Fault Tree TemplateDocument7 pagesCausal Factor Chart and Fault Tree TemplateMas Arman TewoNo ratings yet
- SCL Through Areas of Peak StressDocument14 pagesSCL Through Areas of Peak StressetyuyNo ratings yet
- Causal Factor Chart and Fault Tree TemplateDocument7 pagesCausal Factor Chart and Fault Tree TemplateMas Arman TewoNo ratings yet
- Fired Heater Checklist FW PDFDocument2 pagesFired Heater Checklist FW PDFMas Arman Tewo100% (2)
- Decline of Islamic Science PDFDocument21 pagesDecline of Islamic Science PDFMas Arman Tewo0% (1)
- Part 1 ISLAMIC TECHNOLOGY Transfer TO THE WEST PDFDocument14 pagesPart 1 ISLAMIC TECHNOLOGY Transfer TO THE WEST PDFMas Arman TewoNo ratings yet
- Goodyear Heat Exchanger Rupture PDFDocument10 pagesGoodyear Heat Exchanger Rupture PDFMas Arman TewoNo ratings yet
- Origin of Damascus Steel PDFDocument9 pagesOrigin of Damascus Steel PDFMas Arman TewoNo ratings yet
- Lifting LugDocument24 pagesLifting LugMas Arman Tewo100% (6)
- Onetuv Cheklist Design HTTPDocument3 pagesOnetuv Cheklist Design HTTPMas Arman TewoNo ratings yet
- Sample3 Drawing PDFDocument2 pagesSample3 Drawing PDFMas Arman TewoNo ratings yet
- TM Receive Process Reservations RefinedDocument72 pagesTM Receive Process Reservations Refinediswayana6198100% (1)
- Comp MasterDocument133 pagesComp MasterShiferaw KibretNo ratings yet
- Tesda ModuleDocument69 pagesTesda ModuleEmmanuel Jimenez-Bacud, CSE-Professional,BA-MA Pol Sci80% (5)
- Cooperative Learning in The EFL ClassroomDocument7 pagesCooperative Learning in The EFL ClassroomMuhammad IshtiaqNo ratings yet
- 1 Plan Training SessionsDocument279 pages1 Plan Training Sessionsapi-196541959No ratings yet
- Green Back TanjyDocument20 pagesGreen Back TanjymymicroNo ratings yet
- Game Based Learning PDFDocument49 pagesGame Based Learning PDFAd Nor AzliNo ratings yet
- Janes Solids Liquids Lesson PlanDocument4 pagesJanes Solids Liquids Lesson Planapi-247261610No ratings yet
- Analysis-Of-Data-Report-Writing?from - Action Save: Anao High School (Senior High)Document6 pagesAnalysis-Of-Data-Report-Writing?from - Action Save: Anao High School (Senior High)JulieAnnLucasBagamaspadNo ratings yet
- Terra Sigillata 2Document4 pagesTerra Sigillata 2api-253532405No ratings yet
- K To 12 Learning Competenceis MELC's: Pagkilala Sa Aking Komunidad Naipaliliwanag Ang Konsepto NG KomunidadDocument12 pagesK To 12 Learning Competenceis MELC's: Pagkilala Sa Aking Komunidad Naipaliliwanag Ang Konsepto NG KomunidadJayjay RonielNo ratings yet
- STADIO Assignment Template - TP701-SS2 2024Document19 pagesSTADIO Assignment Template - TP701-SS2 2024sleoNo ratings yet
- IGP CSAT Paper 2 Interpersonal Skills Interpersonal Skills Interpersonal Communication Skills Part 3Document0 pagesIGP CSAT Paper 2 Interpersonal Skills Interpersonal Skills Interpersonal Communication Skills Part 3Anil RanaNo ratings yet
- Ict Lesson Plan 3Document4 pagesIct Lesson Plan 3api-310439475No ratings yet
- CPD Decision Tree 17102016 TPDocument1 pageCPD Decision Tree 17102016 TPSivakumar KandasamyNo ratings yet
- Template For Peer Observation 4 Yasmin IbrahimDocument4 pagesTemplate For Peer Observation 4 Yasmin Ibrahimapi-286718309No ratings yet
- Hayley Dobson Tactical Games Lesson PlansDocument19 pagesHayley Dobson Tactical Games Lesson PlansErkebulan TilegenNo ratings yet
- Adult Learners:: Improve Learning ComprehensionDocument25 pagesAdult Learners:: Improve Learning ComprehensionukalNo ratings yet
- Grade 7 Asian CivilizationDocument17 pagesGrade 7 Asian CivilizationMikkie MolbogNo ratings yet
- Final Copy of ADocument20 pagesFinal Copy of Aapi-393749780No ratings yet
- Navigation Asessment Course Approved Course IRSDocument1 pageNavigation Asessment Course Approved Course IRSChandergupt MehtaNo ratings yet
- FS Book AnswersDocument31 pagesFS Book AnswersICT ANDRES, MIA JOYNo ratings yet
- Topic3 Pec104Document10 pagesTopic3 Pec104Ivy Lorenze Calingasan CortezNo ratings yet
- Authentic Assessment Methods and ToolsDocument34 pagesAuthentic Assessment Methods and ToolsChrisel B. BaylonNo ratings yet
- IEP Transition GoalsDocument13 pagesIEP Transition GoalsjohavenbNo ratings yet
- Test GuideDocument140 pagesTest GuidetyaNo ratings yet
- IEPDocument19 pagesIEPsayer_nicoleNo ratings yet
- Student DiversityDocument5 pagesStudent DiversityKim Cambaya HosenillaNo ratings yet
- PGT202E - Table of Specification 27-10-20Document12 pagesPGT202E - Table of Specification 27-10-20Liah TambulianNo ratings yet