Download as pdf or txt
You might also like
- Flexural or Bending Test Lab ReportDocument9 pagesFlexural or Bending Test Lab ReportKalKatu MaLam73% (22)
- DNA ActivationDocument4 pagesDNA ActivationSteven Glass89% (19)
- Appendix A.2 Water TWorks Capacity ChecksDocument12 pagesAppendix A.2 Water TWorks Capacity Checksttl153153No ratings yet
- Introduction To Participatory Assessment of Disaster Risk PDFDocument6 pagesIntroduction To Participatory Assessment of Disaster Risk PDFJune AlapaNo ratings yet
- Investigation of The Fatigue Behaviour of Butt-Welded Joints Treated by Ultrasonic Peening Process and Compared With Fatigue Life Assessment StandardsDocument10 pagesInvestigation of The Fatigue Behaviour of Butt-Welded Joints Treated by Ultrasonic Peening Process and Compared With Fatigue Life Assessment StandardsSREEJITH S NAIRNo ratings yet
- CH 6Document19 pagesCH 6Omar AbdullahNo ratings yet
- CH 6 Mechanical Design NotesDocument19 pagesCH 6 Mechanical Design NotesMohammed Al-salehNo ratings yet
- Learn More About Charpy Impact TestingDocument25 pagesLearn More About Charpy Impact TestingGodwin A.udo-akanNo ratings yet
- Fatigue Limit Ss316 LDocument10 pagesFatigue Limit Ss316 Lnitouch3564No ratings yet
- CH 6Document20 pagesCH 6Pushparaj VigneshNo ratings yet
- 7 Ijcmes PDFDocument8 pages7 Ijcmes PDFInfogain publicationNo ratings yet
- tmp9807 TMPDocument11 pagestmp9807 TMPFrontiersNo ratings yet
- Fatigue 2Document16 pagesFatigue 2kalirajgurusamyNo ratings yet
- Fatique Lecture NotesDocument41 pagesFatique Lecture NotesMarcel SilvaNo ratings yet
- Experimental Model Validation and Fatigue Behaviour of Cold-Formed High Strength SteelDocument6 pagesExperimental Model Validation and Fatigue Behaviour of Cold-Formed High Strength SteelcetinNo ratings yet
- Comparing The Reliability of Structural Steel Welds Using Ultrasonic Fatigue TestingDocument2 pagesComparing The Reliability of Structural Steel Welds Using Ultrasonic Fatigue TestingBvel2019No ratings yet
- Fatigue Loading On Ti - 6Al-4V Cruciform Shape Welded Joints With Different Weld Bead ShapesDocument8 pagesFatigue Loading On Ti - 6Al-4V Cruciform Shape Welded Joints With Different Weld Bead ShapesTJPRC PublicationsNo ratings yet
- Regression Modeling of Macrohardness ofDocument5 pagesRegression Modeling of Macrohardness ofabraham silva hernandezNo ratings yet
- Engineering Failure Analysis - DA1Document13 pagesEngineering Failure Analysis - DA1koushikNo ratings yet
- Accepted Manuscript: Composite StructuresDocument25 pagesAccepted Manuscript: Composite StructuresAriNo ratings yet
- Crack Initiation Mechanisms and Fatigue Lifetime of AISI 420 Steel Under Constant and Variable Amplitude LoadingDocument7 pagesCrack Initiation Mechanisms and Fatigue Lifetime of AISI 420 Steel Under Constant and Variable Amplitude LoadingpoojaNo ratings yet
- An Investigation On Rotatory Bending Fretting Fatigue Damage of Railway AxlesDocument13 pagesAn Investigation On Rotatory Bending Fretting Fatigue Damage of Railway AxlesJuan MNo ratings yet
- Tig Dressing PDFDocument12 pagesTig Dressing PDFSergio MuñozNo ratings yet
- Evaluation of Heat-Affected Zone Hydrogen Induced Cracking in Navy Steels (Welding Journal, January 2013) PDFDocument9 pagesEvaluation of Heat-Affected Zone Hydrogen Induced Cracking in Navy Steels (Welding Journal, January 2013) PDFEko PrasetyoNo ratings yet
- Fatigue in Welded BeamsDocument18 pagesFatigue in Welded BeamsMohamed GamalNo ratings yet
- 1 s2.0 S1877705815045555 MainDocument10 pages1 s2.0 S1877705815045555 MainStephanie ScottNo ratings yet
- 2021-Characteristics and Mechanisms of Turboshaft Engine Axial Compressor Casing ContainmentDocument10 pages2021-Characteristics and Mechanisms of Turboshaft Engine Axial Compressor Casing ContainmentlaokanNo ratings yet
- PDFDocument11 pagesPDFElaine JohnsonNo ratings yet
- Microstructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsDocument24 pagesMicrostructures and Failure Mechanisms of Friction Stir Spot Welds of Aluminum 6061-T6 SheetsAnand Kumar MandalNo ratings yet
- Annales de Chimie - Science Des Matériaux: Received: 16 June 2019 Accepted: 13 August 2019Document6 pagesAnnales de Chimie - Science Des Matériaux: Received: 16 June 2019 Accepted: 13 August 2019Princess ConstanciaNo ratings yet
- Laboratory Experiments Tensile Testing: July 2019Document25 pagesLaboratory Experiments Tensile Testing: July 2019Salih MohayaddinNo ratings yet
- Simulation of Kinetic Friction in L Bending of Sheet MetalsDocument5 pagesSimulation of Kinetic Friction in L Bending of Sheet Metalsmaziar60No ratings yet
- Experimental and Numerical Study On SheaDocument14 pagesExperimental and Numerical Study On SheaArne BeningNo ratings yet
- B10 Life of An Axle ShaftDocument8 pagesB10 Life of An Axle ShaftGaddipati Mohankrishna100% (1)
- Research Article: Three-Point Bending Fatigue Test of Tial6V4 Titanium Alloy at Room TemperatureDocument12 pagesResearch Article: Three-Point Bending Fatigue Test of Tial6V4 Titanium Alloy at Room Temperatureadarshravindran1991No ratings yet
- 2008 Fatigue Performance of Pre-Strained Pipes With Girth Weld DefectsDocument12 pages2008 Fatigue Performance of Pre-Strained Pipes With Girth Weld DefectsotaviopntNo ratings yet
- Friction Stir Welding PP TDocument56 pagesFriction Stir Welding PP TSantosh V HiremathNo ratings yet
- Design and Development of A Test Setup For Online Wear Monitoring of Mechanical Face Seals Using A Torque SensorDocument13 pagesDesign and Development of A Test Setup For Online Wear Monitoring of Mechanical Face Seals Using A Torque SensorJuan CruzNo ratings yet
- Research On The Failure of The Induced Draft Fan's Shaft in A Power BoilerDocument8 pagesResearch On The Failure of The Induced Draft Fan's Shaft in A Power BoilernaderbahramiNo ratings yet
- Fatigue of Threaded Fasteners: Alex Hudgins Brad James, FasmDocument5 pagesFatigue of Threaded Fasteners: Alex Hudgins Brad James, Fasmyh1.yuNo ratings yet
- Fracture Failure Analysis of AISI 304L Stainless Steel ShaftDocument11 pagesFracture Failure Analysis of AISI 304L Stainless Steel ShaftPedro HenriqueNo ratings yet
- Fatigue Failure of A Composite Wind Turbine Blade at Its Root EndDocument8 pagesFatigue Failure of A Composite Wind Turbine Blade at Its Root EndKendra KaiserNo ratings yet
- Effect of Crack On Bending Process For S55c CarbonDocument17 pagesEffect of Crack On Bending Process For S55c CarbonGustavo BalderramasNo ratings yet
- Optimisation of The Fatigue Resistance of 2024-T351 Aluminium Alloys by Controlled Shot Peening-Methodology, Results and AnalysisDocument8 pagesOptimisation of The Fatigue Resistance of 2024-T351 Aluminium Alloys by Controlled Shot Peening-Methodology, Results and AnalysisArun Kumar SNo ratings yet
- Fatigue Life Investigation of UIC 54 Rail ProfileDocument9 pagesFatigue Life Investigation of UIC 54 Rail ProfileShah SudAaisNo ratings yet
- Fatigue TestingDocument7 pagesFatigue Testingjazille22100% (1)
- 02Document8 pages02Nghiem QuocNo ratings yet
- Softcopy Paper IJPQE 0022 11Document7 pagesSoftcopy Paper IJPQE 0022 11KhedijaBenTourkiaNo ratings yet
- Adtya SynopsisDocument27 pagesAdtya SynopsisCH 09 Dileep KumarNo ratings yet
- Fatigue TesDocument3 pagesFatigue Tesvaibhavaher88100% (1)
- Springback Behavior of AA6082T6 Tubes in Three-Point Bending OperationDocument7 pagesSpringback Behavior of AA6082T6 Tubes in Three-Point Bending OperationYasser BouktirNo ratings yet
- Enhancement of Fatigue Strength of SAE 9245 Steel by Shot PeeningDocument5 pagesEnhancement of Fatigue Strength of SAE 9245 Steel by Shot PeeningIttisaf Ur RehmanNo ratings yet
- Content ServerDocument10 pagesContent ServerMiena Chigharoe GaneshNo ratings yet
- 5 Effect of Heat TreatmentDocument7 pages5 Effect of Heat TreatmentAmb Patrick OghateNo ratings yet
- Materials Science and Engineering ADocument10 pagesMaterials Science and Engineering ARodrigo MaiaNo ratings yet
- Evaluation of In-Plane Shear Test Methods For Composite Material LaminatesDocument6 pagesEvaluation of In-Plane Shear Test Methods For Composite Material Laminates3pherNo ratings yet
- Still e 2014Document8 pagesStill e 2014hsNo ratings yet
- Mechanical Testing - Notched Bar or Impact TestingDocument7 pagesMechanical Testing - Notched Bar or Impact TestingFsNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Mechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandMechanical Properties and Performance of Engineering Ceramics and Composites X: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesDileep SinghNo ratings yet
- Advances in Ceramics for Environmental, Functional, Structural, and Energy ApplicationsFrom EverandAdvances in Ceramics for Environmental, Functional, Structural, and Energy ApplicationsMorsi M. MahmoudNo ratings yet
- IELTS Academic Reading 5 PDFDocument5 pagesIELTS Academic Reading 5 PDFDao Nguyen MinhNo ratings yet
- Difference Between Experiential and Experience MarketingDocument8 pagesDifference Between Experiential and Experience MarketingAmelia Hutomo ChandraNo ratings yet
- Jaimini Topics 5 6 and 7 Arudhas Rashi and Graha Bala and SpecialDocument23 pagesJaimini Topics 5 6 and 7 Arudhas Rashi and Graha Bala and Specialshashidhar paiNo ratings yet
- CV Jing Jiawen 1Document2 pagesCV Jing Jiawen 1api-437518283No ratings yet
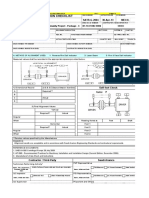
- Saudi Aramco Inspection Checklist: Pump Alignment Record Sheet SATR-G-2004 30-Apr-13 MechDocument4 pagesSaudi Aramco Inspection Checklist: Pump Alignment Record Sheet SATR-G-2004 30-Apr-13 MechAdvancedNo ratings yet
- ArduinoDocument9 pagesArduinoThirdy LuchingNo ratings yet
- Archl Design LectureDocument38 pagesArchl Design LectureZpartx NikzNo ratings yet
- MIT6 034F10 Assn3Document11 pagesMIT6 034F10 Assn3Raj AkhaniNo ratings yet
- Gold-medallist-Rank-Holder-list VTUDocument36 pagesGold-medallist-Rank-Holder-list VTUAdarsh ChatraNo ratings yet
- Presentation On: 1: .Sampling of Concrete 2.acceptance Criteria of Concrete TestDocument12 pagesPresentation On: 1: .Sampling of Concrete 2.acceptance Criteria of Concrete TestSuson DhitalNo ratings yet
- Standard Test Methods For Drying, Curing, or Film Formation of Organic Coatings at Room TemperatureDocument4 pagesStandard Test Methods For Drying, Curing, or Film Formation of Organic Coatings at Room TemperatureHaresh BhanushaliNo ratings yet
- Untitled SpreadsheetDocument2 pagesUntitled SpreadsheetArpit PandeyNo ratings yet
- Q1 English10 Module 4Document30 pagesQ1 English10 Module 4Janessa Dawn AbayonNo ratings yet
- Sidomuncul20190313064235169 1 PDFDocument298 pagesSidomuncul20190313064235169 1 PDFDian AnnisaNo ratings yet
- Research Fellow - Job DescriptionDocument2 pagesResearch Fellow - Job DescriptionSandeep MenonNo ratings yet
- 2e Starter Language Focus ReferenceDocument14 pages2e Starter Language Focus ReferenceCami AdornoNo ratings yet
- SankhyaDocument376 pagesSankhyaRohit SahuNo ratings yet
- Ambisyon Natin 2040 - NEDA - Edited - 50% PDFDocument17 pagesAmbisyon Natin 2040 - NEDA - Edited - 50% PDFczhanelleicioussNo ratings yet
- Pringle Project Design Process Steps UpdatedDocument7 pagesPringle Project Design Process Steps Updatedapi-312062609No ratings yet
- 019 Jan-Feb 1963Document8 pages019 Jan-Feb 1963edicioneshalbraneNo ratings yet
- Heritage Amruth-Senior HealthDocument31 pagesHeritage Amruth-Senior HealthSubhasreeNo ratings yet
- HP Pro 3400 MTDocument4 pagesHP Pro 3400 MTGlinko SamaNo ratings yet
- Jharkhand: National Disaster Risk Reduction PortalDocument28 pagesJharkhand: National Disaster Risk Reduction PortalVamsidhar KavikondalaNo ratings yet
- EF3e - Preint - Entry - & - Quick - Tests Answerkey PDFDocument7 pagesEF3e - Preint - Entry - & - Quick - Tests Answerkey PDFKeny EncaladaNo ratings yet
- Racz-Climate History of Hungary - OcrDocument20 pagesRacz-Climate History of Hungary - Ocrsemir4555No ratings yet
- Flywheel Energy StorageDocument2 pagesFlywheel Energy Storagehayat umar bhatNo ratings yet
- The Role of Motivation in Performance ManagementDocument386 pagesThe Role of Motivation in Performance Managementnurul khoriahNo ratings yet