
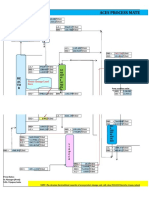
Problem Statement: To Design A UREA PLANT of Capacity 1000 Ton/day Using Ammonia and Carbon Di-Oxide As Raw Material
Problem Statement: To Design A UREA PLANT of Capacity 1000 Ton/day Using Ammonia and Carbon Di-Oxide As Raw Material
You might also like
- Frank S. Spear, Simon M. Peacock (Auth.) - Metamorphic Pressure-Temperature-Time Paths PDFDocument108 pagesFrank S. Spear, Simon M. Peacock (Auth.) - Metamorphic Pressure-Temperature-Time Paths PDFDanilo CruzNo ratings yet
- P Urea Smcarb 2018 Ok Ok OkDocument143 pagesP Urea Smcarb 2018 Ok Ok Okهشام حدودNo ratings yet
- Urea ProductionDocument2 pagesUrea Productiongaur1234No ratings yet
- DAP SPC ReportDocument11 pagesDAP SPC ReportAditya MuruganNo ratings yet
- UreaDocument3 pagesUrea임충규No ratings yet
- Urea UllmannsDocument40 pagesUrea UllmannsGeorge Van Bommel100% (3)
- Urea Plant DesignDocument70 pagesUrea Plant Designravichem823No ratings yet
- Radiography 50 Question QuizDocument16 pagesRadiography 50 Question Quizhhzaini50% (2)
- AcknowledgementDocument35 pagesAcknowledgementSaba HafeezNo ratings yet
- Control of Evaporator in The Production of UreaDocument15 pagesControl of Evaporator in The Production of Ureatariq fareedNo ratings yet
- Urea Project Report 1 PDFDocument9 pagesUrea Project Report 1 PDFVirendra RathvaNo ratings yet
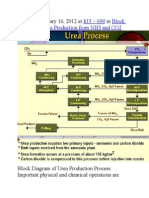
- Published January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2Document9 pagesPublished January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2himanshuchawla654No ratings yet
- A Term Paper Report OnDocument42 pagesA Term Paper Report OnmohanrtamNo ratings yet
- Urea PDFDocument11 pagesUrea PDFSteve WanNo ratings yet
- UreaDocument19 pagesUreakrit138No ratings yet
- Reactor Kinetics of Urea Formation: November 2015Document21 pagesReactor Kinetics of Urea Formation: November 2015Javiera MellaNo ratings yet
- Hariom ReportDocument60 pagesHariom Reportहरिओम हरी100% (2)
- Lecture 37 PDFDocument7 pagesLecture 37 PDFShaffaf ThajudheenNo ratings yet
- Steam To Carbon Ratio Calculations: InstructionsDocument8 pagesSteam To Carbon Ratio Calculations: InstructionsSuresh Ramakrishnan100% (1)
- 2000 Development of The ACES 21 ProcessDocument17 pages2000 Development of The ACES 21 ProcessTTaddictNo ratings yet
- Urea ModelingDocument20 pagesUrea ModelingekmagisNo ratings yet
- Urea PlantDocument25 pagesUrea PlantHarsh DholakiyaNo ratings yet
- Final Project (2) 2Document13 pagesFinal Project (2) 2Roaa SharfNo ratings yet
- The Double Contact Process For Sulfuric Acid ProductionDocument3 pagesThe Double Contact Process For Sulfuric Acid Productionshahira anuarNo ratings yet
- Basaroof ReactionDocument14 pagesBasaroof ReactiontreyzzztylerNo ratings yet
- Ag Report UreaDocument40 pagesAg Report UreaVakul AgarwalNo ratings yet
- UreaDocument11 pagesUreanitishNo ratings yet
- 50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. WilliamsDocument9 pages50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. Williamsvaratharajan g rNo ratings yet
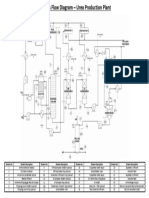
- Process Flow Diagram - Urea Production PlantDocument1 pageProcess Flow Diagram - Urea Production PlantDasun AttanayakeNo ratings yet
- Hazop Study: 11.1.1 BackgroundDocument14 pagesHazop Study: 11.1.1 BackgroundMuhammad100% (1)
- Major Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray SinghDocument10 pagesMajor Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray Singhvaratharajan g rNo ratings yet
- 3 - 003 High Pressure Stripper Replacement AFA 19Document9 pages3 - 003 High Pressure Stripper Replacement AFA 1919karim88No ratings yet
- Urea Plant Material Balance ACES ProcessDocument5 pagesUrea Plant Material Balance ACES ProcessSTEFAN TOTHNo ratings yet
- "The Comparison of Stamicarbon and Saipem Urea Technology": October 2016Document11 pages"The Comparison of Stamicarbon and Saipem Urea Technology": October 2016Alfonso BlancoNo ratings yet
- IFFCO AonlaDocument14 pagesIFFCO AonlaNirmal KumarNo ratings yet
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDocument12 pagesNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rNo ratings yet
- Aces Process Material Balance: RE AC TO RDocument4 pagesAces Process Material Balance: RE AC TO Rwaheed ahmadNo ratings yet
- PlantDocument8 pagesPlantpf06No ratings yet
- Revamping Concepts For Urea Plants by Hans Van Den TillaartDocument31 pagesRevamping Concepts For Urea Plants by Hans Van Den TillaartMarc NijsseNo ratings yet
- AmmoniaDocument33 pagesAmmoniaWilly ChandraNo ratings yet
- Plant Layout PDFDocument19 pagesPlant Layout PDFazzatul amiraNo ratings yet
- Heat Exchanger DesignDocument74 pagesHeat Exchanger DesignChisom ChubaNo ratings yet
- Urea Manufacturing 1Document46 pagesUrea Manufacturing 1Sho aibNo ratings yet
- OTS Ammonia Urea Profertil ArgentinaDocument16 pagesOTS Ammonia Urea Profertil ArgentinaGeorge Van BommelNo ratings yet
- 2013 Serrafero Saipem Asian NandS OmegaBond Tubing Technology at GPICDocument35 pages2013 Serrafero Saipem Asian NandS OmegaBond Tubing Technology at GPICHummel Johnson0% (1)
- Co2 Absorption and V2o5Document9 pagesCo2 Absorption and V2o5sivsyadavNo ratings yet
- Cooing Tower PPT (1) HurlDocument36 pagesCooing Tower PPT (1) Hurlpriyajit sahoo100% (1)
- Co2 Compressor NewDocument6 pagesCo2 Compressor NewUzair Ashraf100% (1)
- Urea Fertilizer: Lecture By: Engr. Mina ArshadDocument26 pagesUrea Fertilizer: Lecture By: Engr. Mina ArshadDanish BaigNo ratings yet
- Casale SA - Leonardo Marrone (PAPER)Document8 pagesCasale SA - Leonardo Marrone (PAPER)Usama JawaidNo ratings yet
- Manufacture of UreaDocument36 pagesManufacture of UreaNandadulal GhoshNo ratings yet
- 2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2Document15 pages2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2MubasharNo ratings yet
- Odda Process Report CopyDocument24 pagesOdda Process Report CopySB100% (1)
- 2009 12 Brouwer UreaKnowHow - Com Phase Diagrams of The Urea ProcessDocument11 pages2009 12 Brouwer UreaKnowHow - Com Phase Diagrams of The Urea ProcessjunaidNo ratings yet
- 2007 The TOYO Urea Granulation TechnologyDocument14 pages2007 The TOYO Urea Granulation Technologyaaa206No ratings yet
- Materials and Processes for CO2 Capture, Conversion, and SequestrationFrom EverandMaterials and Processes for CO2 Capture, Conversion, and SequestrationNo ratings yet
- Design ProjectDocument26 pagesDesign ProjectAamli AgarwalNo ratings yet
- Aces 4 Complete Urea ProjectDocument92 pagesAces 4 Complete Urea ProjectAyat100% (1)
- What Are The Uses of Sulphuric Acid in Daily LifeDocument18 pagesWhat Are The Uses of Sulphuric Acid in Daily LifeAi Syah50% (2)
- Urea Manufacturing ProcessDocument27 pagesUrea Manufacturing ProcessVicky SharmaNo ratings yet
- Organic Compound Chemical Formula NH CO Amine Carbonyl Functional GroupDocument30 pagesOrganic Compound Chemical Formula NH CO Amine Carbonyl Functional GroupRathore ManojNo ratings yet
- Urea Manufacturing ProcessDocument26 pagesUrea Manufacturing ProcessFarrukh Shahzad92% (12)
- Nand Foundation Academy, Shegaon: Xii - A DivDocument9 pagesNand Foundation Academy, Shegaon: Xii - A DivSanket PatilNo ratings yet
- Quantum MechanicsDocument35 pagesQuantum MechanicsJonNo ratings yet
- Remington Education - Physical Pharmacy Sample Chapter 3 PDFDocument20 pagesRemington Education - Physical Pharmacy Sample Chapter 3 PDFYuppie RajNo ratings yet
- 17 LectureslidesDocument154 pages17 LectureslidesAlinaBogoiNo ratings yet
- Wittig ReactionDocument2 pagesWittig ReactionNaimun SirajNo ratings yet
- Optical Properties of Silicene, Si/Ag (111), and Si/Ag (110) : PHYSICAL REVIEW B 97, 195407 (2018)Document11 pagesOptical Properties of Silicene, Si/Ag (111), and Si/Ag (110) : PHYSICAL REVIEW B 97, 195407 (2018)asd asdasdNo ratings yet
- CH 07 EquilibriumDocument4 pagesCH 07 EquilibriumTanishNo ratings yet
- Electrochemistry Mittal Sir: Worksheet-I Objective QuestionsDocument3 pagesElectrochemistry Mittal Sir: Worksheet-I Objective QuestionstarunNo ratings yet
- Charles LawDocument15 pagesCharles LawRamon MacuhaNo ratings yet
- Continuous Variation Method & Color and Solubility of SaltsDocument56 pagesContinuous Variation Method & Color and Solubility of SaltsEsther RandyNo ratings yet
- Quality & Composition of Cement Clinker - INFINITY FOR CEMENT EQUIPMENT PDFDocument74 pagesQuality & Composition of Cement Clinker - INFINITY FOR CEMENT EQUIPMENT PDFSiddharth Singh100% (1)
- MCQ Drill QuestionsDocument15 pagesMCQ Drill QuestionsLab Rat0% (2)
- Dual Nature of ElementsDocument27 pagesDual Nature of ElementsTarnate Tacay100% (1)
- Crystallization in Lactose RefiningDocument23 pagesCrystallization in Lactose Refiningruth ventocillaNo ratings yet
- Scale Formation and PreventionDocument3 pagesScale Formation and PreventionMuhammad AhmedNo ratings yet
- STULZ CyberAir CWE CWU Brochure 0611 en (ASD Series)Document6 pagesSTULZ CyberAir CWE CWU Brochure 0611 en (ASD Series)sharifmousaviNo ratings yet
- Assignment RACDocument8 pagesAssignment RACSushil ThakkarNo ratings yet
- Calculation of Heat Transfer Coefficients in Agitated VesselsDocument4 pagesCalculation of Heat Transfer Coefficients in Agitated Vesselsdesignselva100% (1)
- Tech Tip 7 - Epoxy CrystallizationDocument2 pagesTech Tip 7 - Epoxy CrystallizationflavioferiNo ratings yet
- The Big TEGO. Products Services Data Sheets-75-150!16!76!1!30Document30 pagesThe Big TEGO. Products Services Data Sheets-75-150!16!76!1!30DWI RAHMASARI FATMAWATINo ratings yet
- Spectrochimica Acta PaperDocument12 pagesSpectrochimica Acta PapersopmaNo ratings yet
- Technology of Production of Edible Flours and Protein Products From Soybeans. Chapter 3Document19 pagesTechnology of Production of Edible Flours and Protein Products From Soybeans. Chapter 3Hamid Vahedi LarijaniNo ratings yet
- Physics Rate of CoolingDocument4 pagesPhysics Rate of CoolingYAMAMOTO KeijiNo ratings yet
- 2nd BSC SyllabusDocument4 pages2nd BSC SyllabusMuni Sankar MatamNo ratings yet
- Solution of Chem II HomeworkDocument2 pagesSolution of Chem II Homeworkحموده المصريNo ratings yet
- X Chemistry Notes CH # 2Document7 pagesX Chemistry Notes CH # 2Rehan RafiqNo ratings yet
- Exercise Grade 7Document3 pagesExercise Grade 7dekagielNo ratings yet
- Fizkem Seminar ExDocument22 pagesFizkem Seminar ExZsolt Dürvanger100% (1)




















































































Download as doc, pdf, or txt
You might also like
- Frank S. Spear, Simon M. Peacock (Auth.) - Metamorphic Pressure-Temperature-Time Paths PDFDocument108 pagesFrank S. Spear, Simon M. Peacock (Auth.) - Metamorphic Pressure-Temperature-Time Paths PDFDanilo CruzNo ratings yet
- P Urea Smcarb 2018 Ok Ok OkDocument143 pagesP Urea Smcarb 2018 Ok Ok Okهشام حدودNo ratings yet
- Urea ProductionDocument2 pagesUrea Productiongaur1234No ratings yet
- DAP SPC ReportDocument11 pagesDAP SPC ReportAditya MuruganNo ratings yet
- UreaDocument3 pagesUrea임충규No ratings yet
- Urea UllmannsDocument40 pagesUrea UllmannsGeorge Van Bommel100% (3)
- Urea Plant DesignDocument70 pagesUrea Plant Designravichem823No ratings yet
- Radiography 50 Question QuizDocument16 pagesRadiography 50 Question Quizhhzaini50% (2)
- AcknowledgementDocument35 pagesAcknowledgementSaba HafeezNo ratings yet
- Control of Evaporator in The Production of UreaDocument15 pagesControl of Evaporator in The Production of Ureatariq fareedNo ratings yet
- Urea Project Report 1 PDFDocument9 pagesUrea Project Report 1 PDFVirendra RathvaNo ratings yet
- Published January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2Document9 pagesPublished January 16, 2012 at In: 813 × 699 Block Diagram of Urea Production From NH3 and CO2himanshuchawla654No ratings yet
- A Term Paper Report OnDocument42 pagesA Term Paper Report OnmohanrtamNo ratings yet
- Urea PDFDocument11 pagesUrea PDFSteve WanNo ratings yet
- UreaDocument19 pagesUreakrit138No ratings yet
- Reactor Kinetics of Urea Formation: November 2015Document21 pagesReactor Kinetics of Urea Formation: November 2015Javiera MellaNo ratings yet
- Hariom ReportDocument60 pagesHariom Reportहरिओम हरी100% (2)
- Lecture 37 PDFDocument7 pagesLecture 37 PDFShaffaf ThajudheenNo ratings yet
- Steam To Carbon Ratio Calculations: InstructionsDocument8 pagesSteam To Carbon Ratio Calculations: InstructionsSuresh Ramakrishnan100% (1)
- 2000 Development of The ACES 21 ProcessDocument17 pages2000 Development of The ACES 21 ProcessTTaddictNo ratings yet
- Urea ModelingDocument20 pagesUrea ModelingekmagisNo ratings yet
- Urea PlantDocument25 pagesUrea PlantHarsh DholakiyaNo ratings yet
- Final Project (2) 2Document13 pagesFinal Project (2) 2Roaa SharfNo ratings yet
- The Double Contact Process For Sulfuric Acid ProductionDocument3 pagesThe Double Contact Process For Sulfuric Acid Productionshahira anuarNo ratings yet
- Basaroof ReactionDocument14 pagesBasaroof ReactiontreyzzztylerNo ratings yet
- Ag Report UreaDocument40 pagesAg Report UreaVakul AgarwalNo ratings yet
- UreaDocument11 pagesUreanitishNo ratings yet
- 50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. WilliamsDocument9 pages50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. Williamsvaratharajan g rNo ratings yet
- Process Flow Diagram - Urea Production PlantDocument1 pageProcess Flow Diagram - Urea Production PlantDasun AttanayakeNo ratings yet
- Hazop Study: 11.1.1 BackgroundDocument14 pagesHazop Study: 11.1.1 BackgroundMuhammad100% (1)
- Major Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray SinghDocument10 pagesMajor Ammonia Leak From HP Ammonia Feed Pump: P.Hari Narayana Reddy, R. Raghavan and Ramashray Singhvaratharajan g rNo ratings yet
- 3 - 003 High Pressure Stripper Replacement AFA 19Document9 pages3 - 003 High Pressure Stripper Replacement AFA 1919karim88No ratings yet
- Urea Plant Material Balance ACES ProcessDocument5 pagesUrea Plant Material Balance ACES ProcessSTEFAN TOTHNo ratings yet
- "The Comparison of Stamicarbon and Saipem Urea Technology": October 2016Document11 pages"The Comparison of Stamicarbon and Saipem Urea Technology": October 2016Alfonso BlancoNo ratings yet
- IFFCO AonlaDocument14 pagesIFFCO AonlaNirmal KumarNo ratings yet
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDocument12 pagesNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rNo ratings yet
- Aces Process Material Balance: RE AC TO RDocument4 pagesAces Process Material Balance: RE AC TO Rwaheed ahmadNo ratings yet
- PlantDocument8 pagesPlantpf06No ratings yet
- Revamping Concepts For Urea Plants by Hans Van Den TillaartDocument31 pagesRevamping Concepts For Urea Plants by Hans Van Den TillaartMarc NijsseNo ratings yet
- AmmoniaDocument33 pagesAmmoniaWilly ChandraNo ratings yet
- Plant Layout PDFDocument19 pagesPlant Layout PDFazzatul amiraNo ratings yet
- Heat Exchanger DesignDocument74 pagesHeat Exchanger DesignChisom ChubaNo ratings yet
- Urea Manufacturing 1Document46 pagesUrea Manufacturing 1Sho aibNo ratings yet
- OTS Ammonia Urea Profertil ArgentinaDocument16 pagesOTS Ammonia Urea Profertil ArgentinaGeorge Van BommelNo ratings yet
- 2013 Serrafero Saipem Asian NandS OmegaBond Tubing Technology at GPICDocument35 pages2013 Serrafero Saipem Asian NandS OmegaBond Tubing Technology at GPICHummel Johnson0% (1)
- Co2 Absorption and V2o5Document9 pagesCo2 Absorption and V2o5sivsyadavNo ratings yet
- Cooing Tower PPT (1) HurlDocument36 pagesCooing Tower PPT (1) Hurlpriyajit sahoo100% (1)
- Co2 Compressor NewDocument6 pagesCo2 Compressor NewUzair Ashraf100% (1)
- Urea Fertilizer: Lecture By: Engr. Mina ArshadDocument26 pagesUrea Fertilizer: Lecture By: Engr. Mina ArshadDanish BaigNo ratings yet
- Casale SA - Leonardo Marrone (PAPER)Document8 pagesCasale SA - Leonardo Marrone (PAPER)Usama JawaidNo ratings yet
- Manufacture of UreaDocument36 pagesManufacture of UreaNandadulal GhoshNo ratings yet
- 2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2Document15 pages2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2MubasharNo ratings yet
- Odda Process Report CopyDocument24 pagesOdda Process Report CopySB100% (1)
- 2009 12 Brouwer UreaKnowHow - Com Phase Diagrams of The Urea ProcessDocument11 pages2009 12 Brouwer UreaKnowHow - Com Phase Diagrams of The Urea ProcessjunaidNo ratings yet
- 2007 The TOYO Urea Granulation TechnologyDocument14 pages2007 The TOYO Urea Granulation Technologyaaa206No ratings yet
- Materials and Processes for CO2 Capture, Conversion, and SequestrationFrom EverandMaterials and Processes for CO2 Capture, Conversion, and SequestrationNo ratings yet
- Design ProjectDocument26 pagesDesign ProjectAamli AgarwalNo ratings yet
- Aces 4 Complete Urea ProjectDocument92 pagesAces 4 Complete Urea ProjectAyat100% (1)
- What Are The Uses of Sulphuric Acid in Daily LifeDocument18 pagesWhat Are The Uses of Sulphuric Acid in Daily LifeAi Syah50% (2)
- Urea Manufacturing ProcessDocument27 pagesUrea Manufacturing ProcessVicky SharmaNo ratings yet
- Organic Compound Chemical Formula NH CO Amine Carbonyl Functional GroupDocument30 pagesOrganic Compound Chemical Formula NH CO Amine Carbonyl Functional GroupRathore ManojNo ratings yet
- Urea Manufacturing ProcessDocument26 pagesUrea Manufacturing ProcessFarrukh Shahzad92% (12)
- Nand Foundation Academy, Shegaon: Xii - A DivDocument9 pagesNand Foundation Academy, Shegaon: Xii - A DivSanket PatilNo ratings yet
- Quantum MechanicsDocument35 pagesQuantum MechanicsJonNo ratings yet
- Remington Education - Physical Pharmacy Sample Chapter 3 PDFDocument20 pagesRemington Education - Physical Pharmacy Sample Chapter 3 PDFYuppie RajNo ratings yet
- 17 LectureslidesDocument154 pages17 LectureslidesAlinaBogoiNo ratings yet
- Wittig ReactionDocument2 pagesWittig ReactionNaimun SirajNo ratings yet
- Optical Properties of Silicene, Si/Ag (111), and Si/Ag (110) : PHYSICAL REVIEW B 97, 195407 (2018)Document11 pagesOptical Properties of Silicene, Si/Ag (111), and Si/Ag (110) : PHYSICAL REVIEW B 97, 195407 (2018)asd asdasdNo ratings yet
- CH 07 EquilibriumDocument4 pagesCH 07 EquilibriumTanishNo ratings yet
- Electrochemistry Mittal Sir: Worksheet-I Objective QuestionsDocument3 pagesElectrochemistry Mittal Sir: Worksheet-I Objective QuestionstarunNo ratings yet
- Charles LawDocument15 pagesCharles LawRamon MacuhaNo ratings yet
- Continuous Variation Method & Color and Solubility of SaltsDocument56 pagesContinuous Variation Method & Color and Solubility of SaltsEsther RandyNo ratings yet
- Quality & Composition of Cement Clinker - INFINITY FOR CEMENT EQUIPMENT PDFDocument74 pagesQuality & Composition of Cement Clinker - INFINITY FOR CEMENT EQUIPMENT PDFSiddharth Singh100% (1)
- MCQ Drill QuestionsDocument15 pagesMCQ Drill QuestionsLab Rat0% (2)
- Dual Nature of ElementsDocument27 pagesDual Nature of ElementsTarnate Tacay100% (1)
- Crystallization in Lactose RefiningDocument23 pagesCrystallization in Lactose Refiningruth ventocillaNo ratings yet
- Scale Formation and PreventionDocument3 pagesScale Formation and PreventionMuhammad AhmedNo ratings yet
- STULZ CyberAir CWE CWU Brochure 0611 en (ASD Series)Document6 pagesSTULZ CyberAir CWE CWU Brochure 0611 en (ASD Series)sharifmousaviNo ratings yet
- Assignment RACDocument8 pagesAssignment RACSushil ThakkarNo ratings yet
- Calculation of Heat Transfer Coefficients in Agitated VesselsDocument4 pagesCalculation of Heat Transfer Coefficients in Agitated Vesselsdesignselva100% (1)
- Tech Tip 7 - Epoxy CrystallizationDocument2 pagesTech Tip 7 - Epoxy CrystallizationflavioferiNo ratings yet
- The Big TEGO. Products Services Data Sheets-75-150!16!76!1!30Document30 pagesThe Big TEGO. Products Services Data Sheets-75-150!16!76!1!30DWI RAHMASARI FATMAWATINo ratings yet
- Spectrochimica Acta PaperDocument12 pagesSpectrochimica Acta PapersopmaNo ratings yet
- Technology of Production of Edible Flours and Protein Products From Soybeans. Chapter 3Document19 pagesTechnology of Production of Edible Flours and Protein Products From Soybeans. Chapter 3Hamid Vahedi LarijaniNo ratings yet
- Physics Rate of CoolingDocument4 pagesPhysics Rate of CoolingYAMAMOTO KeijiNo ratings yet
- 2nd BSC SyllabusDocument4 pages2nd BSC SyllabusMuni Sankar MatamNo ratings yet
- Solution of Chem II HomeworkDocument2 pagesSolution of Chem II Homeworkحموده المصريNo ratings yet
- X Chemistry Notes CH # 2Document7 pagesX Chemistry Notes CH # 2Rehan RafiqNo ratings yet
- Exercise Grade 7Document3 pagesExercise Grade 7dekagielNo ratings yet
- Fizkem Seminar ExDocument22 pagesFizkem Seminar ExZsolt Dürvanger100% (1)