Download as pdf or txt
You might also like
- Early Equipment Management (EEM) Continuous Improvement For Projects by Dennis McCarthyDocument299 pagesEarly Equipment Management (EEM) Continuous Improvement For Projects by Dennis McCarthyRobson LimeiraNo ratings yet
- 4 Ram Changeover Analysis Part 1Document2 pages4 Ram Changeover Analysis Part 1lam nguyen0% (1)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- How To Pass The Cabin Crew Assessment ExerciseDocument6 pagesHow To Pass The Cabin Crew Assessment Exercisedanamfe89% (9)
- Applied Economics-Q3-Module-1Document28 pagesApplied Economics-Q3-Module-1manuel advincula91% (11)
- LeanBooklet in OrderDocument32 pagesLeanBooklet in OrderioanchiNo ratings yet
- Hoshin KanriDocument6 pagesHoshin KanriJay Saxena100% (1)
- Hoshin KanriDocument11 pagesHoshin KanriSumesh Kumar ManimalaNo ratings yet
- WCM 2010-2014 PlanDocument24 pagesWCM 2010-2014 PlanFatur PratamaNo ratings yet
- Hoshin Kanri X Matrix ASQDocument48 pagesHoshin Kanri X Matrix ASQJuan Manuel Jaurez100% (3)
- Theory of Every Part Every Interval - EPEI - Leveling - HeijunkaDocument10 pagesTheory of Every Part Every Interval - EPEI - Leveling - HeijunkashruthicivilNo ratings yet
- Lean Improvement RoadmapDocument9 pagesLean Improvement RoadmapvelloresankarNo ratings yet
- Napoleon Hill's 13 Principles of Personal AchievementDocument18 pagesNapoleon Hill's 13 Principles of Personal Achievementjose.globalwaysNo ratings yet
- 17 Principles of Personal AchivementDocument1 page17 Principles of Personal Achivementjose.globalwaysNo ratings yet
- VOLVO EC360C HR EC360CHR EXCAVATOR Service Repair Manual PDFDocument19 pagesVOLVO EC360C HR EC360CHR EXCAVATOR Service Repair Manual PDFfjjsjekdmme0% (1)
- Airtel - A Case StudyDocument30 pagesAirtel - A Case StudyTanya Dutta57% (7)
- Modular Kaizen Vs Kaizen Blitz: How to Choose Between These Two Kaizen Business Process Improvement Methodologies for Accelerated Productivity, Profitability and Organizational Excellence: Business Process Management and Continuous Improvement Executive Guide series, #7From EverandModular Kaizen Vs Kaizen Blitz: How to Choose Between These Two Kaizen Business Process Improvement Methodologies for Accelerated Productivity, Profitability and Organizational Excellence: Business Process Management and Continuous Improvement Executive Guide series, #7No ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
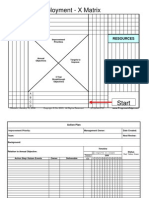
- Policy Deployment X Matrix2Document4 pagesPolicy Deployment X Matrix2Jonathan Fuentes100% (1)
- Learning To EvolveDocument44 pagesLearning To EvolveJohn VatistasNo ratings yet
- NEIN Lean Network SMED PresentationDocument20 pagesNEIN Lean Network SMED PresentationBalaji SNo ratings yet
- Kamishibai - Golden TriangleDocument12 pagesKamishibai - Golden TriangleMadhavaKrishnaNo ratings yet
- Director Food Manufacturing Operations in USA Resume Alan GoldsteinDocument3 pagesDirector Food Manufacturing Operations in USA Resume Alan GoldsteinAlanGoldsteinNo ratings yet
- 5S & Visual ManagementDocument34 pages5S & Visual ManagementJezza WilsonNo ratings yet
- Kaizen Masaakiimai 090701152003 Phpapp01Document48 pagesKaizen Masaakiimai 090701152003 Phpapp01Shaikh Haseeb UR Rehman100% (2)
- TWI Bulletin Series ManualDocument128 pagesTWI Bulletin Series ManualZoe WongNo ratings yet
- Leader Standard Work UpDocument15 pagesLeader Standard Work UpjesusmemNo ratings yet
- SMED single minute exchange of die Complete Self-Assessment GuideFrom EverandSMED single minute exchange of die Complete Self-Assessment GuideNo ratings yet
- Lean Manufacturing: Competitiveness ProgrammeDocument10 pagesLean Manufacturing: Competitiveness ProgrammeDhaval SharmaNo ratings yet
- MAKIGAMIDocument13 pagesMAKIGAMISakti NandaNo ratings yet
- Guide 5SDocument32 pagesGuide 5SArthur Koch Kesc100% (3)
- Standard Work Combination TablesDocument14 pagesStandard Work Combination Tablescoolpawan10No ratings yet
- Training Within IndustryDocument8 pagesTraining Within IndustryIgor GrishkoNo ratings yet
- Lean Assessment2Document18 pagesLean Assessment2Yenaro CortesNo ratings yet
- MonozukuriDocument17 pagesMonozukurisasikumartvsNo ratings yet
- The Two Key Principles of Toyota Production System Were Just in Time and JidokaDocument2 pagesThe Two Key Principles of Toyota Production System Were Just in Time and JidokaF13 NIECNo ratings yet
- WCM - Re-Engineering Rethinking Business ProcessesDocument54 pagesWCM - Re-Engineering Rethinking Business ProcessesPrashant KadamNo ratings yet
- AME Lean Manufacturing AssessmentDocument35 pagesAME Lean Manufacturing AssessmentacauaNo ratings yet
- Lean and Environment Toolkit Training Modules: - January 2006Document50 pagesLean and Environment Toolkit Training Modules: - January 2006chteo1976No ratings yet
- Lean CultureDocument10 pagesLean CultureEnrique Ramos ServinNo ratings yet
- Presentation On House Keeping TechniquesDocument82 pagesPresentation On House Keeping TechniquesJanak DoshiNo ratings yet
- Proplanner PFEP Overview - 092912Document46 pagesProplanner PFEP Overview - 092912Proplanner AsiaNo ratings yet
- 5S & TPMDocument19 pages5S & TPMJesus Chi GorosicaNo ratings yet
- ASQ Lean ISO 1-14-13 PDFDocument84 pagesASQ Lean ISO 1-14-13 PDFYchan24No ratings yet
- Standardized Work PDFDocument9 pagesStandardized Work PDFMurat TerziNo ratings yet
- 5s MethodologyDocument5 pages5s MethodologySer Crz JyNo ratings yet
- Lean Manufacturing in Apparel Industry: By: Ashutosh Tiwari & Shilpa WanjariDocument20 pagesLean Manufacturing in Apparel Industry: By: Ashutosh Tiwari & Shilpa WanjariNelum WijekoonNo ratings yet
- Beyond the Tps Tools: Preparing the Soil for a Lean TransformationFrom EverandBeyond the Tps Tools: Preparing the Soil for a Lean TransformationRating: 5 out of 5 stars5/5 (1)
- Makigami Format A0 180210 (US)Document3 pagesMakigami Format A0 180210 (US)Ernesto GheerNo ratings yet
- Mika Geoffrey Kaizen Event Implementation Manual Society of Manufacturing Engineers SME 2006 PDFDocument236 pagesMika Geoffrey Kaizen Event Implementation Manual Society of Manufacturing Engineers SME 2006 PDFbendis2410No ratings yet
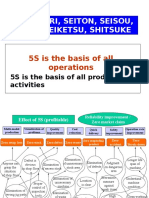
- 5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsDocument21 pages5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsAtul SharmaNo ratings yet
- TPM Training PDFDocument28 pagesTPM Training PDFEdwin WahidNo ratings yet
- Standard Work Sheets - v04Document3 pagesStandard Work Sheets - v04Balaji SNo ratings yet
- Training Within IndustryDocument5 pagesTraining Within Industryapi-313899066No ratings yet
- EEM SummaryDocument31 pagesEEM Summaryhardeep bhatiaNo ratings yet
- 6S GuideDocument27 pages6S GuideCharly PerezNo ratings yet
- 5S and Gemba Walk (FINAL)Document31 pages5S and Gemba Walk (FINAL)BharathNo ratings yet
- Gemba KaizenDocument64 pagesGemba KaizenJohnson Gitonga Nderi100% (3)
- Insert Pictures/Graphs Insert Pictures/GraphsDocument5 pagesInsert Pictures/Graphs Insert Pictures/GraphsRinto Erwiansa PutraNo ratings yet
- A Method For TPT ReductionDocument114 pagesA Method For TPT ReductionEbrahim HanashNo ratings yet
- Hoshin Kanri Ch1Document12 pagesHoshin Kanri Ch1rmwams175% (4)
- F34 - Visuals To Improve Workplace - Manos - HandoutDocument65 pagesF34 - Visuals To Improve Workplace - Manos - HandoutMaximilianoRodrigoCabestrero100% (1)
- STEP1MANDocument101 pagesSTEP1MANRPM28XI100% (1)
- Leaders Standard WorkDocument28 pagesLeaders Standard WorknklawNo ratings yet
- KANBANDocument11 pagesKANBANUNF2012No ratings yet
- The Key To Solomon's Key PDFDocument209 pagesThe Key To Solomon's Key PDFjose.globalways100% (2)
- On The Ten-Year Success in The Application of Partial Extraction Therapy: A Systematic ReviewDocument9 pagesOn The Ten-Year Success in The Application of Partial Extraction Therapy: A Systematic ReviewDr Sharique AliNo ratings yet
- Deaerators: TEGO® AirexDocument8 pagesDeaerators: TEGO® AirexjoeNo ratings yet
- Btech It Ite 6 Sem Software Engineering Pcit4302 2019Document2 pagesBtech It Ite 6 Sem Software Engineering Pcit4302 2019bipulswain365No ratings yet
- Module Programming and Reprogramming Service Tips September 2013 Update V4Document1 pageModule Programming and Reprogramming Service Tips September 2013 Update V4Mauri accattoliNo ratings yet
- FinalPaper SalesPredictionModelforBigMartDocument14 pagesFinalPaper SalesPredictionModelforBigMartGuru KowshikNo ratings yet
- On Of: Final Report The Safety Assessment TEA-Lauryl SulfateDocument25 pagesOn Of: Final Report The Safety Assessment TEA-Lauryl SulfateCarlos Gonzalez CastroNo ratings yet
- lv1t 10 0409 enDocument51 pageslv1t 10 0409 enTagno Miguel MacedoNo ratings yet
- Energy Savings Through Retrofit From Constant-Volume Terminal Reheat To Variable Air Volume SystemDocument5 pagesEnergy Savings Through Retrofit From Constant-Volume Terminal Reheat To Variable Air Volume Systemmashark2610No ratings yet
- Water Pump JsaDocument2 pagesWater Pump JsajvmspNo ratings yet
- Principle of VernierDocument10 pagesPrinciple of VernierVikrant OjhaNo ratings yet
- Assessment 2 Case Study Your Task Case Study 1Document7 pagesAssessment 2 Case Study Your Task Case Study 1Anonymous AnonymousNo ratings yet
- Valvula Alarma de 4 PulgadasDocument22 pagesValvula Alarma de 4 PulgadasRobertoNo ratings yet
- Your Account Summary: Hno583 Sec 18 B Chandigarh 160018Document4 pagesYour Account Summary: Hno583 Sec 18 B Chandigarh 160018Gagan TandonNo ratings yet
- Sony BDV E2100Document43 pagesSony BDV E2100javierNo ratings yet
- AquaMist Machinery Space US 1017 LoResDocument8 pagesAquaMist Machinery Space US 1017 LoResSI Comércio e ServiçosNo ratings yet
- RISC-V ISA LecturesDocument65 pagesRISC-V ISA LecturesChetan s r100% (1)
- Acharya Bal KrishnahhDocument194 pagesAcharya Bal Krishnahhajay bhatnagarNo ratings yet
- Concrete Mix Design Excel SheetDocument12 pagesConcrete Mix Design Excel SheetDhanush SNo ratings yet
- Chapter 4 - Purpose Elements Considerations and PresentingDocument18 pagesChapter 4 - Purpose Elements Considerations and PresentingShadowStorm X3GNo ratings yet
- En LNG Air Products Floating LNG Plant CapabilitiesDocument2 pagesEn LNG Air Products Floating LNG Plant CapabilitiesMshelia M.No ratings yet
- Understanding Software Evolution: Michael W. GodfreyDocument60 pagesUnderstanding Software Evolution: Michael W. Godfreyanoop08No ratings yet
- TDS 46682 Essence Easy Wipe (New) Euk ID PDFDocument4 pagesTDS 46682 Essence Easy Wipe (New) Euk ID PDFGunawan AryantoNo ratings yet
- Bioscrypt 4G V-Flex WR: Power and Flexibility in A Weather Resistant Compact DesignDocument2 pagesBioscrypt 4G V-Flex WR: Power and Flexibility in A Weather Resistant Compact Designjuan carlosNo ratings yet
- Sherif Lawal A.: Software Engineer-AndroidDocument2 pagesSherif Lawal A.: Software Engineer-AndroidLawal SherifNo ratings yet
- Unit-I - 4 StringDocument23 pagesUnit-I - 4 StringMochiNo ratings yet
- Nigeria Energy 2023 Leadership Summit Post Conference ProceedingsDocument14 pagesNigeria Energy 2023 Leadership Summit Post Conference ProceedingsAfrah SaiboNo ratings yet