Download as ppt, pdf, or txt
You might also like
- Part A - Hvac Technical Specifications 1. Hot Water GeneratorDocument25 pagesPart A - Hvac Technical Specifications 1. Hot Water GeneratorAnand_HvacNo ratings yet
- Accord Boiler Safety Program Infopack PDFDocument10 pagesAccord Boiler Safety Program Infopack PDFTimeNo ratings yet
- Operation Problems CompressorDocument29 pagesOperation Problems CompressorengineershoaibqaziNo ratings yet
- 3.pressure Enthalpy DiagramDocument22 pages3.pressure Enthalpy DiagramnaswaNo ratings yet
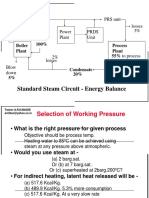
- Steam UtilisationDocument51 pagesSteam UtilisationalokbdasNo ratings yet
- Steam Distribution and PipingDocument35 pagesSteam Distribution and PipingSamit Mitra100% (1)
- Solar Water Heating (SWH) Is The Conversion ofDocument5 pagesSolar Water Heating (SWH) Is The Conversion ofPratik Kisan SatavNo ratings yet
- VAM System DesignDocument11 pagesVAM System DesigngenipankajNo ratings yet
- Cooler CatalogueDocument53 pagesCooler CatalogueCărunta-Crista CristinaNo ratings yet
- Checklists & Tips For Energy Efficiency in Thermal UtilitiesDocument3 pagesChecklists & Tips For Energy Efficiency in Thermal UtilitiesEjaz AhmedNo ratings yet
- Spec - Chiller Lắp Đặt ChillerDocument42 pagesSpec - Chiller Lắp Đặt ChillerBay MưaNo ratings yet
- BoilerDocument45 pagesBoilerEr Prem PrincepsNo ratings yet
- Process Thermodynamic Steam Trap PDFDocument9 pagesProcess Thermodynamic Steam Trap PDFhirenkumar patelNo ratings yet
- Flash TanksDocument3 pagesFlash TanksnincitoNo ratings yet
- Condensate Recovery SystemsDocument14 pagesCondensate Recovery SystemsLuis Felipe Zuñiga100% (1)
- Presentation of PressureDocument44 pagesPresentation of PressureMuskan GargNo ratings yet
- Steam Management (Spirax Sarco)Document31 pagesSteam Management (Spirax Sarco)Heru PramudyaNo ratings yet
- AHU Design GuidelinesDocument3 pagesAHU Design GuidelinesAsad ansariNo ratings yet
- ACCESS Prodcut ListDocument24 pagesACCESS Prodcut Listilesh22No ratings yet
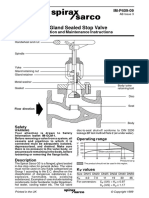
- G3 Gland Sealed Stop Valve-Installation Maintenance Manual PDFDocument2 pagesG3 Gland Sealed Stop Valve-Installation Maintenance Manual PDFchanNo ratings yet
- Energy Saving TipsDocument7 pagesEnergy Saving Tipsabhimanyu5001No ratings yet
- At M/S Jindal Steel &power Limited: For More ProjectsDocument26 pagesAt M/S Jindal Steel &power Limited: For More ProjectsvasqueznvNo ratings yet
- 23 22 13 Steam and Condensate PipingDocument15 pages23 22 13 Steam and Condensate PipingchabibNo ratings yet
- Flue Sizing OptionsDocument2 pagesFlue Sizing OptionsMarco Antonio Camacho Tezanos-PintoNo ratings yet
- How To Select Your Dosing SetDocument2 pagesHow To Select Your Dosing SetGrundfosEgyptNo ratings yet
- Mechanical Heat Pump-2 PDFDocument9 pagesMechanical Heat Pump-2 PDFRushikesh PatilNo ratings yet
- Calculation ETPDocument6 pagesCalculation ETPandyrobin0% (1)
- Heating and Cooling Generation and Distribution Systems: Central Vs Decentralized SystemsDocument15 pagesHeating and Cooling Generation and Distribution Systems: Central Vs Decentralized SystemsRakesh RanjanNo ratings yet
- Boiler 2Document57 pagesBoiler 2azmisabran100% (1)
- Pump SpecificationDocument1 pagePump SpecificationFrancis FeiNo ratings yet
- Boiler Excess Air Tune-UpDocument15 pagesBoiler Excess Air Tune-UpAlif Nur FirdausNo ratings yet
- Distillation Tower DesignDocument65 pagesDistillation Tower DesignNicholaus ShawNo ratings yet
- Cooling Tower Efficiency and ApproachDocument8 pagesCooling Tower Efficiency and Approachjeevitha jeeviNo ratings yet
- Applications of Different Types of Steam Traps - TLV - A Steam Specialist Company (United Arab Emirates) PDFDocument5 pagesApplications of Different Types of Steam Traps - TLV - A Steam Specialist Company (United Arab Emirates) PDFDũng LêNo ratings yet
- Cycle of Concentration in Cooling Tower PDFDocument1 pageCycle of Concentration in Cooling Tower PDFNgoc Vũ TrầnNo ratings yet
- Introduction To Heat Exchangers (HXS) : DR Rashid AliDocument36 pagesIntroduction To Heat Exchangers (HXS) : DR Rashid AliUsama IbrahimNo ratings yet
- Rotating Equipment SafetyDocument34 pagesRotating Equipment SafetySuchismita Bhattacharya Bhaumik0% (1)
- Chuck Used On Turret Lathe Is A. Collet Chuck B. Four Jaw Self Centering Chuck C. Magnetic Chuck D. Three Jaw Independent ChuckDocument183 pagesChuck Used On Turret Lathe Is A. Collet Chuck B. Four Jaw Self Centering Chuck C. Magnetic Chuck D. Three Jaw Independent ChuckCaro Kan Lopez100% (1)
- Optimizing Condenser Water Flow RatesDocument12 pagesOptimizing Condenser Water Flow RatesNakkolopNo ratings yet
- Steam Power PlantsDocument73 pagesSteam Power Plantsmaverik29No ratings yet
- Condensate Recovery Pump SystemsDocument8 pagesCondensate Recovery Pump SystemsSandi AslanNo ratings yet
- Side Stream FiltrationDocument8 pagesSide Stream FiltrationAhmed WagihNo ratings yet
- Deaerator WriteupDocument12 pagesDeaerator WriteupAmit SharmaNo ratings yet
- Steam Tables in Excel (By IIT, Mumbai)Document14 pagesSteam Tables in Excel (By IIT, Mumbai)myself_riteshNo ratings yet
- Flash TanksDocument8 pagesFlash TanksOwen HizriawanNo ratings yet
- Steam System Basics and Energy EfficiencyDocument100 pagesSteam System Basics and Energy EfficiencyJoelle SalamounNo ratings yet
- PakistanDocument26 pagesPakistanBilal IshtiaqNo ratings yet
- Flash Steam ... : What Is Flash Steam..? How Is It Formed..? What Can We Do With It..?Document20 pagesFlash Steam ... : What Is Flash Steam..? How Is It Formed..? What Can We Do With It..?rafiradityaNo ratings yet
- Centrifugal Pump Systems TipsDocument16 pagesCentrifugal Pump Systems TipsKiran Kumar100% (1)
- Total Head Calculation of Pipe Line and Pump StationDocument7 pagesTotal Head Calculation of Pipe Line and Pump Stationthakur_raghabNo ratings yet
- Suggestion VAG Nozzles Rev1Document27 pagesSuggestion VAG Nozzles Rev1Subodh SubodhNo ratings yet
- List of CHP EquipmentsDocument7 pagesList of CHP EquipmentsbrockNo ratings yet
- AC Drain LayoutDocument1 pageAC Drain LayoutrayronaldagaciaNo ratings yet
- Steam DrumDocument9 pagesSteam DrumMECHANICAL KRCENo ratings yet
- HvacDocument50 pagesHvacJohn Bennett100% (1)
- Process Heating: Boiler OperationDocument12 pagesProcess Heating: Boiler Operationagrocel_bhv5591No ratings yet
- Chemistry For PDFDocument15 pagesChemistry For PDFvenka07No ratings yet
- PTQ Q2 - Spirax PT 1Document6 pagesPTQ Q2 - Spirax PT 1Pop-Coman Simion100% (1)
- Steam and Condensate SystemDocument5 pagesSteam and Condensate SystemAayush AgrawalNo ratings yet
- Steam Distribution Piping ManualDocument66 pagesSteam Distribution Piping ManualPanagiotis Giannakopoulos100% (2)
- Vapor AbsorptionDocument28 pagesVapor AbsorptionShariq AliNo ratings yet
- Vapor AbsorptionDocument28 pagesVapor AbsorptionShariq AliNo ratings yet
- Instrument AirDocument11 pagesInstrument AirShariq Ali100% (1)
- Pro2reactor PDFDocument29 pagesPro2reactor PDFJoy DasNo ratings yet
- Advanced Ammonia OptimizeDocument13 pagesAdvanced Ammonia OptimizeShariq AliNo ratings yet
- Pre RefDocument8 pagesPre RefShariq AliNo ratings yet
- Ammonia ADocument4 pagesAmmonia AShariq AliNo ratings yet
- FurnaceDocument55 pagesFurnaceShariq Ali100% (1)
- Lecture21 PDFDocument4 pagesLecture21 PDFMIzan NursiadiNo ratings yet
- Wet Dust Fundamentals PDFDocument3 pagesWet Dust Fundamentals PDFhuyndthmNo ratings yet
- 2629Document24 pages2629Pradipta Kumar MohantyNo ratings yet
- WPS (1) 1Document5 pagesWPS (1) 1Pedro José PadillaNo ratings yet
- Determination of Titratable Acidity in White WineDocument17 pagesDetermination of Titratable Acidity in White WineKannan RanganathanNo ratings yet
- Ch19 Wade ChemistryDocument58 pagesCh19 Wade ChemistrySunnyd1013No ratings yet
- SMC Filter Catologue AA-AMGDocument90 pagesSMC Filter Catologue AA-AMGMark CarterNo ratings yet
- 1 Nitroso 2 Naphthol 3 6 500GDocument7 pages1 Nitroso 2 Naphthol 3 6 500GrafiNo ratings yet
- Chapter 16 TestDocument8 pagesChapter 16 TestthevertabreakerNo ratings yet
- Water Academy Reverse OsmosisDocument38 pagesWater Academy Reverse OsmosisVedaraman IyerNo ratings yet
- History of ToothpasteDocument2 pagesHistory of ToothpasteTaha IqbalNo ratings yet
- Low-Energy Impact Behaviour of Laminated CompositeDocument78 pagesLow-Energy Impact Behaviour of Laminated CompositeAnh NguyenNo ratings yet
- Research IIDocument14 pagesResearch IIuypaul97100% (2)
- 08 - LouversDocument23 pages08 - LouversAhmad RamahiNo ratings yet
- AI Hernandez - Influence of Cactus Mucilage and Marine Brown Algae Extract PDFDocument14 pagesAI Hernandez - Influence of Cactus Mucilage and Marine Brown Algae Extract PDFLiber Peralta VasquezNo ratings yet
- Guidelines For Pyrophoric Materials: Definition and HazardsDocument5 pagesGuidelines For Pyrophoric Materials: Definition and HazardsReda AbdelhayNo ratings yet
- Rumen FermentationDocument49 pagesRumen FermentationIgnacioRugbeerMoneta100% (1)
- Presented To: Dr. Islam Ullah Khan Presented By: Khadeeja Ikram Roll No: 0164-BH-CHEM-11Document45 pagesPresented To: Dr. Islam Ullah Khan Presented By: Khadeeja Ikram Roll No: 0164-BH-CHEM-11Abiyot NeguNo ratings yet
- Astm B 505 PDFDocument8 pagesAstm B 505 PDFRio WitcandraNo ratings yet
- Tle Agri 9 - 2ND Quarter ExamDocument2 pagesTle Agri 9 - 2ND Quarter ExamKenn SadorraNo ratings yet
- ISO-2171-2023 Cenizas en HarinasDocument10 pagesISO-2171-2023 Cenizas en HarinasgonzaloNo ratings yet
- Alliance Formulation P.LTDDocument6 pagesAlliance Formulation P.LTDgajanandperiwalNo ratings yet
- Sludge Drying PDFDocument10 pagesSludge Drying PDFdanndiamondNo ratings yet
- The Transformation of Cu (Oh) Into Cuo, Revisited: 2 Yannick Cudennec, André LecerfDocument4 pagesThe Transformation of Cu (Oh) Into Cuo, Revisited: 2 Yannick Cudennec, André LecerfJose David CastroNo ratings yet
- Verification of The ASTM G-124 Purge Equation: Katherine E. Robbins and Samuel Eddie DavisDocument16 pagesVerification of The ASTM G-124 Purge Equation: Katherine E. Robbins and Samuel Eddie DavisdhavaleshNo ratings yet
- Anode InfoDocument5 pagesAnode InfoEberg NlnoNo ratings yet
- Capsule Filling Machine MalibaDocument35 pagesCapsule Filling Machine Malibawissem100% (2)
- Sealing Technology June 2015Document16 pagesSealing Technology June 2015daniel.skydog1562No ratings yet
- EcosystemDocument36 pagesEcosystemR. JhansiraniNo ratings yet