Download as pptx, pdf, or txt
You might also like
- Classification of Engineering ServicesDocument27 pagesClassification of Engineering ServicesZherrinore Rasay70% (10)
- 2 The 20 Keys MethodologyDocument14 pages2 The 20 Keys Methodologymilou88No ratings yet
- Lean PresentationDocument82 pagesLean PresentationEkasuthan RastaNo ratings yet
- 12 Project Management in Times of CrisisDocument12 pages12 Project Management in Times of CrisisNofril ZendriadiNo ratings yet
- Accounting NotesDocument3 pagesAccounting NoteswangxjjNo ratings yet
- Application Form For Accreditation, OSH Practitioner, ConsultantDocument3 pagesApplication Form For Accreditation, OSH Practitioner, ConsultantLyn EscanoNo ratings yet
- Jet Blue Airways-Starting From Scratch: Group 4 - Chetna, Pankaj, Smrithi, Sai Praneeth, Vishak, SanikaDocument12 pagesJet Blue Airways-Starting From Scratch: Group 4 - Chetna, Pankaj, Smrithi, Sai Praneeth, Vishak, SanikaPANKAJ KUMARNo ratings yet
- MCE-4821 Material HandlingDocument52 pagesMCE-4821 Material HandlingWinden Cave100% (1)
- Computer Integrated Manufacturing: Department of Industrial & Systems EngineeringDocument57 pagesComputer Integrated Manufacturing: Department of Industrial & Systems Engineeringkpk1989No ratings yet
- Layout Chapter 5Document60 pagesLayout Chapter 5Tadi YosNo ratings yet
- Cellular Manufacturing & Group TechnologyDocument24 pagesCellular Manufacturing & Group TechnologyLarry SmithNo ratings yet
- Trans Commercial Safety in Alberta 2022 CompleteDocument294 pagesTrans Commercial Safety in Alberta 2022 CompleteA & D GardnerNo ratings yet
- 5S PrincipleDocument53 pages5S PrincipleAmir M. VillasNo ratings yet
- Material Requirement Planning (MRP)Document26 pagesMaterial Requirement Planning (MRP)ARJUN VNo ratings yet
- Risk Control: OSHA Office of Training and EducationDocument60 pagesRisk Control: OSHA Office of Training and EducationAhmed Hassan Sabry100% (1)
- Lecture 9-10 - Group Technology and Cellular ManufacturingDocument48 pagesLecture 9-10 - Group Technology and Cellular ManufacturingRakibul HaqueNo ratings yet
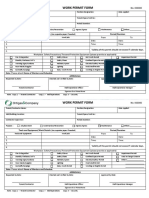
- Work Permit FormDocument1 pageWork Permit FormJomel Carl Ivan TuñacaoNo ratings yet
- 6S in HealthcareDocument13 pages6S in HealthcareChannel MedicalNo ratings yet
- Presented By: Sagar Narula - 121 Amit Navghare - 122 Priydarshini Nawar - 123 Suraj Nilekar - 124 Reeta Pal - 125Document18 pagesPresented By: Sagar Narula - 121 Amit Navghare - 122 Priydarshini Nawar - 123 Suraj Nilekar - 124 Reeta Pal - 125Jackson ..No ratings yet
- Chapter 7 Warehouse Operations & ManagementDocument69 pagesChapter 7 Warehouse Operations & ManagementKhánh Đoan Lê Đình100% (1)
- Unit 1 Introduction CIMDocument125 pagesUnit 1 Introduction CIMsarul_murugan2483100% (2)
- Commercial Vehicle Operators Safety ManualDocument285 pagesCommercial Vehicle Operators Safety ManualrodolfoNo ratings yet
- 8 WastesDocument2 pages8 WastesRR Sukma WijayantieNo ratings yet
- 5S Implementation Manual Part 2Document63 pages5S Implementation Manual Part 2jgprasadNo ratings yet
- Why-Why Analysis Training: Getting To Root CauseDocument18 pagesWhy-Why Analysis Training: Getting To Root Causebrucemartin3100% (1)
- Operations Management (OPM530) C9 Inventory ManagementDocument35 pagesOperations Management (OPM530) C9 Inventory Managementazwan ayop100% (2)
- Forklift Policy HandbookDocument48 pagesForklift Policy Handbooknezla100% (1)
- Managing Cross Functional TeamsDocument31 pagesManaging Cross Functional Teamssymphs88No ratings yet
- Overall Equipment EffectivenessDocument19 pagesOverall Equipment EffectivenessKopral JonoNo ratings yet
- Automation CIM Groover 4th Edition - PDF - by EasyEngineering - Net-2Document28 pagesAutomation CIM Groover 4th Edition - PDF - by EasyEngineering - Net-2Rishabh SrivastavaNo ratings yet
- Plant: Truck Factory: Kaizen Idea - Sheet Machine No: 5000T PressDocument1 pagePlant: Truck Factory: Kaizen Idea - Sheet Machine No: 5000T PressMoufuja ChowdhuryNo ratings yet
- Introduction To Operations ManagementDocument28 pagesIntroduction To Operations ManagementAnanth ChoudharyNo ratings yet
- Shop Floor ControlDocument7 pagesShop Floor Controlragesh raghavanNo ratings yet
- World Class Manufacturing ManagementDocument2 pagesWorld Class Manufacturing ManagementShashank BurdeNo ratings yet
- 6 Machines and Machine Processs 1aDocument28 pages6 Machines and Machine Processs 1aAlfred KuwodzaNo ratings yet
- World Class Manufacturing: Mac Bering MEIE-2Document8 pagesWorld Class Manufacturing: Mac Bering MEIE-2Mac BeringNo ratings yet
- ME 1403 Computer Integrated ManufacturingDocument20 pagesME 1403 Computer Integrated ManufacturingDhileepan Kumarasamy100% (1)
- Smed PDFDocument72 pagesSmed PDFNaveen MalikNo ratings yet
- Cad Module 1Document126 pagesCad Module 1iampiyushsahuNo ratings yet
- Conveyor SafetyDocument18 pagesConveyor Safetyshaik sakeemNo ratings yet
- 5s - IntroductionDocument9 pages5s - IntroductionTonleo Ton100% (1)
- Computer Aided Production Planning and Control JomyDocument32 pagesComputer Aided Production Planning and Control JomyJo100% (2)
- DMAICDocument11 pagesDMAICGermán Huarte ZubiateNo ratings yet
- Know The Meaning of Various Color Coding Used in Floor Marking!Document12 pagesKnow The Meaning of Various Color Coding Used in Floor Marking!Aditya vatsyayanNo ratings yet
- TPVMDocument15 pagesTPVMolyaxNo ratings yet
- Report On Lean ManufacturingDocument5 pagesReport On Lean ManufacturingJuan JacksonNo ratings yet
- All About "Poka-Yoke" (Mistake Proofing) : Continuous Improvement TrainingDocument31 pagesAll About "Poka-Yoke" (Mistake Proofing) : Continuous Improvement TrainingSowmya PriyaNo ratings yet
- Computer Integrated ManufacturingDocument17 pagesComputer Integrated ManufacturingMvk Chaitanya100% (1)
- CS PP Lean Manufacturing DE - GS Final 2015 - 04 enDocument18 pagesCS PP Lean Manufacturing DE - GS Final 2015 - 04 enclemen_angNo ratings yet
- WEEK 2 - Safety SignsDocument98 pagesWEEK 2 - Safety SignsDaniel BognotNo ratings yet
- TPM - Overview Training ModuleDocument37 pagesTPM - Overview Training Moduleanbarasan100% (1)
- Shopfloor Monitoring ChecklistDocument1 pageShopfloor Monitoring ChecklistSafety DeptNo ratings yet
- 5S Ew 09 05 16Document49 pages5S Ew 09 05 16Ahmed AliNo ratings yet
- FMEA Quality Audit Procedure PDFDocument5 pagesFMEA Quality Audit Procedure PDFsoft52No ratings yet
- Cargo Securement: April 2014Document20 pagesCargo Securement: April 2014Sebastian ZarzyckiNo ratings yet
- Improve Productivity in Workshop: Points To ConsiderDocument1 pageImprove Productivity in Workshop: Points To ConsiderSirajudeen AbdullaNo ratings yet
- Figure 1: SMED SystemDocument13 pagesFigure 1: SMED SystemAbdulziz kurdiNo ratings yet
- FLEXCON Energy SimulationDocument31 pagesFLEXCON Energy Simulationmano7428No ratings yet
- 5s ProgramDocument36 pages5s Programmrsmech84No ratings yet
- Japanese Quality Standards: Ashutosh Dubey Manish BhandhariDocument48 pagesJapanese Quality Standards: Ashutosh Dubey Manish Bhandharianand5482100% (3)
- Chapter 13: Matching Structure and Control To Strategy: Text by Charles W. L. Hill Gareth R. JonesDocument21 pagesChapter 13: Matching Structure and Control To Strategy: Text by Charles W. L. Hill Gareth R. JonesVinodh ManiNo ratings yet
- Facility Layout: Manufacturing and ServicesDocument64 pagesFacility Layout: Manufacturing and ServicesVinodh ManiNo ratings yet
- Merchandising ManagementDocument41 pagesMerchandising ManagementVinodh ManiNo ratings yet
- Difference Between Written and Oral CommunicationDocument7 pagesDifference Between Written and Oral CommunicationVinodh ManiNo ratings yet
- Communication Network of An OrganisationDocument13 pagesCommunication Network of An OrganisationVinodh ManiNo ratings yet
- 2 Forms of CommunicationDocument12 pages2 Forms of CommunicationVinodh ManiNo ratings yet
- 1 Communication IntroductionDocument7 pages1 Communication IntroductionVinodh ManiNo ratings yet
- Report LogicDocument39 pagesReport LogicLenard TrinidadNo ratings yet
- The Role of Private Sector in The Development of The Tourism Industry.....Document85 pagesThe Role of Private Sector in The Development of The Tourism Industry.....haderayesfay33% (3)
- Prof - Shyamala: Professor Department of Management WimsDocument78 pagesProf - Shyamala: Professor Department of Management WimsJim MathilakathuNo ratings yet
- Itr - TCSDocument3 pagesItr - TCSsivaNo ratings yet
- E-Nijukti: Online MIS For Skill Development Training Programm... E-Nijukti: Online MIS For Skill Development Training ProgrammeDocument46 pagesE-Nijukti: Online MIS For Skill Development Training Programm... E-Nijukti: Online MIS For Skill Development Training ProgrammernbeheraNo ratings yet
- POL 7.49 Komatsu EHS Accountability and AuthoritiesDocument3 pagesPOL 7.49 Komatsu EHS Accountability and Authoritiesxiaxi.jiasu2No ratings yet
- Socializing, Orienting and Developing Employees Chapter OverviewDocument12 pagesSocializing, Orienting and Developing Employees Chapter OverviewUSMANNo ratings yet
- Women Entrepreneurship and Employment: A Study of Beauticians in ChennaiDocument27 pagesWomen Entrepreneurship and Employment: A Study of Beauticians in ChennaiPreethi GopalanNo ratings yet
- Social Security For Workers in Unorganised Sector With Special ReferenceDocument362 pagesSocial Security For Workers in Unorganised Sector With Special ReferenceKedar BhasmeNo ratings yet
- Analysis of Service Quality of Private Hospital in BangladeshDocument79 pagesAnalysis of Service Quality of Private Hospital in Bangladeshrajib00275% (4)
- Badran 2015Document19 pagesBadran 2015Phương ThảoNo ratings yet
- OJT Final Compilation Journal Accomplishment ActivitiesDocument14 pagesOJT Final Compilation Journal Accomplishment ActivitiesKenn Ian De VeraNo ratings yet
- Decided Court Cases PDFDocument55 pagesDecided Court Cases PDFgizzarNo ratings yet
- CH 07 Interviewing CandidatesDocument30 pagesCH 07 Interviewing CandidatesKashif Ullah KhanNo ratings yet
- Job Analysis Report of An Engineering FirmDocument35 pagesJob Analysis Report of An Engineering FirmTarun Sharma0% (1)
- Deceased Depositor Information: Traditional/Roth IRA Plan Beneficiary Distribution Election FormDocument2 pagesDeceased Depositor Information: Traditional/Roth IRA Plan Beneficiary Distribution Election FormJohn Christian ReyesNo ratings yet
- PEST & PESTEL Analysis - Strategic Management InsightDocument8 pagesPEST & PESTEL Analysis - Strategic Management InsightSHNo ratings yet
- Personnel Services in GovernmentDocument25 pagesPersonnel Services in GovernmentDarwin D. BrilloNo ratings yet
- Ready Reckoner Labour LawsDocument16 pagesReady Reckoner Labour Lawszubin001No ratings yet
- Employment Form - Aulia PitalokaDocument3 pagesEmployment Form - Aulia PitalokaRuby AfifahNo ratings yet
- TA Assignment Part-2Document11 pagesTA Assignment Part-2misha guptaNo ratings yet
- New Oman Labour Law - Trowers & Hamlins-AmendmentDocument9 pagesNew Oman Labour Law - Trowers & Hamlins-AmendmentmujeebmuscatNo ratings yet
- SLQF Book 2016Document42 pagesSLQF Book 2016Gayan WeerasingheNo ratings yet
- Macroeconomics 1B: Mthokozisi MliloDocument41 pagesMacroeconomics 1B: Mthokozisi MliloJake DysonNo ratings yet
- LABOR RELATIONS Strikes & Lockouts DigestsDocument35 pagesLABOR RELATIONS Strikes & Lockouts DigestsVictoria Escobal0% (1)