Download as pptx, pdf, or txt
You might also like
- Gann Wave Order Block Trading Master Active Trading With ProvenDocument107 pagesGann Wave Order Block Trading Master Active Trading With Provenjakhotiasarvesh9100% (3)
- MECH 371 Lab 1Document9 pagesMECH 371 Lab 1Eugene ToNo ratings yet
- Winning With IntegrityDocument20 pagesWinning With IntegritymargaritaalmodovarNo ratings yet
- Failure Mode and Effects AnalysisDocument6 pagesFailure Mode and Effects AnalysisNatarajan RNo ratings yet
- Data Fill: 1 Day Only (Yesterday Daily) All Object Inside NPM Cluster All Object Inside NPM ClusterDocument11 pagesData Fill: 1 Day Only (Yesterday Daily) All Object Inside NPM Cluster All Object Inside NPM ClusterTri WidiyatmoNo ratings yet
- Scorecard WorksheetDocument1 pageScorecard WorksheetroderickeclarkNo ratings yet
- Individual-Excercise Profile ORIGINALDocument39 pagesIndividual-Excercise Profile ORIGINALSilvestre GutierrezNo ratings yet
- Certificado Calibracion Meghometro Megabras 2 - 2018Document6 pagesCertificado Calibracion Meghometro Megabras 2 - 2018pasco pasco0% (1)
- 120 Ox PDFDocument2 pages120 Ox PDFSergio UbaqueNo ratings yet
- Equipment Test Report Inophos: Prepared ForDocument5 pagesEquipment Test Report Inophos: Prepared ForIsisbdNo ratings yet
- Activity StatDocument7 pagesActivity Statabdurakibtingsonjalilul.iiNo ratings yet
- MDR - CPCL - HSE Monthly Meeting Statistics DataDocument48 pagesMDR - CPCL - HSE Monthly Meeting Statistics Dataanand138No ratings yet
- Work Content Evaluation & Line BalancingDocument21 pagesWork Content Evaluation & Line BalancingPrajkta RanpiseNo ratings yet
- Presion 4t45eDocument2 pagesPresion 4t45epp8374951No ratings yet
- Lecture 4 - Simulation of A Queuing ProblemDocument13 pagesLecture 4 - Simulation of A Queuing ProblemMihlaliNo ratings yet
- Mazda DiagramDocument16 pagesMazda DiagramEdwin FabeNo ratings yet
- Dynamic Cone Penetrometer Test (DCPT) : Date of Testing: 28.12.2021Document2 pagesDynamic Cone Penetrometer Test (DCPT) : Date of Testing: 28.12.2021K KARTHIKNo ratings yet
- Appendix 5 Rating Factors For Sizing of Cable Conductors (1) Rating Factors For Ambient Temperature Table A5Document21 pagesAppendix 5 Rating Factors For Sizing of Cable Conductors (1) Rating Factors For Ambient Temperature Table A5jackwpsoNo ratings yet
- SPC MasterDocument3 pagesSPC MasteralbymakmursejahteraNo ratings yet
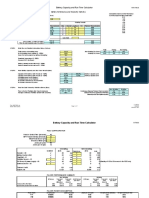
- Battery (New) Run Time CalculatorDocument7 pagesBattery (New) Run Time CalculatorJose Mata RamcharanNo ratings yet
- Post Graduate Session 2 OperationsDocument129 pagesPost Graduate Session 2 Operationssujithgec1No ratings yet
- Tabulasi DataDocument40 pagesTabulasi Datanabila azmiNo ratings yet
- Genr - LP Quick - GraphDocument46 pagesGenr - LP Quick - Graphrao saadNo ratings yet
- Markov Model ExampleDocument5 pagesMarkov Model ExampleboniaminjohnNo ratings yet
- Design Analysis and Manufacturing SystemsDocument20 pagesDesign Analysis and Manufacturing SystemsAjay MsdNo ratings yet
- The Road MapDocument43 pagesThe Road MapMario Alejandro Charlin SteinNo ratings yet
- Waiting Lines Problems Se 1Document35 pagesWaiting Lines Problems Se 1Miguel González SegueríNo ratings yet
- Pid Loop Simulator: ProcessDocument9 pagesPid Loop Simulator: ProcessDWNLD USRMLNo ratings yet
- PID Loop SimulatorDocument9 pagesPID Loop SimulatorErnesto MoralesNo ratings yet
- PID Loop SimulatorDocument9 pagesPID Loop Simulatormohammad imronNo ratings yet
- Diff Operating Characteristic in UNIT 2 - DIFF - CONDENSATE EXTRACTION PUMP A - 20BBB07Document6 pagesDiff Operating Characteristic in UNIT 2 - DIFF - CONDENSATE EXTRACTION PUMP A - 20BBB07MühâMméd SàhãdhNo ratings yet
- Pid Loop Simulator: ProcessDocument10 pagesPid Loop Simulator: ProcessBenjamin FonsecaNo ratings yet
- Cat Plafond::: Proyek Area Kerja Mandor Tanggal PerhitunganDocument7 pagesCat Plafond::: Proyek Area Kerja Mandor Tanggal PerhitunganHani RamdayaniNo ratings yet
- 04 Ranking de Fundamentos I Sem 2024 Al 6 de MarzooDocument3 pages04 Ranking de Fundamentos I Sem 2024 Al 6 de Marzoocarvamen09No ratings yet
- Machine Capability - SPOT Welding - Platform Width (+ - 1.2)Document2 pagesMachine Capability - SPOT Welding - Platform Width (+ - 1.2)Jagadesh PNo ratings yet
- Feeder P10 3Document31 pagesFeeder P10 3Yogesh JethwaNo ratings yet
- Carry OverDocument3 pagesCarry OverAdrian MartinezNo ratings yet
- Losses PM WT Filling Losses RM Target LossesDocument270 pagesLosses PM WT Filling Losses RM Target LossesFiqi SyaifuddinNo ratings yet
- Crosstabs OutputDocument11 pagesCrosstabs OutputsaherrashidkamalNo ratings yet
- SIPDocument13 pagesSIPvalliNo ratings yet
- Distillation Column Design With MatlabDocument10 pagesDistillation Column Design With MatlabTheødřøš ÄbNo ratings yet
- 1111-1179 Tata Steel BSL Limited ETM-2000-1153Document1 page1111-1179 Tata Steel BSL Limited ETM-2000-1153VikasNo ratings yet
- Sample Type of Delays Identified During MPDM Data Collection Environmental EquipmentDocument8 pagesSample Type of Delays Identified During MPDM Data Collection Environmental EquipmentAjaynarayan PandeyNo ratings yet
- Mata Kuliah Statistik GloriousDocument4 pagesMata Kuliah Statistik Gloriousjatmiko.purwantonoNo ratings yet
- SJLCMS Fundamentals TQDocument80 pagesSJLCMS Fundamentals TQnguyen triNo ratings yet
- 2nd EBT Webinar - IBERIA Grading System 28.09.2021Document16 pages2nd EBT Webinar - IBERIA Grading System 28.09.2021Alireza Ghasemi moghadamNo ratings yet
- Assignment Problem: Manoj Singh Dhaval Solanki Ronak Soni Rajan Karia JacksonDocument20 pagesAssignment Problem: Manoj Singh Dhaval Solanki Ronak Soni Rajan Karia Jacksonm_474No ratings yet
- Daily Progress Drumshell 03.01.23Document3 pagesDaily Progress Drumshell 03.01.23kehlmathias07No ratings yet
- Sieve Plate DistillationDocument10 pagesSieve Plate DistillationSaurabh SaraffNo ratings yet
- #2 Report of Supermarket Improvement TeamDocument26 pages#2 Report of Supermarket Improvement TeamMatthew AlvinNo ratings yet
- Ohlson O ScoreDocument2 pagesOhlson O ScoreRuman MahmoodNo ratings yet
- This Form Is To Be Accomplished by The LAC Leader.: Read This Guide Before Using LDM1 Forms 1A and 1BDocument64 pagesThis Form Is To Be Accomplished by The LAC Leader.: Read This Guide Before Using LDM1 Forms 1A and 1BIrene MarticioNo ratings yet
- Perilla Kurt TOS ASSESMENT (Final)Document6 pagesPerilla Kurt TOS ASSESMENT (Final)Kurt Allen PerillaNo ratings yet
- Problem 4.5Document1 pageProblem 4.5Hasret KaygusuzNo ratings yet
- Care Service - Time Sheet - August.2017Document9 pagesCare Service - Time Sheet - August.2017BeshoyNo ratings yet
- National Highways: Quality Control Division, Madurai Benkelman Beam Deflection TestDocument35 pagesNational Highways: Quality Control Division, Madurai Benkelman Beam Deflection Testk.shanmuganathanNo ratings yet
- Production BalancingDocument44 pagesProduction BalancingAnitta AbrahamNo ratings yet
- Production Balancing NiftDocument58 pagesProduction Balancing NiftAnitta AbrahamNo ratings yet
- Ramping T-R:: Test SettingsDocument3 pagesRamping T-R:: Test SettingsAdam RidhloNo ratings yet
- Hasil SPSSDocument14 pagesHasil SPSS25-Rosaliah Atikah-04No ratings yet
- Nebelhorn Trophy 2009: Ice Dance Free Dance Judges Details Per SkaterDocument6 pagesNebelhorn Trophy 2009: Ice Dance Free Dance Judges Details Per Skaterdwfan09No ratings yet
- Math, Grade 2: Strengthening Basic Skills with Jokes, Comics, and RiddlesFrom EverandMath, Grade 2: Strengthening Basic Skills with Jokes, Comics, and RiddlesNo ratings yet
- 104 QuizDocument25 pages104 Quizricamae saladagaNo ratings yet
- Amara Raja Customer SatisfactionDocument70 pagesAmara Raja Customer SatisfactionRakesh VetkuriNo ratings yet
- Human Capital Management Introduction.Document14 pagesHuman Capital Management Introduction.akshayNo ratings yet
- 3rd - REACTION PAPER-SYMPOSIUM UN DESA - CHERRY ANN ARSENAL-finalDocument5 pages3rd - REACTION PAPER-SYMPOSIUM UN DESA - CHERRY ANN ARSENAL-finalCherry Ann ArsenalNo ratings yet
- Position Paper in A Labor Case PhilippinesDocument28 pagesPosition Paper in A Labor Case PhilippinesParalegal JGGCNo ratings yet
- F321 - F319 - F329 Term Sheet 2016Document2 pagesF321 - F319 - F329 Term Sheet 2016Chris CarmenNo ratings yet
- Insurance Act 1938 IIBSDocument23 pagesInsurance Act 1938 IIBSbapparoyNo ratings yet
- Donor S Tax QuizDocument5 pagesDonor S Tax QuizDerick John Palapag100% (1)
- La Tiendita de Don Pepe: Teaching Consumers The ABC of Shopping For 8 Years AgoDocument4 pagesLa Tiendita de Don Pepe: Teaching Consumers The ABC of Shopping For 8 Years AgoCARLOSWAR101No ratings yet
- Ansoff MatrixDocument3 pagesAnsoff MatrixJatin AhujaNo ratings yet
- Elasticity of DemandDocument45 pagesElasticity of DemandShweta SharmaNo ratings yet
- Chap 5 6 Tutorial ClassDocument7 pagesChap 5 6 Tutorial ClassHonesty GunturNo ratings yet
- 1.format - Man-An Study of Microfinance Schemes and Its Awareness in PDFDocument9 pages1.format - Man-An Study of Microfinance Schemes and Its Awareness in PDFImpact JournalsNo ratings yet
- Account StatementDocument19 pagesAccount StatementBilal shaheenNo ratings yet
- An Analysis of CryptocurrencyDocument5 pagesAn Analysis of CryptocurrencyJAVED PATELNo ratings yet
- International Trade and Business ExamDocument2 pagesInternational Trade and Business ExamKristina Jane De CastroNo ratings yet
- George Manford: Personal SummaryDocument3 pagesGeorge Manford: Personal SummarySrujana MNo ratings yet
- Module B Dec 2017answerDocument10 pagesModule B Dec 2017answerConnieChoiNo ratings yet
- Topic 5 - Cash and Cash Equivalent - Rev (Students)Document31 pagesTopic 5 - Cash and Cash Equivalent - Rev (Students)RomziNo ratings yet
- Supply Chain Management of Amul and Wal-MartDocument10 pagesSupply Chain Management of Amul and Wal-Martmukkannickal100% (4)
- Survey On Segmentation and Penetration of Payzapp A Product of HDFC BankDocument5 pagesSurvey On Segmentation and Penetration of Payzapp A Product of HDFC BankAman KatiyarNo ratings yet
- Post Money Safe User GuideDocument31 pagesPost Money Safe User GuideabermejoNo ratings yet
- Topic 1 Derivation of Is Curve - StudentDocument31 pagesTopic 1 Derivation of Is Curve - StudentCharaka VimuktthiNo ratings yet
- Tourism Strategy ATB STA 2020, Eng, FinalDocument20 pagesTourism Strategy ATB STA 2020, Eng, FinalElik MəmmədovNo ratings yet
- SDM Case StudyDocument3 pagesSDM Case StudyShilpi Randhar100% (1)
- Group 1 A Assignment ExampleDocument13 pagesGroup 1 A Assignment ExampleRahulNo ratings yet
- Bir Ruling Da 192-08Document2 pagesBir Ruling Da 192-08norliza albutraNo ratings yet
- UNIQUE SELLING PROPOSITION of Bajaj FinanceDocument7 pagesUNIQUE SELLING PROPOSITION of Bajaj FinanceSANKALP C BCOM LLB HNo ratings yet