Download as ppt, pdf, or txt
You might also like
- WLC1 Q1Document7 pagesWLC1 Q1SeyahatNo ratings yet
- Neev Academy: IB MYP Sciences (Grade 06) A Babul Das, Ritika Shah, Manju NairDocument14 pagesNeev Academy: IB MYP Sciences (Grade 06) A Babul Das, Ritika Shah, Manju NairBindu M PillaiNo ratings yet
- Orbital WeldingDocument6 pagesOrbital WeldingPramodPradhanNo ratings yet
- 12 Tig WeldingDocument8 pages12 Tig WeldingSampath KumarNo ratings yet
- Air Preheater in Thermal Power Plant Problem N SolDocument25 pagesAir Preheater in Thermal Power Plant Problem N SolAshwani Dogra100% (3)
- FCAW Troubleshooting GuideDocument13 pagesFCAW Troubleshooting GuideRommel Adarlo RosalesNo ratings yet
- MIG WeldingDocument17 pagesMIG WeldingAnonymous mRBbdopMKfNo ratings yet
- RM01 - 16 Case Study MIG WeldingDocument39 pagesRM01 - 16 Case Study MIG WeldingAnonymous cgcKzFtX100% (2)
- X. GTAW Troubleshooting: PROBLEM 1: Burning Through Tungsten FastDocument4 pagesX. GTAW Troubleshooting: PROBLEM 1: Burning Through Tungsten FastnatasevilNo ratings yet
- Gas Metal Arc Welding (Gmaw)Document17 pagesGas Metal Arc Welding (Gmaw)sanjibkrjanaNo ratings yet
- Carrier 30RB 30XA Installation Guidelines USA 2021Document18 pagesCarrier 30RB 30XA Installation Guidelines USA 2021mk saravananNo ratings yet
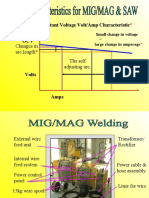
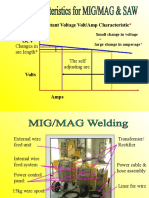
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 pagesConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanNo ratings yet
- Welders Visual Inspection Handbook-2013 WEB PDFDocument77 pagesWelders Visual Inspection Handbook-2013 WEB PDFquiron2014No ratings yet
- Day 5 Welding Process, Electrode - SMAW & GMAWDocument32 pagesDay 5 Welding Process, Electrode - SMAW & GMAWRohit KambleNo ratings yet
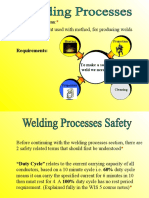
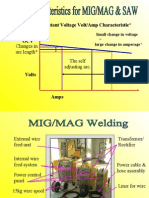
- A Welding Process:: Special Equipment Used With Method, For Producing WeldsDocument19 pagesA Welding Process:: Special Equipment Used With Method, For Producing WeldsThe Engineers EDGE, CoimbatoreNo ratings yet
- CSWIP Day3Document35 pagesCSWIP Day3rac mediaNo ratings yet
- Spark Plug AnalysisDocument25 pagesSpark Plug AnalysisXa MauNo ratings yet
- ESABNA-Welders Guide BookDocument32 pagesESABNA-Welders Guide BookCarlos Bermejo Alvarez100% (1)
- Spark Plug Operation, Selection, and Maintenance: Farm Machinery Fact Sheet FM-26Document3 pagesSpark Plug Operation, Selection, and Maintenance: Farm Machinery Fact Sheet FM-26Asif Uddin KhalifaNo ratings yet
- CSWIP Day 3Document35 pagesCSWIP Day 3Mehman NasibovNo ratings yet
- Gmaw WQTDocument23 pagesGmaw WQTDera LesmanaNo ratings yet
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 pagesConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcWidada Wanto100% (1)
- GTAW2Document37 pagesGTAW2JithuJohnNo ratings yet
- Gtaw WeldingDocument37 pagesGtaw WeldingSadhasivam VeluNo ratings yet
- Welding DefectsDocument122 pagesWelding DefectsqaNo ratings yet
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocument71 pagesExample Slide of User Functions: Time Guide The Slide Should Be Finished byzahidwahla1No ratings yet
- Spark PlugsDocument10 pagesSpark PlugsDaniel MkandawireNo ratings yet
- Basic Welding KnowledgeDocument30 pagesBasic Welding KnowledgeZakirUllahNo ratings yet
- Stick Electrode Welding GuideDocument44 pagesStick Electrode Welding GuideTrajan AureliusNo ratings yet
- Senr0512 01Document46 pagesSenr0512 01Pauk HseinNo ratings yet
- Fujifilm Finepix s9000 s9500 SM ET 1Document147 pagesFujifilm Finepix s9000 s9500 SM ET 1newionNo ratings yet
- Welding Defects During Fabrication of PipesDocument12 pagesWelding Defects During Fabrication of PipesDeepak GuptaNo ratings yet
- Tig Troubleshooting Guide PDFDocument5 pagesTig Troubleshooting Guide PDFVivek JainNo ratings yet
- Welder Guide Book: All-Positional Rutile Flux Cored Wires For Non and Low Alloyed SteelsDocument30 pagesWelder Guide Book: All-Positional Rutile Flux Cored Wires For Non and Low Alloyed SteelsMl JainNo ratings yet
- Tungsten Inert Gas Welding (TIG)Document22 pagesTungsten Inert Gas Welding (TIG)Consultant MigasNo ratings yet
- SparkplugDocument7 pagesSparkplugahmad adelNo ratings yet
- Esab - Welder Guide Book - All Positional Rutile Flux Cored Wires For Non and Low Alloyed Steel PDFDocument32 pagesEsab - Welder Guide Book - All Positional Rutile Flux Cored Wires For Non and Low Alloyed Steel PDFKrishna VachaNo ratings yet
- Project JBESDocument5 pagesProject JBESragguptaNo ratings yet
- ESAB Welder PocketguideDocument32 pagesESAB Welder PocketguidenunosobralNo ratings yet
- Tungsten Inert Gas Welding (TIG)Document20 pagesTungsten Inert Gas Welding (TIG)Ayat KursiNo ratings yet
- Pneumatic ActuatorsDocument8 pagesPneumatic ActuatorsShah Jehan HanifNo ratings yet
- Procedures For Stud Welding Shear Connectors Through DeckingDocument3 pagesProcedures For Stud Welding Shear Connectors Through DeckingScott NorrisNo ratings yet
- Optimize Your Plasma Arc Welding Torch Performance: Njummjvqqjooqp Ïïïk ÊåjòçåékåçãDocument3 pagesOptimize Your Plasma Arc Welding Torch Performance: Njummjvqqjooqp Ïïïk ÊåjòçåékåçãSuraj KhopeNo ratings yet
- MFL50024831 EnglishDocument17 pagesMFL50024831 EnglishKelvin CruzNo ratings yet
- JJ205 Workshop Technology Tic&Mic WeldingDocument47 pagesJJ205 Workshop Technology Tic&Mic WeldingAh TiangNo ratings yet
- Centrifugal Pump Vibration ReadingsDocument8 pagesCentrifugal Pump Vibration ReadingsParamasivan GanesanNo ratings yet
- M09 - Gtaw & PawDocument34 pagesM09 - Gtaw & Pawசுரேஷ் பாலமுருகன்No ratings yet
- Contact Welders GuideDocument13 pagesContact Welders GuideValvemakerNo ratings yet
- To Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindDocument30 pagesTo Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindNidhi SharmaNo ratings yet
- Repair Welds: Mark/Locate Weld: DefectsDocument23 pagesRepair Welds: Mark/Locate Weld: DefectsJhultran Katipunan100% (1)
- 63-2823 Operator's Ready ReferenceDocument24 pages63-2823 Operator's Ready ReferenceHannah G. PiedraNo ratings yet
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- D.C. Powered Timing Light Model 161.2158 for 12 Volt Ignition Systems Sears Owners ManualFrom EverandD.C. Powered Timing Light Model 161.2158 for 12 Volt Ignition Systems Sears Owners ManualNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Farm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalFrom EverandFarm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalRating: 4.5 out of 5 stars4.5/5 (3)
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNo ratings yet
- Iitpreviousyearsproblemsof XiithDocument295 pagesIitpreviousyearsproblemsof XiithAnand KumarNo ratings yet
- Sterilisation and ContainmentDocument33 pagesSterilisation and ContainmentKaycee ChirendaNo ratings yet
- Materials Report EPRI 2006 MANY Links NNBDocument27 pagesMaterials Report EPRI 2006 MANY Links NNBAnonymous nw5AXJqjd100% (1)
- Lab 7: Magnetic SurveyingDocument2 pagesLab 7: Magnetic SurveyingAshrafNo ratings yet
- MA 108 - Solutions To Tutorial Sheet No.1Document30 pagesMA 108 - Solutions To Tutorial Sheet No.1Bhumika MehtaNo ratings yet
- 57BLR50 24 01 HG50Document1 page57BLR50 24 01 HG50Luca MemoliNo ratings yet
- Determination of The Concentration of Acetic Acid in VinegarDocument16 pagesDetermination of The Concentration of Acetic Acid in VinegarFirdaus HaziqNo ratings yet
- Fme10 q2 w1 Em-WavesDocument6 pagesFme10 q2 w1 Em-WavesLouis Fetilo FabunanNo ratings yet
- Spotlight - Phase-2 - (2022-23) - Week-1 - Paper-2 - Compile (2020-P-2) - (Only Que.)Document12 pagesSpotlight - Phase-2 - (2022-23) - Week-1 - Paper-2 - Compile (2020-P-2) - (Only Que.)Suryansh DummyNo ratings yet
- Exercise On Geometrical OpticsDocument27 pagesExercise On Geometrical OpticssakshamamitagarwalNo ratings yet
- Exponential and Logarithmic Function (Q)Document29 pagesExponential and Logarithmic Function (Q)Belladonna LeeNo ratings yet
- Esm 2013 17 ANSYSDocument16 pagesEsm 2013 17 ANSYSCostas SachpazisNo ratings yet
- Powder Technology in Food ProcessingDocument15 pagesPowder Technology in Food ProcessingbioNo ratings yet
- Atomic Structure - Practice Sheet - Arjuna JEE 2024Document3 pagesAtomic Structure - Practice Sheet - Arjuna JEE 2024armughank708No ratings yet
- (Main) : Computer Based Test (CBT)Document9 pages(Main) : Computer Based Test (CBT)Resonance EduventuresNo ratings yet
- DT-5300 ManualDocument20 pagesDT-5300 Manualleo_j9No ratings yet
- Technical Memo Centrifugal Pump CurvesDocument10 pagesTechnical Memo Centrifugal Pump CurvesTanner WarehamNo ratings yet
- RC Design (Outlet Section)Document36 pagesRC Design (Outlet Section)PRAVEEN CHAUDHARYNo ratings yet
- G150 Option and SelectionDocument4 pagesG150 Option and SelectionJack SparrowNo ratings yet
- Metals: Modeling Thermomechanical Stress With H13 Tool Steel Material Response For Rolling Die Under Hot MillingDocument25 pagesMetals: Modeling Thermomechanical Stress With H13 Tool Steel Material Response For Rolling Die Under Hot MillingGirmaa WarquuNo ratings yet
- HPH103 - Waves and Optics 1 - Lecture # 7-1Document16 pagesHPH103 - Waves and Optics 1 - Lecture # 7-1Praise NehumambiNo ratings yet
- What Are The Color Bands and Applications of A 4.7 K ResistorDocument7 pagesWhat Are The Color Bands and Applications of A 4.7 K ResistorjackNo ratings yet
- DOME SlidesDocument297 pagesDOME SlidesAnish ChettlaNo ratings yet
- Voltage Drop FormulaDocument4 pagesVoltage Drop FormulaKarthik RajaNo ratings yet
- Latihan 1: (Konsep Belajar TOEFL Dari NOL)Document8 pagesLatihan 1: (Konsep Belajar TOEFL Dari NOL)Widya TriwulanNo ratings yet
- Unit 4 Fluid DynamicsDocument42 pagesUnit 4 Fluid Dynamicsጋጋ ዣንዣድNo ratings yet
- The Leader in Low-Cost, Remote Monitoring SolutionsDocument5 pagesThe Leader in Low-Cost, Remote Monitoring Solutionsthanggimme.phanNo ratings yet
- ASTM D256-23 Standard Test Methods For Determining The Izod Pendulum Impact Resistance of PlasticsDocument11 pagesASTM D256-23 Standard Test Methods For Determining The Izod Pendulum Impact Resistance of Plasticsbenedick barquinNo ratings yet