Download as ppt, pdf, or txt
You might also like
- Iso 08764-1-2004Document28 pagesIso 08764-1-2004rtsultanNo ratings yet
- Oxygen-Free Copper in Wrought Forms For Electron DevicesDocument6 pagesOxygen-Free Copper in Wrought Forms For Electron DevicesErick Vargas100% (1)
- ASM Handbook Volume 4C: Induction Heating and Heat TreatmentDocument9 pagesASM Handbook Volume 4C: Induction Heating and Heat TreatmentJaime Falagan100% (1)
- Surface RoughnessDocument1 pageSurface Roughnessapi-3848892100% (2)
- International Standard: Soft Solder Alloys - Chemical Compositions and FormsDocument20 pagesInternational Standard: Soft Solder Alloys - Chemical Compositions and FormsVictor100% (1)
- Photonic Crystal Cavities: Nanophotonics and Integrated OpticsDocument8 pagesPhotonic Crystal Cavities: Nanophotonics and Integrated OpticsMax Marcano CamposNo ratings yet
- Laser CladdingDocument4 pagesLaser CladdinggunamtechNo ratings yet
- Flender Engineering Book Pages OffsetDocument139 pagesFlender Engineering Book Pages Offsetjimsmith101No ratings yet
- FAST Value EngineeringDocument12 pagesFAST Value EngineeringgaganbihariNo ratings yet
- Carbide Banding - Effect On FatigueDocument15 pagesCarbide Banding - Effect On FatigueSteve Green100% (1)
- 15 MetallographyDocument42 pages15 Metallographysuhas110No ratings yet
- Threads - NPTF Taper Thread GagingDocument5 pagesThreads - NPTF Taper Thread GagingTrushantNo ratings yet
- ASTM D1149 - Ozone TestDocument11 pagesASTM D1149 - Ozone TestLai DieuNo ratings yet
- Linch PinsDocument42 pagesLinch PinsEsteban ReyesNo ratings yet
- ISO 3547-1 Octobre 2006Document20 pagesISO 3547-1 Octobre 2006Sam SamNo ratings yet
- Wire Arc Additive ManufacturingDocument8 pagesWire Arc Additive ManufacturingshalabyahmedNo ratings yet
- ANSI IEEE STD 260.3-1993 - American National Standard Mathematical Signs and Symbols For Use in Physical Sciences and Technology - 00278297Document43 pagesANSI IEEE STD 260.3-1993 - American National Standard Mathematical Signs and Symbols For Use in Physical Sciences and Technology - 00278297cristian1961No ratings yet
- Superglaze Aluminum Mig Welding GuideDocument28 pagesSuperglaze Aluminum Mig Welding Guidetastaman123No ratings yet
- M. Hari Priya, 2. Megha Pandey, 053 3. Meekala Nikitha, 054 4. Manas Mondal, 056 5. Nachiket Bapat, 057Document16 pagesM. Hari Priya, 2. Megha Pandey, 053 3. Meekala Nikitha, 054 4. Manas Mondal, 056 5. Nachiket Bapat, 057Abhilash MallikarjunaNo ratings yet
- Spot Weld Mech PropDocument57 pagesSpot Weld Mech PropWeld Bro SandeepNo ratings yet
- Surface RoughnessDocument35 pagesSurface Roughnessds_srinivasNo ratings yet
- Troubleshooting Induction Hardening Problems - Part 1Document2 pagesTroubleshooting Induction Hardening Problems - Part 1Jader PitangueiraNo ratings yet
- Sae j577 201509 實驗室跟108 一樣的衝擊測試Document27 pagesSae j577 201509 實驗室跟108 一樣的衝擊測試timNo ratings yet
- Din en 693Document45 pagesDin en 693Evaldo Gualberto RosaNo ratings yet
- PS - PSL Operation Manual 2013Document127 pagesPS - PSL Operation Manual 2013MatheusNo ratings yet
- Die Casting SignsDocument11 pagesDie Casting SignsPiyush JauhariNo ratings yet
- Coating Defects V2 14march2014Document31 pagesCoating Defects V2 14march2014Joao BrandtNo ratings yet
- FmeaDocument23 pagesFmeaSaif UllahNo ratings yet
- Iso 6722 2006Document13 pagesIso 6722 2006andiagressNo ratings yet
- Analysis of The Yokeless and Segmented Armature MachineDocument7 pagesAnalysis of The Yokeless and Segmented Armature MachineSeksan KhamkaewNo ratings yet
- Int J Metal Casting 2015 Defect ClassificationDocument13 pagesInt J Metal Casting 2015 Defect ClassificationDouglas RodriguesNo ratings yet
- Aws C3.6-99Document17 pagesAws C3.6-99Eduard JoseNo ratings yet
- Silicon Nitride Ceramic Ball Bearings Properties Advantages and ApplicationsDocument9 pagesSilicon Nitride Ceramic Ball Bearings Properties Advantages and ApplicationsAbdul RozaqNo ratings yet
- White Paper Automated Ultrasonic Inspection of Tube To Tube Sheet WeldsDocument7 pagesWhite Paper Automated Ultrasonic Inspection of Tube To Tube Sheet WeldsdanemsalNo ratings yet
- NPTF / PTF Threads: Total Solution For Thread GaugingDocument3 pagesNPTF / PTF Threads: Total Solution For Thread GaugingFatih YükselNo ratings yet
- Astm B240-09 PDFDocument4 pagesAstm B240-09 PDFRaúlNo ratings yet
- Iec 60297-100-1Document11 pagesIec 60297-100-1Teknik Gresik100% (1)
- Metal Table JISDocument1 pageMetal Table JISNakkolopNo ratings yet
- ASM Metals Handbook, NDT-Vol 17 16Document1 pageASM Metals Handbook, NDT-Vol 17 16xiaohaoNo ratings yet
- Iso230 2 2006Document6 pagesIso230 2 2006Amit Kumar100% (1)
- Astm B117Document12 pagesAstm B117aldairlopesNo ratings yet
- Forging Design ConsiderationsDocument81 pagesForging Design ConsiderationssuneethaNo ratings yet
- Nitro - CarburizingDocument9 pagesNitro - CarburizingRajaSekarsajjaNo ratings yet
- Iso 6157-3 1988Document16 pagesIso 6157-3 1988sharma.sumeet2290No ratings yet
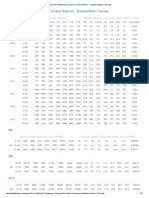
- Pre-Load and Tightening Torques For Steel Fasteners - Standard Metric ThreadsDocument3 pagesPre-Load and Tightening Torques For Steel Fasteners - Standard Metric ThreadsmukeshkumarjNo ratings yet
- Spectrophotometer 721Document2 pagesSpectrophotometer 721INSIF ElectronicsNo ratings yet
- Iso 2819 1980Document8 pagesIso 2819 1980RobertoNo ratings yet
- Iso 14660 2 1999Document6 pagesIso 14660 2 1999LipikaNo ratings yet
- Surface Finish TerminologyDocument30 pagesSurface Finish TerminologyXin YuNo ratings yet
- IFI 100 Prevailing Torque LocknutsDocument7 pagesIFI 100 Prevailing Torque LocknutsMarceloGonçalvesNo ratings yet
- Flexural Strength of Manufactured Carbon and Graphite Articles Using Three-Point Loading at Room TemperatureDocument5 pagesFlexural Strength of Manufactured Carbon and Graphite Articles Using Three-Point Loading at Room TemperatureNurul Lailatul MuzayadahNo ratings yet
- Workability and Process Design PDFDocument380 pagesWorkability and Process Design PDFLeonardo CarreñoNo ratings yet
- Should We Risk It?: Exploring Environmental, Health, and Technological Problem SolvingFrom EverandShould We Risk It?: Exploring Environmental, Health, and Technological Problem SolvingRating: 1 out of 5 stars1/5 (1)
- Laser-Assisted Machining FraunhoferDocument6 pagesLaser-Assisted Machining FraunhoferusamaumerNo ratings yet
- Ol Micro DrillDocument40 pagesOl Micro DrillStroie MihaiNo ratings yet
- Non Traditional MachiningDocument29 pagesNon Traditional MachiningSyed ShahidNo ratings yet
- Secenje Laserom WikiDocument13 pagesSecenje Laserom WikiMarko BogosavljevicNo ratings yet
- Bharat 6G Vision - DoTDocument44 pagesBharat 6G Vision - DoTAkhileshwar TiwariNo ratings yet
- OP21 Exhibit Guide LDocument28 pagesOP21 Exhibit Guide LPiwadoNo ratings yet
- Hydrothermal Processing of Materials: Past, Present and FutureDocument21 pagesHydrothermal Processing of Materials: Past, Present and FutureSiti AmirahNo ratings yet
- Optics + Optoelectronics: Technical ProgrammeDocument72 pagesOptics + Optoelectronics: Technical ProgrammeLdvdMiixNo ratings yet
- ALMM Updation List I DocumentDocument64 pagesALMM Updation List I DocumentAtul DhirNo ratings yet
- Opportunities and Challenges For Photonics in Next-Generation Data Centers - Clint SchowDocument53 pagesOpportunities and Challenges For Photonics in Next-Generation Data Centers - Clint SchowUCSBieeNo ratings yet
- Study of Zero Chromatic Dispersion in PCF Using Different MaterialDocument3 pagesStudy of Zero Chromatic Dispersion in PCF Using Different MaterialerpublicationNo ratings yet
- Research Groups - Final (13MAY22)Document13 pagesResearch Groups - Final (13MAY22)Zain Ul AbdinNo ratings yet
- Download full ebook of Proceedings Of The 3Rd International Conference On Electronic Engineering And Renewable Energy Systems Iceere 2022 20 22 May 2022 Saidia Morocco 1St Edition Hajji Bekkay online pdf all chapter docxDocument70 pagesDownload full ebook of Proceedings Of The 3Rd International Conference On Electronic Engineering And Renewable Energy Systems Iceere 2022 20 22 May 2022 Saidia Morocco 1St Edition Hajji Bekkay online pdf all chapter docxcarlywhitefish86c100% (5)
- High Power Fibre Lasers and Amplifiers SDocument134 pagesHigh Power Fibre Lasers and Amplifiers Slibis777No ratings yet
- 1.3 DEWA Training - PV TechnologiesDocument33 pages1.3 DEWA Training - PV TechnologiesMostafa Al AghaNo ratings yet
- 20 - 2009 - HONET - Ultra-Compact Nanoplasmonic SplitterDocument3 pages20 - 2009 - HONET - Ultra-Compact Nanoplasmonic SplitterRami WahshehNo ratings yet
- Lecture 1, Part 1Document38 pagesLecture 1, Part 1khaireshubhamaNo ratings yet
- Greater Washington Research & Development Facilities DirectoryDocument143 pagesGreater Washington Research & Development Facilities DirectoryM-NCPPCNo ratings yet
- Training Quizz Ciena - Elcom.mobifoneDocument3 pagesTraining Quizz Ciena - Elcom.mobifonephuongnt1710100% (2)
- MXAN-LN Series: 1550 NM Band Analog Intensity ModulatorsDocument6 pagesMXAN-LN Series: 1550 NM Band Analog Intensity ModulatorsPrity RaiNo ratings yet
- Rhds 28.03Document48 pagesRhds 28.03vijay GujjarNo ratings yet
- The Generation of Ultrashort Laser Pulses PDFDocument94 pagesThe Generation of Ultrashort Laser Pulses PDFAjit UpadhyayNo ratings yet
- Dr. M Fadhali CV (Aug.2012)Document15 pagesDr. M Fadhali CV (Aug.2012)fadhaliNo ratings yet
- SMWeiss CV May2013Document23 pagesSMWeiss CV May2013hodiapaNo ratings yet
- Sapace and PhotonicsDocument229 pagesSapace and PhotonicsNorbert PiechowiakNo ratings yet
- Hiku7 String Configuration - Huawei - V2Document19 pagesHiku7 String Configuration - Huawei - V2Hưng LêNo ratings yet
- OPT2009 - Advanceprogram - 981125Document112 pagesOPT2009 - Advanceprogram - 981125smallsam1983No ratings yet
- CombinepdfDocument171 pagesCombinepdfgokul sNo ratings yet
- Aiwa CD Mechanism Cms-b31tg6Document5 pagesAiwa CD Mechanism Cms-b31tg6nanden.fer6973No ratings yet
- Opto Opto: Electronics ElectronicsDocument20 pagesOpto Opto: Electronics Electronicsshirish.jdiet0% (1)
- What Is The Difference Between EDFA Amplifier and Raman AmplifierDocument5 pagesWhat Is The Difference Between EDFA Amplifier and Raman AmplifierArthur SeryNo ratings yet
- HDF 00.02.05.B Hyper - Diode 980 DCR Brochure PDFDocument2 pagesHDF 00.02.05.B Hyper - Diode 980 DCR Brochure PDFGeorgiana MihociNo ratings yet
- A Review Femtosecond Laser-Based Processing Methods and Their Applications in Optical Device ManufacturingDocument11 pagesA Review Femtosecond Laser-Based Processing Methods and Their Applications in Optical Device ManufacturingMinh VuNo ratings yet