Download as ppt, pdf, or txt
You might also like
- CWB W47.1 Study Guide PDFDocument33 pagesCWB W47.1 Study Guide PDFalexayala515193% (15)
- Machine Tools and Digital Manufacturing (MTDM) : Machining ProcessDocument90 pagesMachine Tools and Digital Manufacturing (MTDM) : Machining ProcessLibin AbrahamNo ratings yet
- Machine Tool Vibration and DampersDocument42 pagesMachine Tool Vibration and DampersLuis NunesNo ratings yet
- Centerless Grinding TrobleshootingDocument13 pagesCenterless Grinding TrobleshootingNatKThNo ratings yet
- Metal Forming PractiseDocument18 pagesMetal Forming PractisejoaopedrosousaNo ratings yet
- A Grinding SystemDocument29 pagesA Grinding Systemhal_nasik_planning5657100% (2)
- CSEB Machine Manual - 20170809Document22 pagesCSEB Machine Manual - 20170809Kurnia Bijaksana100% (1)
- IIW IWE SyllabusDocument27 pagesIIW IWE SyllabusAnonymous hNpF6INo ratings yet
- Milling & Related OperationsDocument22 pagesMilling & Related OperationsIzi80% (5)
- Drilling & Related OperationsDocument18 pagesDrilling & Related OperationsIzi100% (1)
- Tool Engineering and Design Design of SiDocument23 pagesTool Engineering and Design Design of Simulugeta assefaNo ratings yet
- THEORY of METAL CUTTING-Cutting Tool, Cutting Fluid & Machining EconomicsDocument17 pagesTHEORY of METAL CUTTING-Cutting Tool, Cutting Fluid & Machining EconomicsIzi75% (4)
- Chip Formation: Manufacturing Technology-IiDocument20 pagesChip Formation: Manufacturing Technology-IiSachin BharadwajNo ratings yet
- CH 2 Metal Cutting ToolsDocument19 pagesCH 2 Metal Cutting ToolsAlex AdmasNo ratings yet
- Turning and Lathe - Guia de Estudo - 2016Document10 pagesTurning and Lathe - Guia de Estudo - 2016Anderson R. RojasNo ratings yet
- Center Less Grinding Article 01-05-07 - MMSDocument4 pagesCenter Less Grinding Article 01-05-07 - MMStiendaicaNo ratings yet
- MTM Lab PresentationDocument26 pagesMTM Lab PresentationMuhammad WaseemNo ratings yet
- TolerancesDocument37 pagesTolerancescprabhakaranNo ratings yet
- Manufacturing of GearsDocument47 pagesManufacturing of GearsMuhammad UmarNo ratings yet
- Unit - V: Manufacturing TechnologyDocument54 pagesUnit - V: Manufacturing TechnologyIjanSahrudinNo ratings yet
- Gear MillingDocument54 pagesGear MillingMichael Castro AbuduNo ratings yet
- Muhammad Ridzuan Bin Amir Mohd Aizuddin Bin Hassanuddin Muhamad Fikri Bin OmarDocument16 pagesMuhammad Ridzuan Bin Amir Mohd Aizuddin Bin Hassanuddin Muhamad Fikri Bin OmarAfiq ZaabaNo ratings yet
- Finishing Operations Lec 4Document27 pagesFinishing Operations Lec 4AnnieMalik100% (1)
- Metal CuttingDocument39 pagesMetal Cuttingavinashn12No ratings yet
- BroachingDocument20 pagesBroachingKareem AbdelazizNo ratings yet
- Milling Machines PDFDocument8 pagesMilling Machines PDFVikrant SharmaNo ratings yet
- Single Point Cutting ToolDocument16 pagesSingle Point Cutting ToolSoumik DasNo ratings yet
- Lecture-08-Theory of Metal Cutting-Theory of Chip FormationDocument22 pagesLecture-08-Theory of Metal Cutting-Theory of Chip FormationDipu SubranNo ratings yet
- Fine-Blanking Process: DFM of Fine-Blanked Parts Introduction NTTFDocument81 pagesFine-Blanking Process: DFM of Fine-Blanked Parts Introduction NTTFShrikant DeshmukhNo ratings yet
- Module 1.2Document42 pagesModule 1.2jishnushankarNo ratings yet
- Manufacturing Process IDocument144 pagesManufacturing Process IHari Prasad100% (1)
- Press Tool Components Die MakingDocument29 pagesPress Tool Components Die Makingmayank123100% (1)
- Machine Tools NotesDocument16 pagesMachine Tools NotesKarNo ratings yet
- Broaching BasicsDocument5 pagesBroaching Basicssaritha0003No ratings yet
- End Mill and Cutting Tool Design Criteria and Technical FeaturesDocument4 pagesEnd Mill and Cutting Tool Design Criteria and Technical FeaturesdkkNo ratings yet
- UNIT-2 Design of Spur GearDocument56 pagesUNIT-2 Design of Spur GearMarthandeNo ratings yet
- Grinding AssignmentDocument4 pagesGrinding AssignmentSyed Ashmal Hashmi100% (1)
- Drilling MachineDocument30 pagesDrilling MachinePuneeth KumarNo ratings yet
- Century Star CNC System Programming Guide For Milling Machines PDFDocument147 pagesCentury Star CNC System Programming Guide For Milling Machines PDFDiego Steven Pulido AriasNo ratings yet
- Milling Operation PDFDocument16 pagesMilling Operation PDFRaheemNo ratings yet
- EML2322L Sheetmetal DesignDocument9 pagesEML2322L Sheetmetal DesignHimanshu SagarNo ratings yet
- CNC Machining Designing For SpeedDocument9 pagesCNC Machining Designing For SpeedjaimeNo ratings yet
- Thread MillingDocument25 pagesThread MillingIrudhayarajAnthonySamy100% (1)
- FormingDocument381 pagesFormingArjun RoyNo ratings yet
- Lecture 1 - Intro To Single Point Cutting Tool GeometryDocument16 pagesLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarNo ratings yet
- Theory of Metal Cutting 2Document39 pagesTheory of Metal Cutting 2Anonymous p0mg44x100% (1)
- Unit One Material and Geometry of Cutting Tools 2015Document46 pagesUnit One Material and Geometry of Cutting Tools 2015elnat feyisa100% (1)
- High Speed Machining (HSM) : Seminar OnDocument26 pagesHigh Speed Machining (HSM) : Seminar OnAnonymous LFgO4WbID100% (2)
- Chucks: Clamp Radial Symmetry Cylindrical Drill Bit Power Tool Bar Spindle LatheDocument14 pagesChucks: Clamp Radial Symmetry Cylindrical Drill Bit Power Tool Bar Spindle LatheIrtaza Husnain100% (1)
- Machining of MetalsDocument23 pagesMachining of MetalsFiq IskandarNo ratings yet
- Study of CNC Lathe MachineDocument18 pagesStudy of CNC Lathe MachineGODWIN GNo ratings yet
- Design of Single Point Cutting ToolDocument11 pagesDesign of Single Point Cutting ToolSiddharth DubeyNo ratings yet
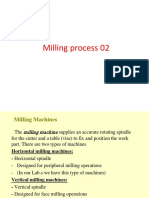
- Milling Process02Document83 pagesMilling Process02Ben AhmedNo ratings yet
- Gear Cutting OperationsDocument23 pagesGear Cutting OperationsHossam Ali0% (1)
- Wired Cut (Edm) ReportDocument12 pagesWired Cut (Edm) ReportdonatbesarNo ratings yet
- 30 Super Finishing ProcessesDocument14 pages30 Super Finishing ProcessesPRASAD326100% (5)
- Shaping - Production Process - Realated OperationsDocument19 pagesShaping - Production Process - Realated OperationsMehmet Islam SaifulNo ratings yet
- Surendra Yadav SirDocument27 pagesSurendra Yadav SirNikhil Sai KammaNo ratings yet
- Turning & Related OperationsDocument30 pagesTurning & Related OperationsIzi100% (6)
- CNC Process Planning and Machining - Getting Started (Is+dl)Document9 pagesCNC Process Planning and Machining - Getting Started (Is+dl)PAVAN KALYANNo ratings yet
- openLCA 1.10.2 User-ManualDocument127 pagesopenLCA 1.10.2 User-ManualIziNo ratings yet
- Definition of Family Member by Homeaffairs: Form 1496iDocument2 pagesDefinition of Family Member by Homeaffairs: Form 1496iIziNo ratings yet
- Sinus SamuraiDocument5 pagesSinus SamuraiIziNo ratings yet
- 1442 IDocument6 pages1442 IIziNo ratings yet
- AlzheimerDocument1 pageAlzheimerIziNo ratings yet
- Diesel Fuel InjectionDocument5 pagesDiesel Fuel InjectionIziNo ratings yet
- Usb 1616hs BNCDocument49 pagesUsb 1616hs BNCIziNo ratings yet
- Heat Flux Thermocouple MCTDocument2 pagesHeat Flux Thermocouple MCTIziNo ratings yet
- FtirDocument21 pagesFtirGaurav AcharyaNo ratings yet
- Hybrid Electric VehicleDocument33 pagesHybrid Electric VehicleIzi75% (4)
- Duct DesignDocument9 pagesDuct DesignjaswanthNo ratings yet
- Unit 7Document39 pagesUnit 7vijay_oraerp1711No ratings yet
- DOP Test ProtocolDocument10 pagesDOP Test ProtocolIzi100% (2)
- How Clutches WorkDocument14 pagesHow Clutches WorkIziNo ratings yet
- How Torque Converters WorkDocument13 pagesHow Torque Converters WorkIziNo ratings yet
- Chi Square DistributionDocument4 pagesChi Square DistributionIziNo ratings yet
- Study of Different Types of Pipe FittingsDocument17 pagesStudy of Different Types of Pipe FittingsIzi50% (2)
- Steps in Hypothesis TestingDocument4 pagesSteps in Hypothesis TestingIzi100% (1)
- One - and Two-Tailed TestsDocument3 pagesOne - and Two-Tailed TestsIzi100% (1)
- Energy Insights Singapore 2013-04Document66 pagesEnergy Insights Singapore 2013-04Yh LeongNo ratings yet
- Unit 6 Test Study GuideDocument2 pagesUnit 6 Test Study GuideDeepti SailappanNo ratings yet
- Pse 476-6 Kraft Pulping ChemicalsDocument17 pagesPse 476-6 Kraft Pulping ChemicalsMuhamad Norakmal OmarNo ratings yet
- TDS Genaminox LADocument2 pagesTDS Genaminox LAluiz vagner pereiraNo ratings yet
- 69Document23 pages69FongJeremyNo ratings yet
- Department of Mechanical Engineering Alabama A&M UniversityDocument6 pagesDepartment of Mechanical Engineering Alabama A&M UniversityCam MillerNo ratings yet
- Maxon Motor GuideDocument8 pagesMaxon Motor GuideRadj90No ratings yet
- Type Test Request of RCCDocument42 pagesType Test Request of RCCVinay PCE/17/EE/100No ratings yet
- Aeng 213 Aircraft Materials Construction and Repair (Prelims)Document21 pagesAeng 213 Aircraft Materials Construction and Repair (Prelims)Bea SaguinsinNo ratings yet
- 037-Procedure For Cleanliness PDFDocument21 pages037-Procedure For Cleanliness PDFKöksal PatanNo ratings yet
- LiftDocument5 pagesLiftKhalil AjmalNo ratings yet
- STL-01 Manufacturing and Fabrication of Steel 2020.21 I PDFDocument9 pagesSTL-01 Manufacturing and Fabrication of Steel 2020.21 I PDFephNo ratings yet
- Defects in Flooring (Timber & Concrete)Document52 pagesDefects in Flooring (Timber & Concrete)KaushikJainNo ratings yet
- Group-A: 1.0 General Specification For Tube FittingsDocument7 pagesGroup-A: 1.0 General Specification For Tube FittingsChinnaraj SNo ratings yet
- Sop at Combined MechDocument36 pagesSop at Combined MechVinod Kumar VermaNo ratings yet
- Details of Adhesive System: Zhengzhou Bai-Ott New Material Co.,LtdDocument18 pagesDetails of Adhesive System: Zhengzhou Bai-Ott New Material Co.,Ltdmkhalil1148No ratings yet
- EN2R9011Document21 pagesEN2R9011rujhan76No ratings yet
- Gladiator Microwave ManualDocument49 pagesGladiator Microwave ManualCardonettiNo ratings yet
- Nace HT ServiceDocument34 pagesNace HT ServiceKARTHIKPRITHEEPNo ratings yet
- MAN CatalogDocument172 pagesMAN CatalogAlexandruSeverin0% (1)
- Enciclopedia de SoldaduraDocument768 pagesEnciclopedia de SoldaduraJORGEHERRNo ratings yet
- Distillation Matlab CodeDocument8 pagesDistillation Matlab CodeSaurab Devanandan0% (1)
- Superalloystable - castcomp-IN 738-2Document11 pagesSuperalloystable - castcomp-IN 738-2leoNo ratings yet
- Pilot Valve SizingDocument4 pagesPilot Valve SizingJason ThomasNo ratings yet
- Abc Troquel PDFDocument240 pagesAbc Troquel PDFesteban100% (2)
- Engineering Materials - Structure and Properties: 10 MarksDocument53 pagesEngineering Materials - Structure and Properties: 10 Marksవిష్ణువర్ధన్రెడ్డిNo ratings yet
- GE Regrigerator Circuit Board Install Instruction - 08feb2016Document2 pagesGE Regrigerator Circuit Board Install Instruction - 08feb2016KashNo ratings yet