Download as ppt, pdf, or txt
You might also like
- TDS Sadechaf UVACRYL 2151 - v9Document5 pagesTDS Sadechaf UVACRYL 2151 - v9Alex MacabuNo ratings yet
- Woodcraft Magazine - May 2014 USA PDFDocument84 pagesWoodcraft Magazine - May 2014 USA PDFZlatomir Maksimovic100% (7)
- ME 350 - Lecture 21 - Chapter 26: Nontraditional Machining ProcessesDocument35 pagesME 350 - Lecture 21 - Chapter 26: Nontraditional Machining ProcessesTanu RdNo ratings yet
- Over All Concept of This ChapterDocument57 pagesOver All Concept of This ChapterberhaneNo ratings yet
- Kalp Chap 27 Advanced Machining ProcessesDocument40 pagesKalp Chap 27 Advanced Machining ProcessesJohan NicholasNo ratings yet
- University of Engineering & Technology, Lahore, (GSPCT) GujratDocument14 pagesUniversity of Engineering & Technology, Lahore, (GSPCT) Gujratsham javedNo ratings yet
- Non-Traditional MachiningDocument24 pagesNon-Traditional MachiningNikhil PrasannaNo ratings yet
- EDM, LBM and ECMDocument30 pagesEDM, LBM and ECMSparsh KatiyarNo ratings yet
- Chapter 07 - Non-Traditional MachiningDocument34 pagesChapter 07 - Non-Traditional MachiningNurul AsyilahNo ratings yet
- Chapter SevenDocument68 pagesChapter Sevenmunawer abdusamedNo ratings yet
- Electro Chemical MachiningDocument40 pagesElectro Chemical Machiningnashk18No ratings yet
- Unconventional Machining ProcessDocument36 pagesUnconventional Machining ProcessInderpal SinghNo ratings yet
- Introduction To Non Conventional OperationsDocument13 pagesIntroduction To Non Conventional Operationssham javed100% (1)
- Unit 4Document45 pagesUnit 4bmm16957No ratings yet
- Nontraditional Machining: Compiled By: Norliana Mohd AbbasDocument57 pagesNontraditional Machining: Compiled By: Norliana Mohd AbbasA TalkNo ratings yet
- M Science 2019 PPTsDocument27 pagesM Science 2019 PPTsGopi KrishnaNo ratings yet
- Lecture 02 - Chapter 26-Nontraditional MachiningDocument68 pagesLecture 02 - Chapter 26-Nontraditional MachiningFarhad AliNo ratings yet
- Advanced Manufacturing Choices: MAE 165-265 Spring 2012, Class 5Document46 pagesAdvanced Manufacturing Choices: MAE 165-265 Spring 2012, Class 5Subramaniyan MahendiranNo ratings yet
- Non Traditional Machining C 26Document52 pagesNon Traditional Machining C 26Ottoman Empire “Ottoman Empire wars”No ratings yet
- Class 5 Different Non Conventional Machining ProcessesDocument28 pagesClass 5 Different Non Conventional Machining Processessanukumar2382No ratings yet
- Nontraditional MachiningDocument25 pagesNontraditional MachiningwabdushukurNo ratings yet
- Over All Concept of This ChapterDocument68 pagesOver All Concept of This ChapterberhaneNo ratings yet
- Nalanda College of Engineering: Non-Conventional MachiningDocument28 pagesNalanda College of Engineering: Non-Conventional Machiningraj aryanNo ratings yet
- EcmDocument22 pagesEcmCarlos WilliamsonNo ratings yet
- Module 5.1Document49 pagesModule 5.1Rishab RajNo ratings yet
- Unconventional MachiningDocument25 pagesUnconventional MachiningDittam SahaNo ratings yet
- Ch-12 Unconventional MachiningDocument135 pagesCh-12 Unconventional MachiningSaumil ShahNo ratings yet
- Unit-5 - Non Conventional Machining ProcessesDocument72 pagesUnit-5 - Non Conventional Machining ProcessesMichael AugustineNo ratings yet
- Nontraditional Machining and Thermal Cutting ProcessesDocument26 pagesNontraditional Machining and Thermal Cutting ProcessesanilmechNo ratings yet
- Institute of Technology & Management: Unconventional Machining ProcessDocument28 pagesInstitute of Technology & Management: Unconventional Machining ProcessAkash TripathiNo ratings yet
- Ch-12 Unconventional MachiningDocument188 pagesCh-12 Unconventional MachiningAbhishek AroraNo ratings yet
- Thermal Energy ProcessesDocument60 pagesThermal Energy Processessefinehabayneh040No ratings yet
- Non Conventional Machining PDFDocument55 pagesNon Conventional Machining PDFMarthande100% (1)
- Chapter 26-Nontraditional MachiningDocument67 pagesChapter 26-Nontraditional MachiningHassan AliNo ratings yet
- Nonconventional Machining ProcessesDocument26 pagesNonconventional Machining ProcessesBinyam HabtamuNo ratings yet
- 9 - Nontraditional Machining (2hr-33 Slides)Document33 pages9 - Nontraditional Machining (2hr-33 Slides)Rahul SharmaNo ratings yet
- 9 Non Conventional MachiningDocument36 pages9 Non Conventional MachiningPrashant KuwarNo ratings yet
- Modern ManufacturingDocument8 pagesModern Manufacturingমুকসেতিন আল রাজী রিফাতNo ratings yet
- Turning of Metal EDM MachiningDocument45 pagesTurning of Metal EDM MachiningJacob KussiaNo ratings yet
- Non Conventional Machining - Module 7Document36 pagesNon Conventional Machining - Module 7deepakNo ratings yet
- Non Traditional MachiningDocument29 pagesNon Traditional MachiningSyed ShahidNo ratings yet
- Unit 1Document59 pagesUnit 1pardhuduNo ratings yet
- Non Traditional MachiningDocument77 pagesNon Traditional MachiningAnirudhNo ratings yet
- Advanced Manufacturing Processes: Prof. V.C.TAMBEDocument53 pagesAdvanced Manufacturing Processes: Prof. V.C.TAMBESandesh yadavNo ratings yet
- Non-Conventional Machining ProcessesDocument31 pagesNon-Conventional Machining ProcessesmunazarNo ratings yet
- Assigment No 2Document9 pagesAssigment No 221jzind0186No ratings yet
- Non Conventional MachiningDocument30 pagesNon Conventional MachiningRahadyan AdyatmikaNo ratings yet
- Non Traditional MachiningDocument71 pagesNon Traditional MachiningShamanth SHNo ratings yet
- Some Information About Edm EBM and LBMDocument6 pagesSome Information About Edm EBM and LBMRuchin ChahwalaNo ratings yet
- Introduction To UCMPDocument27 pagesIntroduction To UCMPGowtham sivateja100% (2)
- NTM JuriDocument40 pagesNTM JuriAhmad Syazni Bin MoktarNo ratings yet
- Electrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritDocument41 pagesElectrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritB.AishwaryaNo ratings yet
- Overview of NTM ProcessesDocument22 pagesOverview of NTM ProcessesTefera ZemenuNo ratings yet
- Non-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesDocument33 pagesNon-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesVikrant BhardwajNo ratings yet
- Unconventional Machining Process - Unit 4 Chemical and Electrochemical Energy Based ProcessesDocument31 pagesUnconventional Machining Process - Unit 4 Chemical and Electrochemical Energy Based Processesanon_185555118No ratings yet
- Advantages and Limitations of Electrical-Discharge Machining (EDM)Document20 pagesAdvantages and Limitations of Electrical-Discharge Machining (EDM)WongXinXinNo ratings yet
- Nontraditional Machining ProcessDocument86 pagesNontraditional Machining ProcessVarad DateNo ratings yet
- Nontraditional Manufacturing ProcessesDocument157 pagesNontraditional Manufacturing ProcessesProf. Arshad Noor Siddiqui (D/o Mechanical Engineering)No ratings yet
- Chapter 5 Electrical Discharge Machining EDMDocument46 pagesChapter 5 Electrical Discharge Machining EDMsiva boyNo ratings yet
- Unit 6 - Pcc-Me-304 - Manufacturing TechnologyDocument35 pagesUnit 6 - Pcc-Me-304 - Manufacturing TechnologyANANYA SINGHNo ratings yet
- BN 621Document3 pagesBN 621tnchsgNo ratings yet
- HLux Strategy PDFDocument1 pageHLux Strategy PDFtnchsgNo ratings yet
- Power Screw: Square Threads Acme ThreadsDocument9 pagesPower Screw: Square Threads Acme ThreadstnchsgNo ratings yet
- By: Hlux Strategy: Repeat 4 Rounds: Turn # Level: 28 0 Boost Level: 28 0 Boost Level: 30 0 Boost RemarksDocument1 pageBy: Hlux Strategy: Repeat 4 Rounds: Turn # Level: 28 0 Boost Level: 28 0 Boost Level: 30 0 Boost RemarkstnchsgNo ratings yet
- Linear Actuators Accelerate Motion-System Design: What's InsideDocument1 pageLinear Actuators Accelerate Motion-System Design: What's InsidetnchsgNo ratings yet
- Basic Machine Processes: Identify The Basic Concepts of The Manufacturing ProcessesDocument34 pagesBasic Machine Processes: Identify The Basic Concepts of The Manufacturing ProcessestnchsgNo ratings yet
- Grinding WheelsDocument26 pagesGrinding Wheelsznovak77No ratings yet
- 1 VR6470LVM (VR6272) (E)Document44 pages1 VR6470LVM (VR6272) (E)tnchsgNo ratings yet
- Intro To Machine Vision SlidesDocument49 pagesIntro To Machine Vision Slidestnchsg100% (3)
- ISO 4026 DIN 913: GewindestifteDocument3 pagesISO 4026 DIN 913: GewindestiftetnchsgNo ratings yet
- Measurement GC 600e71 GB WW 1065-4Document70 pagesMeasurement GC 600e71 GB WW 1065-4tnchsgNo ratings yet
- M Cubed Thermal Management Materials WebDocument2 pagesM Cubed Thermal Management Materials WebtnchsgNo ratings yet
- Mould+Steel+1 2316 (ESR)Document3 pagesMould+Steel+1 2316 (ESR)tnchsgNo ratings yet
- Jis G4051Document7 pagesJis G4051tnchsgNo ratings yet
- CeramicsDocument39 pagesCeramicsAlok MahadikNo ratings yet
- Inch Fastener Standards 8th Edition PreviewDocument18 pagesInch Fastener Standards 8th Edition Previewtnchsg50% (4)
- S 275Document3 pagesS 275tnchsgNo ratings yet
- Contango-Rotating ServiceDocument3 pagesContango-Rotating Servicecontango O&GNo ratings yet
- Alpha Water Clarifier OfferDocument5 pagesAlpha Water Clarifier OfferumeshpatelNo ratings yet
- Sci 202 - Course GuideDocument8 pagesSci 202 - Course GuideRicardo VelozNo ratings yet
- Basic Fire Safety Awareness TrainingDocument39 pagesBasic Fire Safety Awareness TrainingDominic John ArmadaNo ratings yet
- Basic Tongs - Light Duty: by Denis FrechetteDocument3 pagesBasic Tongs - Light Duty: by Denis FrechetteGustavo Marmolejo RéquizNo ratings yet
- Hollow Section Acc. To 10210 PDFDocument3 pagesHollow Section Acc. To 10210 PDFMuhammad HaritsNo ratings yet
- Lijadora PlanosDocument6 pagesLijadora PlanosAlejo SaldarriagaNo ratings yet
- Cement Manufacturing ProcessDocument2 pagesCement Manufacturing ProcessTeja Mandapati100% (2)
- Chatak Cement IndustryDocument52 pagesChatak Cement IndustryAnonymous okVyZFmqqXNo ratings yet
- LPT Proc KNPC 4Document7 pagesLPT Proc KNPC 4AL MAGWA CA4079No ratings yet
- Hammer MillDocument5 pagesHammer MillManahil KhanNo ratings yet
- CHM271 - Study Case (Recommendation)Document1 pageCHM271 - Study Case (Recommendation)Faidz FahmyNo ratings yet
- Vacuum JetDocument1 pageVacuum Jetmausanchezmej.ingenieriaNo ratings yet
- Teflon Based GasketsDocument2 pagesTeflon Based GasketsAndroidNo ratings yet
- How To Make A R2D2 Full Size Scratch BuiltDocument10 pagesHow To Make A R2D2 Full Size Scratch BuiltbudituxNo ratings yet
- MDF Versus Plywood Comparison ChartDocument4 pagesMDF Versus Plywood Comparison ChartAnonymous Qm0zbNkNo ratings yet
- Z 1234Document25 pagesZ 1234Mertcan AslanNo ratings yet
- La Copia Stampata Non E' Soggetta A Controllo: Electrostatic Painting With Epoxy-Polyester Powder PaintsDocument3 pagesLa Copia Stampata Non E' Soggetta A Controllo: Electrostatic Painting With Epoxy-Polyester Powder PaintsdmejiaNo ratings yet
- Annexure-5-Technical Specification For Structural Steel WorksDocument20 pagesAnnexure-5-Technical Specification For Structural Steel WorksGarapati Bala KrishnaNo ratings yet
- Catalog Vertex-40 OKDocument535 pagesCatalog Vertex-40 OKHoang NguyenNo ratings yet
- Corrosion Prevention & ControlDocument16 pagesCorrosion Prevention & ControlAl KefahNo ratings yet
- Welding Cheat SheetDocument1 pageWelding Cheat SheetDude100% (1)
- NADCAP ChecklistaDocument9 pagesNADCAP ChecklistaThomas HanssonNo ratings yet
- Gantry Sign SP-100Document2 pagesGantry Sign SP-100Nouman MohsinNo ratings yet
- HOC Xtreme (Dau Thuy Luc)Document11 pagesHOC Xtreme (Dau Thuy Luc)Sinh LeNo ratings yet
- Handbook Flanges & BoltsDocument2 pagesHandbook Flanges & Boltstrane0102198No ratings yet
- 482r Model MasineDocument19 pages482r Model MasineZoran DjukicNo ratings yet
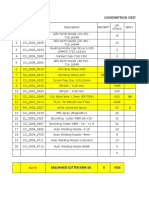
- Consumables Consumption Daily Update SheetDocument2 pagesConsumables Consumption Daily Update SheetAnilkumar G NairNo ratings yet