Download as ppt, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
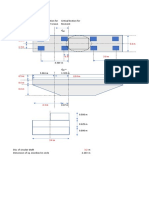
- Critical Section For Moment Critical Section For Shear and TorsionDocument7 pagesCritical Section For Moment Critical Section For Shear and TorsionShashank Srivastava0% (1)
- SiC EpitaxyDocument48 pagesSiC EpitaxyRamakrishnan RamNo ratings yet
- SOP 2 KaustDocument3 pagesSOP 2 KaustAbu Suraisy100% (1)
- Application of Soft-Hard MagnetsDocument31 pagesApplication of Soft-Hard MagnetsRamakrishnan RamNo ratings yet
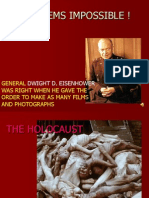
- Events That Shook The WorldDocument11 pagesEvents That Shook The WorldRamakrishnan RamNo ratings yet
- SuperconductorsDocument19 pagesSuperconductorsRamakrishnan Ram100% (1)
- 353 Xtal GrowthDocument5 pages353 Xtal GrowthRamakrishnan RamNo ratings yet
- MNW Lect Quant TunnelingDocument7 pagesMNW Lect Quant TunnelingRamakrishnan RamNo ratings yet
- Review of Shape Memory Alloy As Damping Material For Vibration ControlDocument9 pagesReview of Shape Memory Alloy As Damping Material For Vibration Controlletter_ashish4444No ratings yet
- Id 19Document13 pagesId 19Fernando SolisNo ratings yet
- Lec 11Document39 pagesLec 11renNo ratings yet
- Acta Materialia: T.C. Su, C. O'Sullivan, T. Nagira, H. Yasuda, C.M. GourlayDocument18 pagesActa Materialia: T.C. Su, C. O'Sullivan, T. Nagira, H. Yasuda, C.M. GourlayAT8iNo ratings yet
- Nanoelectronics: ECT292 Category L T P CreditDocument7 pagesNanoelectronics: ECT292 Category L T P CreditanoopegNo ratings yet
- Design Calculation of Pier Cap With 30.050 M Overall Length of Superstructure in Curved Alignment - R0 - DN-D07Document25 pagesDesign Calculation of Pier Cap With 30.050 M Overall Length of Superstructure in Curved Alignment - R0 - DN-D07Partha Gangopadhyay100% (1)
- Rak-43 3136 Prestressed Section Elastic ShorteningDocument2 pagesRak-43 3136 Prestressed Section Elastic ShorteningrammirisNo ratings yet
- Heat Transfer Short Notes PDFDocument35 pagesHeat Transfer Short Notes PDFBishal BortamulyNo ratings yet
- Sheep Wool ConcreteDocument10 pagesSheep Wool Concretesharin vargheseNo ratings yet
- JEE Main Polymers Revision Notes - Free PDF DownloadDocument8 pagesJEE Main Polymers Revision Notes - Free PDF Downloadpurple youNo ratings yet
- Steam Tables in Excel (By IIT, Mumbai)Document14 pagesSteam Tables in Excel (By IIT, Mumbai)myself_riteshNo ratings yet
- Ejercicio Resuelto de Tema Semana 4Document6 pagesEjercicio Resuelto de Tema Semana 4tomNo ratings yet
- International Society For Rock Mechanics Commission On Standardization of Laboratory and Field TestsDocument3 pagesInternational Society For Rock Mechanics Commission On Standardization of Laboratory and Field TestsJimmy AngelNo ratings yet
- Welding of Heat-Resisting Steels: Material For May 7th 2010Document43 pagesWelding of Heat-Resisting Steels: Material For May 7th 2010ABRAHAM SILVA HERNANDEZNo ratings yet
- AO204 Aircraft Structures - I PDFDocument2 pagesAO204 Aircraft Structures - I PDFVIGNESH RAJNo ratings yet
- Development and Application of Precast Concrete Double Wall System To Improve Productivity of Retaining Wall ConstructionDocument12 pagesDevelopment and Application of Precast Concrete Double Wall System To Improve Productivity of Retaining Wall ConstructionVasthy Jael Diaz GellNo ratings yet
- Metallurgical Features of NANOHITEN and Application To Warm StampingDocument6 pagesMetallurgical Features of NANOHITEN and Application To Warm Stampingdhafi keceNo ratings yet
- Method of Least Work: Swedish College of Engineering & Technology, Wah CanttDocument98 pagesMethod of Least Work: Swedish College of Engineering & Technology, Wah CanttpraveennagarajanNo ratings yet
- Martensitic Stainless SteelsDocument8 pagesMartensitic Stainless SteelsAdilmar E. NatãnyNo ratings yet
- China Steel PDFDocument38 pagesChina Steel PDFKalpeshNo ratings yet
- Failure Analysis of A Diesel Generator Connecting Rod PDFDocument8 pagesFailure Analysis of A Diesel Generator Connecting Rod PDFLeyner Ignacio CorreaNo ratings yet
- Experimental Research On The Behaviour of High Frequency Fatigue in ConcreteDocument10 pagesExperimental Research On The Behaviour of High Frequency Fatigue in Concreteming_zhu10No ratings yet
- Thermal Effects On MaterialsDocument37 pagesThermal Effects On MaterialsChockkalingam SubramanianNo ratings yet
- Part 1 CEAT - Post Installed Anchor - Design 2013revDocument79 pagesPart 1 CEAT - Post Installed Anchor - Design 2013revTanawat NuchNo ratings yet
- Padeye - SkidDocument16 pagesPadeye - SkidNaresh Kumar100% (1)
- Theory of Elasticity and PlasticityDocument3 pagesTheory of Elasticity and Plasticityrameshbabu_1979100% (1)
- Magnetic Materials PhyDocument18 pagesMagnetic Materials PhyMamidi Satya narayana100% (1)
- Embrittlement of Nylon in Arid EnvironmentsDocument78 pagesEmbrittlement of Nylon in Arid EnvironmentsSteven_Bolwing100% (1)