Download as ppt, pdf, or txt
You might also like
- 6) Fläkts FansSystem StagECC 2009Document82 pages6) Fläkts FansSystem StagECC 2009hmaza shakeelNo ratings yet
- Welcome To All: Basics of Dedusting (Nuisance) FilterDocument109 pagesWelcome To All: Basics of Dedusting (Nuisance) Filterm_verma21100% (2)
- Bag HouseDocument23 pagesBag HouseTarak A Positive100% (1)
- Bag HouseDocument55 pagesBag HousegovardhanNo ratings yet
- 6 Bag House BasicsDocument27 pages6 Bag House BasicsPANKAJ AGRAHARI100% (1)
- Main Fans: by Daniel Brassel (Cts - TPT)Document41 pagesMain Fans: by Daniel Brassel (Cts - TPT)Mahmoud MohammadNo ratings yet
- The Cement Grinding Office: Home About Us Services Mining AreaDocument3 pagesThe Cement Grinding Office: Home About Us Services Mining AreaVisnu SankarNo ratings yet
- Company Name: Facility Name: Dust Collection Emissions - Particulate (PM 10)Document2 pagesCompany Name: Facility Name: Dust Collection Emissions - Particulate (PM 10)Kumaran GopalNo ratings yet
- 10 BagHouseDocument32 pages10 BagHouseSrikant Ch100% (1)
- Cyclone Design Calculation Tool SimplifiedDocument6 pagesCyclone Design Calculation Tool SimplifiedKevin WilliamNo ratings yet
- Belt Conveyor Capacity Calculation Form: Remarks Selelct / Insert Values in Orange FieldDocument1 pageBelt Conveyor Capacity Calculation Form: Remarks Selelct / Insert Values in Orange FieldManoj ThakurNo ratings yet
- (Cyclone Separator) PDFDocument11 pages(Cyclone Separator) PDFهاجر صالح جبارNo ratings yet
- Bag FilterDocument27 pagesBag FiltermkpqNo ratings yet
- Bag FiltersDocument18 pagesBag FiltersMehmet C100% (2)
- Bag FilterDocument64 pagesBag FilterAtul Jain100% (1)
- Design Recommendations For Process FiltersDocument8 pagesDesign Recommendations For Process FiltersKenny RuizNo ratings yet
- Data Bag Filter Narogong 2: Polyster Antistatis Polyster Antistatis Polyster Antistatis Polyster AntistatisDocument7 pagesData Bag Filter Narogong 2: Polyster Antistatis Polyster Antistatis Polyster Antistatis Polyster AntistatisSafrin SangiaNo ratings yet
- WHRS and PP For Cement Plants - Todays Boiler Spring 2014Document2 pagesWHRS and PP For Cement Plants - Todays Boiler Spring 2014ash22202No ratings yet
- FIMSUP Double Rows Graphite Sealing For Rotary KilnDocument4 pagesFIMSUP Double Rows Graphite Sealing For Rotary KilnFurqan ShabbirNo ratings yet
- Rotary FurnaceDocument10 pagesRotary Furnaceagbajelola idrisNo ratings yet
- Rotary Kiln SimulatorDocument10 pagesRotary Kiln SimulatorPassmore DubeNo ratings yet
- Can VelocityDocument4 pagesCan VelocityRawatNo ratings yet
- False AirDocument665 pagesFalse AirSantanu PachhalNo ratings yet
- Draft of Chimney CalculationDocument7 pagesDraft of Chimney Calculationshani5573No ratings yet
- Reverse Air Bag House PDFDocument4 pagesReverse Air Bag House PDFRanga VamshiNo ratings yet
- Flowsheet& Theoretical HeatDocument35 pagesFlowsheet& Theoretical HeatRamachandrarao MaddaliNo ratings yet
- KilnDocument2 pagesKilnSSAC PVT.LTD.100% (1)
- MEBCO - Bag Filter (SHC) - enDocument27 pagesMEBCO - Bag Filter (SHC) - enhcqwert trewqNo ratings yet
- Bag Filter CalculationDocument4 pagesBag Filter CalculationJag Khadse100% (1)
- Data and Result Calculation Bag FilterDocument2 pagesData and Result Calculation Bag FilterUmmiey SyahirahNo ratings yet
- 2 - Fan Assessment - PresentationDocument15 pages2 - Fan Assessment - PresentationSundara SubramaniyanNo ratings yet
- Fan Efficiency CalculatorDocument109 pagesFan Efficiency CalculatorSantanu PachhalNo ratings yet
- Ecway Technologies: Design and Fabrication of Cyclone Seperator Using Vane PumpDocument9 pagesEcway Technologies: Design and Fabrication of Cyclone Seperator Using Vane Pumpieee4mybusinessonly100% (1)
- Data Sheet Jet Pulse Bag FilterDocument1 pageData Sheet Jet Pulse Bag FilterHassan SleemNo ratings yet
- Fabric Filter Design VariablesDocument14 pagesFabric Filter Design VariablesElumalai Srinivasan100% (2)
- Bag Filter Calculation1234567 IPDocument24 pagesBag Filter Calculation1234567 IPsujith kumarNo ratings yet
- Esp PresentationDocument19 pagesEsp PresentationRocky JonesNo ratings yet
- RABH-sugest by SatputeDocument1 pageRABH-sugest by Satputegvrr1954No ratings yet
- Esp eDocument40 pagesEsp eVijayakumarVageesanNo ratings yet
- Excel Sheet For Fuel UsageDocument7 pagesExcel Sheet For Fuel UsageAnonymous Xi0MsWMpNo ratings yet
- Fans & BlowersDocument7 pagesFans & BlowersSanjoy Kr. DeyNo ratings yet
- Bag Filter CalculationDocument2 pagesBag Filter Calculationjenifferrayen75% (8)
- High Air To Cloth Ratio Bag FilterDocument2 pagesHigh Air To Cloth Ratio Bag Filterayaskant751001No ratings yet
- Combustion Air Fan CalculationDocument2 pagesCombustion Air Fan CalculationVijay BhanNo ratings yet
- Screw Conveyor Example - Engineering GuideDocument12 pagesScrew Conveyor Example - Engineering GuideskylineshareNo ratings yet
- Benchmarks IndiaDocument78 pagesBenchmarks IndialafecapoNo ratings yet
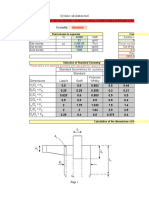
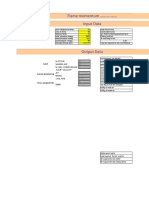
- Flame Momentum CalculationDocument7 pagesFlame Momentum CalculationMohamed ZayedNo ratings yet
- Interstitial Velocity GuidelinesDocument6 pagesInterstitial Velocity GuidelinesnaushadNo ratings yet
- Ceramic Ball in Cement IndustryDocument6 pagesCeramic Ball in Cement IndustryMauricio PortillaNo ratings yet
- Static Separator Design CalculationDocument9 pagesStatic Separator Design CalculationbipinagarwalNo ratings yet
- Twin Flue MEPL ReferenceDocument3 pagesTwin Flue MEPL ReferenceDurjoy ChakrabortyNo ratings yet
- From Wikipedia, The Free Encyclopedia: Process Duct WorkDocument17 pagesFrom Wikipedia, The Free Encyclopedia: Process Duct WorkB DASNo ratings yet
- Kiln Shell CoolingDocument4 pagesKiln Shell CoolingjmpbarrosNo ratings yet
- Air Pollution Treatment MethodsDocument64 pagesAir Pollution Treatment Methodssagbvn100% (1)
- Latest Fabric Filter Technology For Power IndustryDocument47 pagesLatest Fabric Filter Technology For Power IndustrysimplyammarNo ratings yet
- Bag Filter PrincipleDocument3 pagesBag Filter PrincipleZahoor Ahmed75% (8)
- Fabric Dust Collector SystemsDocument50 pagesFabric Dust Collector Systemsbreyes25100% (3)
- Environmental Pollution Control: - K.PRAVEEN B.Tech (Under Graduate)Document24 pagesEnvironmental Pollution Control: - K.PRAVEEN B.Tech (Under Graduate)saiganeshmadasuNo ratings yet
- Air Cooler Cleaning TechniqueDocument4 pagesAir Cooler Cleaning Techniquedinakaranpatel100% (1)
- Gravitational Settling ChambersDocument6 pagesGravitational Settling ChambersVinod KumarNo ratings yet
- Ball Mill - Finish Mill Ball Charge CalculationDocument4 pagesBall Mill - Finish Mill Ball Charge Calculationrudye kardunNo ratings yet
- Cooler Bed DepthDocument3 pagesCooler Bed Depthrudye kardunNo ratings yet
- Laboratory Test Report Quality Assurance Department Qard Incoming Raw Coal StorageDocument2 pagesLaboratory Test Report Quality Assurance Department Qard Incoming Raw Coal Storagerudye kardunNo ratings yet
- Lucie MillDocument50 pagesLucie Millrudye kardunNo ratings yet
- Evaporation CalculationDocument2 pagesEvaporation Calculationrudye kardunNo ratings yet
- ABB Raw Mix Preparation PDFDocument8 pagesABB Raw Mix Preparation PDFrudye kardun100% (1)
- A Comparative Analysis of The Recent Cement Grinding Systems With Particle-Based Influences On Cement Properties PDFDocument109 pagesA Comparative Analysis of The Recent Cement Grinding Systems With Particle-Based Influences On Cement Properties PDFrudye kardunNo ratings yet
- Mining Division: Pt. Indocement Tunggal Prakarsa, TBKDocument19 pagesMining Division: Pt. Indocement Tunggal Prakarsa, TBKrudye kardunNo ratings yet
- Livro Química Analítica Qualitativa - VogelDocument617 pagesLivro Química Analítica Qualitativa - VogelDaniel PrettiNo ratings yet
- CESA Projects PDFDocument15 pagesCESA Projects PDFrudye kardunNo ratings yet
- Architecture Specifications For W - FDocument12 pagesArchitecture Specifications For W - FDileepa DissanayakeNo ratings yet
- Imp 4Document38 pagesImp 4nikhilNo ratings yet
- An Assessment of Small-Scale STP Technologies: India: Examples, Performance, and Cost For Three Common STP TypesDocument35 pagesAn Assessment of Small-Scale STP Technologies: India: Examples, Performance, and Cost For Three Common STP TypesRabindra SinghNo ratings yet
- Making A Topponcino: Material: For Front of ShamDocument3 pagesMaking A Topponcino: Material: For Front of Shamjeanete1234No ratings yet
- K 5Document44 pagesK 5Ricardo Rincon Vega100% (1)
- Gas Turbine IntroductionDocument84 pagesGas Turbine IntroductionMohammad Akram100% (3)
- HTCR Vs HTERDocument7 pagesHTCR Vs HTERlaquetengoNo ratings yet
- Workshop Manual: Book ID: 4-P08273CU - ENDocument192 pagesWorkshop Manual: Book ID: 4-P08273CU - ENJulio Ortega100% (4)
- t275 PDFDocument1 paget275 PDFAnonymous PCsoNCt0mFNo ratings yet
- Hdpe MSDSDocument2 pagesHdpe MSDSAhmad Matin RifaldiNo ratings yet
- Flowcrete Uk Tds Deckshield Rapide Ed3 August 2021Document2 pagesFlowcrete Uk Tds Deckshield Rapide Ed3 August 2021nblinoNo ratings yet
- Yale Cadance OrCAD Layout TutorialDocument32 pagesYale Cadance OrCAD Layout TutorialIon IonutNo ratings yet
- Declaration of ConformityDocument10 pagesDeclaration of ConformityLol RatNo ratings yet
- 08-08-2019Document18 pages08-08-2019KBR GADAGNo ratings yet
- Sewage TreatmentDocument99 pagesSewage Treatmentfatkhan fatahillahNo ratings yet
- Stainless Steel in The Pharmaceutical Food and Beverages Industries PDFDocument2 pagesStainless Steel in The Pharmaceutical Food and Beverages Industries PDFEng.sh1994shhotmail.com EngNo ratings yet
- SpecsCASE 621E SeriesDocument6 pagesSpecsCASE 621E SeriesDian SikumbangNo ratings yet
- Daf English 2009 PDFDocument2 pagesDaf English 2009 PDFAquasoul CoNo ratings yet
- Introducing Cold Pilger Mill Technology - Tube and Pipe ProductionDocument4 pagesIntroducing Cold Pilger Mill Technology - Tube and Pipe Productionribeiro30No ratings yet
- Final PPT LITRACONDocument15 pagesFinal PPT LITRACONRAmyaNo ratings yet
- Different Types of Floor CoveringsDocument18 pagesDifferent Types of Floor Coveringssurya rajputNo ratings yet
- FPA 5000 Quick Selection Guide EnUS 1218515979Document2 pagesFPA 5000 Quick Selection Guide EnUS 1218515979kao sophearakNo ratings yet
- Comparison of Mineral Wool Vs Calcium Silicate Pipe SectionsDocument9 pagesComparison of Mineral Wool Vs Calcium Silicate Pipe SectionsPhan Công ChiếnNo ratings yet
- Cofran Marathon Premium 15w40 enDocument1 pageCofran Marathon Premium 15w40 enAhmed KabbajNo ratings yet
- Update Terbaru PFD FixDocument1 pageUpdate Terbaru PFD FixaulianwNo ratings yet
- Experiment 6 DrillingDocument17 pagesExperiment 6 DrillingAnusha Anu100% (1)
- Production and Materials Management (Study Material) : Sri Vidya Mandir Arts and Science College (Autonomous)Document87 pagesProduction and Materials Management (Study Material) : Sri Vidya Mandir Arts and Science College (Autonomous)Anonymous 1ClGHbiT0JNo ratings yet
- Challenges With Using Ethyl Silicate Inorganic Zinc-Rich PrimerDocument43 pagesChallenges With Using Ethyl Silicate Inorganic Zinc-Rich PrimerMOHAMEDNo ratings yet
- MultitecDocument96 pagesMultitecarietilang100% (1)
- Flowserve, Rotary Valve & Actuation CatalogueDocument27 pagesFlowserve, Rotary Valve & Actuation CatalogueJunaidi Santoso100% (1)