Download as ppt, pdf, or txt
You might also like
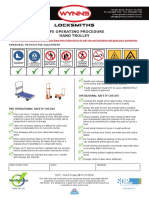
- Safe Operating Procedure Hand Trolley: Personal Protective EquipmentDocument4 pagesSafe Operating Procedure Hand Trolley: Personal Protective EquipmentERA SUKARNONo ratings yet
- SOP Safe Work Procedure PDFDocument42 pagesSOP Safe Work Procedure PDFVICTOR100% (1)
- JSA - Suface Preparationand Brush PaintingDocument5 pagesJSA - Suface Preparationand Brush PaintingAzad pravesh khanNo ratings yet
- Portable Grinder Operating ProceduresDocument2 pagesPortable Grinder Operating ProceduresSammie Williams100% (1)
- J STD 006BDocument4 pagesJ STD 006BAlejandra G0% (3)
- Calculating Oxidant Dose To Remove BOD or CODDocument2 pagesCalculating Oxidant Dose To Remove BOD or CODmanikandan210689% (9)
- SPM Dart Valve Manual PDFDocument32 pagesSPM Dart Valve Manual PDFYM Edwin Gil Beltran100% (2)
- Portable Grinder SafetyDocument23 pagesPortable Grinder SafetyMohammad Masihullah100% (1)
- !drilling Machine Geared Head InstructionDocument5 pages!drilling Machine Geared Head InstructionTiago PaivaNo ratings yet
- Grinding Machine Safety Operating ProcedureDocument2 pagesGrinding Machine Safety Operating ProcedureDominic Libradilla50% (2)
- Hira - Mobile CraneDocument4 pagesHira - Mobile CraneSantosh SinghNo ratings yet
- Hand Grinder IncidentDocument1 pageHand Grinder IncidentMohammedNo ratings yet
- CCM HIRA Register (CCM)Document13 pagesCCM HIRA Register (CCM)mool rajNo ratings yet
- Hira - Eot CraneDocument4 pagesHira - Eot CraneSantosh SinghNo ratings yet
- MWR 135Document20 pagesMWR 135Philip Bautista TotanesNo ratings yet
- Topic For TBMDocument19 pagesTopic For TBMdauxomNo ratings yet
- JSA WeldingDocument4 pagesJSA Weldingyc safetyNo ratings yet
- RA Every ActvityDocument38 pagesRA Every ActvityvijayNo ratings yet
- Portable Grinder SafetyDocument20 pagesPortable Grinder SafetysabaNo ratings yet
- Octopus Jsa For Fusion WeldingDocument2 pagesOctopus Jsa For Fusion WeldingOgunwa EmmanuelNo ratings yet
- RA For Air BlowingDocument9 pagesRA For Air BlowingAriel Dela CruzNo ratings yet
- JSA NO 2 Piling WorkDocument6 pagesJSA NO 2 Piling WorkfadliNo ratings yet
- Working at Height Risk Assessment Mar 21Document2 pagesWorking at Height Risk Assessment Mar 21tariq1987No ratings yet
- Behavior and Accident Causation: Occupational Health and Safety PUBH 34310 November 5, 2004Document36 pagesBehavior and Accident Causation: Occupational Health and Safety PUBH 34310 November 5, 2004varunstuffNo ratings yet
- Roof Sheeting JSADocument6 pagesRoof Sheeting JSAJogendra BeharaNo ratings yet
- Rock Breaker Self ChecklistDocument1 pageRock Breaker Self ChecklistNair R RakeshNo ratings yet
- OCP - 21 - Safe Use of HelmetDocument2 pagesOCP - 21 - Safe Use of HelmetNagendra Kumar SinghNo ratings yet
- Work Method Statement: Maxworks LTD Montebello, Pailles Mr. Georges Yueng Wye Kong 2086463Document15 pagesWork Method Statement: Maxworks LTD Montebello, Pailles Mr. Georges Yueng Wye Kong 2086463Vinaye GopaulNo ratings yet
- JSA GrinderAngleDocument2 pagesJSA GrinderAngleslamet_rNo ratings yet
- 04, Use of Hand ToolsDocument2 pages04, Use of Hand ToolsFrancis K BonfulNo ratings yet
- Job Hazard Analysis Worksheet: Page 1 of 2Document2 pagesJob Hazard Analysis Worksheet: Page 1 of 2Lourdes Marianne MenesesNo ratings yet
- Sop Angle GrinderDocument3 pagesSop Angle GrinderKyaw Kyaw Aung50% (2)
- Shaping MachineDocument1 pageShaping MachineUmashankar DebBarmaNo ratings yet
- Job Safety Analysis Erection SiloDocument3 pagesJob Safety Analysis Erection SiloDanangNo ratings yet
- Thyssenkrupp Industrial Solutions (India) Job Safety AnalysisDocument11 pagesThyssenkrupp Industrial Solutions (India) Job Safety AnalysisNitesh kumar yadav100% (1)
- Safe Use of LatheDocument23 pagesSafe Use of LathePratyay Kumar Basu100% (1)
- MSDS - Asada Threading Oiil Red - ENDocument7 pagesMSDS - Asada Threading Oiil Red - ENnghiaNo ratings yet
- 01.hse Instruction - Shop FloorDocument3 pages01.hse Instruction - Shop Floormuthuswamy77No ratings yet
- All JSAsDocument88 pagesAll JSAsQamar KhanNo ratings yet
- Safe Work Procedure: Overhead CraneDocument2 pagesSafe Work Procedure: Overhead CraneNos GoteNo ratings yet
- Hand and Power Tool Safety 08Document60 pagesHand and Power Tool Safety 08Adel Ali100% (1)
- 39-98 - Safe Use of Lifting Machines and Lifting Tackle - 0Document59 pages39-98 - Safe Use of Lifting Machines and Lifting Tackle - 0JakesNo ratings yet
- Material Handling (Rigging)Document61 pagesMaterial Handling (Rigging)md yasinNo ratings yet
- Hydraulic Press: - ManualDocument4 pagesHydraulic Press: - ManualUlviyye Elesgerova100% (1)
- SOP For Gas Cutting Amp WeldingDocument12 pagesSOP For Gas Cutting Amp WeldingRmr ReyesNo ratings yet
- Safe Operating Procedures 08 Air CompressorDocument2 pagesSafe Operating Procedures 08 Air CompressorAkbarNo ratings yet
- Monsoon Driving SafetyDocument3 pagesMonsoon Driving SafetyRohan SirsiNo ratings yet
- SOP For Use of Grinder Machines in WorkshopDocument8 pagesSOP For Use of Grinder Machines in WorkshopFaisal RajaNo ratings yet
- Welding ArcDocument1 pageWelding ArcLove100% (1)
- Health Safety & Environment WI - C PDFDocument134 pagesHealth Safety & Environment WI - C PDFNilesh DeoreNo ratings yet
- 16.18 TBT - Gas Welding and CuttingDocument2 pages16.18 TBT - Gas Welding and Cuttinggrant100% (1)
- Boom Lift PDFDocument2 pagesBoom Lift PDFcityofdarwingisNo ratings yet
- Overhead Crane OperationDocument4 pagesOverhead Crane OperationDraj CahyaNo ratings yet
- JSA - 003 - Tripod Rig Erection, Operation and DismantlingDocument2 pagesJSA - 003 - Tripod Rig Erection, Operation and DismantlingAbhijit JanaNo ratings yet
- Safety Standard For Material Storage and HandlingDocument48 pagesSafety Standard For Material Storage and Handlingvinodh nairNo ratings yet
- Working at Heights Checklist-TCNDocument2 pagesWorking at Heights Checklist-TCNYuli AriyonoNo ratings yet
- Metal Chop Saw SopDocument2 pagesMetal Chop Saw SopkylealamangoNo ratings yet
- Eis 28Document4 pagesEis 28Ab AUNo ratings yet
- OCP 12 - Working at HeightDocument2 pagesOCP 12 - Working at HeightVipin Kumar Parashar100% (1)
- Safe Operating Procedure: Pinch PointsDocument1 pageSafe Operating Procedure: Pinch PointsAndri IrawanNo ratings yet
- Sogetrap JSA Lifting Cabin by ForkliftDocument2 pagesSogetrap JSA Lifting Cabin by ForkliftTSP HSENo ratings yet
- Craftsman 917.272065 MowerDocument64 pagesCraftsman 917.272065 Mowertjtechster100% (1)
- ASTM B374 Standard Terminology Relating To ElectroplatingDocument9 pagesASTM B374 Standard Terminology Relating To ElectroplatingJinsoo Kim100% (3)
- An Introduction To CNC MachinesDocument20 pagesAn Introduction To CNC MachinesBHAVESHNo ratings yet
- Operating and Installation Instructions For Washer-Extractor WS 5426 MC 13Document52 pagesOperating and Installation Instructions For Washer-Extractor WS 5426 MC 13petarNo ratings yet
- PuDocument5 pagesPuasoka33No ratings yet
- Conveyor Engineering Screw Conveyor Manual 2.19h UnsecDocument107 pagesConveyor Engineering Screw Conveyor Manual 2.19h Unsecalex_souzabrNo ratings yet
- Automatic Punching Machine: A Low Cost Approach: Arun S, Sree Rajendra and Vijayavithal BongaleDocument10 pagesAutomatic Punching Machine: A Low Cost Approach: Arun S, Sree Rajendra and Vijayavithal BongaleaktNo ratings yet
- Best Practice Guide On TheDocument22 pagesBest Practice Guide On TheMichael AbrahaNo ratings yet
- Factory Assembled Insulated Sandwich Panels Using Puf: M/s Metecno (India) Pvt. LTDDocument38 pagesFactory Assembled Insulated Sandwich Panels Using Puf: M/s Metecno (India) Pvt. LTDDiya MakanurNo ratings yet
- The Properties of Chopped Basalt Fibre Reinforced Self-CompactingDocument8 pagesThe Properties of Chopped Basalt Fibre Reinforced Self-CompactingEjaz RahimiNo ratings yet
- Indian Standard I: Covered Electrodes For Manual Metal Arc Welding of Carbon and Carbon Manganese Steel - SpecificationDocument27 pagesIndian Standard I: Covered Electrodes For Manual Metal Arc Welding of Carbon and Carbon Manganese Steel - SpecificationStarla HillNo ratings yet
- Digital Radiography and StandardDocument33 pagesDigital Radiography and StandardAbd Rahman AliasNo ratings yet
- Cetirizine Dihydrochloride 1084eDocument2 pagesCetirizine Dihydrochloride 1084eSurya Teja SeelojuNo ratings yet
- HAC GuideDocument16 pagesHAC GuideARC Electrical Safety ConsultingNo ratings yet
- Ajay Dimri: (Certificate No - 84801.)Document8 pagesAjay Dimri: (Certificate No - 84801.)muhammadazharNo ratings yet
- Journal of Hazardous Materials: Liming Hu, Zhiran XiaDocument8 pagesJournal of Hazardous Materials: Liming Hu, Zhiran XiaKaty Ccama MNo ratings yet
- 226N Data Sheet - FBE CoatingDocument2 pages226N Data Sheet - FBE Coatingbello imamNo ratings yet
- Tesys DF Ls1-Gk1 Df101Document2 pagesTesys DF Ls1-Gk1 Df101Zoran NesicNo ratings yet
- Wheel Accessory Products CatalogDocument20 pagesWheel Accessory Products CatalogjeevaNo ratings yet
- UT of Pressure Vessel Construction WeldsDocument30 pagesUT of Pressure Vessel Construction WeldsKashif KaziNo ratings yet
- Cu-XLPE-SWA - PVC 3X50 mm2Document1 pageCu-XLPE-SWA - PVC 3X50 mm2Jalal AlbadriNo ratings yet
- Nader NDB6AZ 63H Products SpecificationDocument6 pagesNader NDB6AZ 63H Products SpecificationMesfin MamoNo ratings yet
- BostDocument32 pagesBostDaniel DelinoNo ratings yet
- FI0120en 9571116 Planung Berechnung AusruestungDocument80 pagesFI0120en 9571116 Planung Berechnung AusruestungDursun ÇakrakNo ratings yet
- Waste ManegementDocument15 pagesWaste ManegementNasir Waqar Ahmad NasirNo ratings yet
- Home Construction of A TransformerDocument20 pagesHome Construction of A TransformerNelson P. ColoNo ratings yet
- Insulation SpecificationDocument1 pageInsulation SpecificationKittisak SungsanaNo ratings yet
- PT Level-2Document22 pagesPT Level-2Surendra KamalNo ratings yet