Download as ppt, pdf, or txt
You might also like
- Astm A1078 PDFDocument5 pagesAstm A1078 PDFmmendez113100% (1)
- QP Specification For Onshore Pipeline Construction (QP-SPC-L-018-R1)Document42 pagesQP Specification For Onshore Pipeline Construction (QP-SPC-L-018-R1)Rajeshwari70% (10)
- Rigging Study & Lifting Plan For Oil Storage Tank at NaimatDocument15 pagesRigging Study & Lifting Plan For Oil Storage Tank at NaimatEngr Arfan Ali Dhamraho100% (4)
- SUMMARY PQT PT PERTAMINA (PERSERO) 15 February 2017Document15 pagesSUMMARY PQT PT PERTAMINA (PERSERO) 15 February 2017YuwantoniAl100% (1)
- The Essentials of Material Science and Technology for EngineersFrom EverandThe Essentials of Material Science and Technology for EngineersRating: 5 out of 5 stars5/5 (1)
- ICORR Coating Inspector OptDocument99 pagesICORR Coating Inspector OptManthradhi Balaje100% (2)
- CRA Pipes: Corrosion TestDocument2 pagesCRA Pipes: Corrosion TestNavafNo ratings yet
- Comparison TableDocument6 pagesComparison TablePand AemonaEonNo ratings yet
- The Importance of Visual Welding InspectionDocument4 pagesThe Importance of Visual Welding Inspectionhekayat71No ratings yet
- 14-WIS5 Consumables 2006Document76 pages14-WIS5 Consumables 2006Rob WillestoneNo ratings yet
- Fracture ToughnessDocument46 pagesFracture Toughnessbabak_rajiNo ratings yet
- Gmaw STTDocument4 pagesGmaw STTAnonymous 0rt9KWmNNo ratings yet
- Clad PipesDocument4 pagesClad PipesSohail Tisekar100% (1)
- CRA Material PDFDocument114 pagesCRA Material PDFsenthil_kr100% (3)
- BV Inspection Report - NitolDocument3 pagesBV Inspection Report - NitolMr. JahirNo ratings yet
- Welding Imperfection Part 1Document18 pagesWelding Imperfection Part 1amit4709No ratings yet
- Introduction of Welding & NDT For Oil & Gas Offshore Infrastructure and Its Career ProspectsDocument25 pagesIntroduction of Welding & NDT For Oil & Gas Offshore Infrastructure and Its Career ProspectsAgung SatyaNo ratings yet
- Long Seam and Circumference Seam SetupDocument4 pagesLong Seam and Circumference Seam SetupAlesol EquipmentNo ratings yet
- 24 Steel PipesDocument11 pages24 Steel Pipeselynah mistiolaNo ratings yet
- Material InspectionDocument39 pagesMaterial Inspectionkrisman f siregar100% (1)
- Welding and Characterization of 5083 Aluminium Alloy PDFDocument6 pagesWelding and Characterization of 5083 Aluminium Alloy PDFPatricio G. ArrienNo ratings yet
- Bending Procedure Procedure No.: QP-03-05 Revision No.: 0Document5 pagesBending Procedure Procedure No.: QP-03-05 Revision No.: 0Agung PrasetyooNo ratings yet
- Types of ElectrodesDocument8 pagesTypes of ElectrodesTIBEBUNo ratings yet
- Why Is Preheating NecessaryDocument3 pagesWhy Is Preheating NecessaryahmedNo ratings yet
- Asme Ix - Welder Id Rev.2Document5 pagesAsme Ix - Welder Id Rev.2Joseph Peter100% (1)
- WM PWHTDocument18 pagesWM PWHTFaiz Ishak100% (1)
- 03 Wis5 Defect 2Document46 pages03 Wis5 Defect 2Dương PhúcNo ratings yet
- Weld Sa 178 Boiler Tubes PDFDocument10 pagesWeld Sa 178 Boiler Tubes PDFSai PrasathNo ratings yet
- Gas Pipeline Failures: by Failure Analysis Group WRD, CmrdiDocument44 pagesGas Pipeline Failures: by Failure Analysis Group WRD, Cmrdiروشان فاطمة روشانNo ratings yet
- Surface Tension Transfer (STT) : ApplicationDocument6 pagesSurface Tension Transfer (STT) : ApplicationAnonymous dvrhf5No ratings yet
- Kareem Ebraheem Abdelaziz: Welding QC EngineerDocument2 pagesKareem Ebraheem Abdelaziz: Welding QC EngineerKareem AbdelazizNo ratings yet
- PWHT TableDocument1 pagePWHT TableSumner TingNo ratings yet
- Elbow Component For Piping Direction ChangeDocument16 pagesElbow Component For Piping Direction ChangeKyaw Kyaw AungNo ratings yet
- Chapter 4 Year 3Document27 pagesChapter 4 Year 3Mohd SoufianNo ratings yet
- Expediting Report MIL-30Sept FINALDocument2 pagesExpediting Report MIL-30Sept FINALjasmineamma100% (1)
- What Is Lined and Clad Pipe - Difference Between Line and Clad Pipes PDFDocument5 pagesWhat Is Lined and Clad Pipe - Difference Between Line and Clad Pipes PDFbobyNo ratings yet
- How To Read Welding GaugesDocument8 pagesHow To Read Welding Gaugeservikas34No ratings yet
- Weld Quality Improvement: S. L. Pandit Lecturer/ EMDocument64 pagesWeld Quality Improvement: S. L. Pandit Lecturer/ EMmailbkrao100% (1)
- Rotary PipeCLADDocument7 pagesRotary PipeCLADsafari7No ratings yet
- Joint Fit Up and Alignment - StudentDocument22 pagesJoint Fit Up and Alignment - StudentSankar Krishnan100% (1)
- Job Knowledge 68Document8 pagesJob Knowledge 68Mehmet Soysal100% (1)
- 2037-PL-PL-0058-FR-T-025 Dated 18.12.19Document12 pages2037-PL-PL-0058-FR-T-025 Dated 18.12.19Dadaso Baburao JamdarNo ratings yet
- Weldability of MaterialsDocument5 pagesWeldability of MaterialsclnNo ratings yet
- Part 02 - Review of PWPS and WPSDocument9 pagesPart 02 - Review of PWPS and WPSYan FerizalNo ratings yet
- Pipeline Welding InspectionDocument4 pagesPipeline Welding InspectionRizky TrianandaNo ratings yet
- Subodh Lab Pricelist Rev1Document7 pagesSubodh Lab Pricelist Rev1anubhavlNo ratings yet
- 3 LPE CoatingDocument58 pages3 LPE Coatingkailash100% (2)
- National Iranian Gas Company IGAT 5 Gas Compressor Stations: 602-106-TSH-VD-015 Rev. 0 PWHT ProcedureDocument9 pagesNational Iranian Gas Company IGAT 5 Gas Compressor Stations: 602-106-TSH-VD-015 Rev. 0 PWHT ProcedurewiNo ratings yet
- Definition of Girth WeldDocument2 pagesDefinition of Girth WeldHung ChengNo ratings yet
- PWHT, HT, Igc, MawpDocument40 pagesPWHT, HT, Igc, Mawpsachinshirnath100% (1)
- Welding and Pipeline Technologies BrochureDocument8 pagesWelding and Pipeline Technologies BrochureFiroz KhanNo ratings yet
- API 1104 Acceptance CrtieriaDocument2 pagesAPI 1104 Acceptance CrtieriadownloadNo ratings yet
- WC515Document1 pageWC51555312714No ratings yet
- Submerged Arc Welding: by L D PoyyaraDocument29 pagesSubmerged Arc Welding: by L D PoyyararajeshNo ratings yet
- Basic Welding EngineeringDocument60 pagesBasic Welding EngineeringYuwantoniAlNo ratings yet
- Purging Brochure PDFDocument19 pagesPurging Brochure PDFjustinctlNo ratings yet
- Teknologi Dan Rekayasa: Oxy-Acetylene WeldingDocument23 pagesTeknologi Dan Rekayasa: Oxy-Acetylene Weldingcfcshaker100% (1)
- 03 - GtawDocument20 pages03 - GtawEnache DaniNo ratings yet
- Job Knowledge 13Document3 pagesJob Knowledge 13Mehmet SoysalNo ratings yet
- Welding Processes OverviewDocument52 pagesWelding Processes OverviewAnil Kumar TNo ratings yet
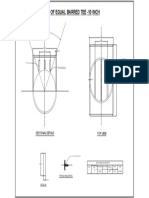
- Fabrication GAD of Equal Barred Tee - 10 Inch PDFDocument1 pageFabrication GAD of Equal Barred Tee - 10 Inch PDFThamaraikani Mani100% (1)
- Weld Cons SojamDocument7 pagesWeld Cons SojamAsad Bin Ala QatariNo ratings yet
- ASMe Sec2 PartcDocument53 pagesASMe Sec2 PartcSARSAN NDTNo ratings yet
- Advances in Welding For Sanitary DesignsDocument34 pagesAdvances in Welding For Sanitary Designskart_rlNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Gmail - Application For Electricity Meter ChangeDocument1 pageGmail - Application For Electricity Meter ChangeEngr Arfan Ali DhamrahoNo ratings yet
- Common Problems With Rigging Equipment: #1 - Missing or Illegible Identification/Tags On Rigging EquipmentDocument11 pagesCommon Problems With Rigging Equipment: #1 - Missing or Illegible Identification/Tags On Rigging EquipmentEngr Arfan Ali DhamrahoNo ratings yet
- Aim of Procedure: Inspection of Lifting EquipmentDocument11 pagesAim of Procedure: Inspection of Lifting EquipmentEngr Arfan Ali Dhamraho100% (1)
- Welding Machine InspectionDocument15 pagesWelding Machine InspectionEngr Arfan Ali DhamrahoNo ratings yet
- ASME B30 10 Hooks PDFDocument34 pagesASME B30 10 Hooks PDFEngr Arfan Ali Dhamraho100% (1)
- UW Sling Inspection Check ListDocument1 pageUW Sling Inspection Check ListEngr Arfan Ali DhamrahoNo ratings yet
- Shackle InspectionDocument3 pagesShackle InspectionEngr Arfan Ali DhamrahoNo ratings yet
- Cip Cisp DCVG AcvgDocument59 pagesCip Cisp DCVG AcvgEngr Arfan Ali DhamrahoNo ratings yet
- Arfan Ali CVDocument1 pageArfan Ali CVEngr Arfan Ali DhamrahoNo ratings yet
- Fleetweld 5P: Key Features ConformancesDocument2 pagesFleetweld 5P: Key Features ConformancesEngr Arfan Ali DhamrahoNo ratings yet
- Magnetism III: Magnetic Ordering: Physics 355Document27 pagesMagnetism III: Magnetic Ordering: Physics 355Engr Arfan Ali DhamrahoNo ratings yet
- ASME B31.3 InterpretationDocument98 pagesASME B31.3 Interpretationkler_kathiaNo ratings yet
- Easily and Accurately Measure Shot Time, The Quick Break Status, and Amperage of MPI Equipment With Magnaflux Monitoring DevicesDocument2 pagesEasily and Accurately Measure Shot Time, The Quick Break Status, and Amperage of MPI Equipment With Magnaflux Monitoring DevicesEngr Arfan Ali DhamrahoNo ratings yet
- Zyglo Liquid Fluorescent Penetrant Inspection ApplicationsDocument1 pageZyglo Liquid Fluorescent Penetrant Inspection ApplicationsEngr Arfan Ali DhamrahoNo ratings yet
- Magnaflux Crack Comparators Assist in Measuring The Size of LPI IndicationsDocument3 pagesMagnaflux Crack Comparators Assist in Measuring The Size of LPI IndicationsEngr Arfan Ali DhamrahoNo ratings yet
- Magnaglo Carrier II Oil Is Designed To Promote Enhanced Magnetic Particle Mobility and SuspensionDocument1 pageMagnaglo Carrier II Oil Is Designed To Promote Enhanced Magnetic Particle Mobility and SuspensionEngr Arfan Ali DhamrahoNo ratings yet
- Zyglo ZE-4B Is A Lipophilic Emulsifier. It Can Be Used in Open Tanks Due To Its Low Volatility and High Flash Point. ZE-4B Is Non-CorrosiveDocument2 pagesZyglo ZE-4B Is A Lipophilic Emulsifier. It Can Be Used in Open Tanks Due To Its Low Volatility and High Flash Point. ZE-4B Is Non-CorrosiveEngr Arfan Ali DhamrahoNo ratings yet
- Our Zyglo ZA-70 Portable (Aerosol) Fluorescent Kit Offers Improved Sensitivity Over Our Spotcheck Visible Red Dye Test KitDocument1 pageOur Zyglo ZA-70 Portable (Aerosol) Fluorescent Kit Offers Improved Sensitivity Over Our Spotcheck Visible Red Dye Test KitEngr Arfan Ali DhamrahoNo ratings yet
- Portable Inspection KitsDocument1 pagePortable Inspection KitsEngr Arfan Ali DhamrahoNo ratings yet
- Koc P 004 Part 10 Rev 2Document28 pagesKoc P 004 Part 10 Rev 2Hari KrishnanNo ratings yet
- Oluble: Part 1: A Summary of Recent Research On Allowable Amounts of Salts Tolerated Beneath CoatingsDocument16 pagesOluble: Part 1: A Summary of Recent Research On Allowable Amounts of Salts Tolerated Beneath CoatingsnarmathaNo ratings yet
- Saep 1200Document9 pagesSaep 1200Anonymous 4IpmN7On100% (1)
- Valve Pressure DropDocument4 pagesValve Pressure DropEldiyar AzamatovNo ratings yet
- Specification For Field Joint of Polypropylene Corrosion Protection Coating of Concrete Weight Coated Carbon Steel Line PipeDocument18 pagesSpecification For Field Joint of Polypropylene Corrosion Protection Coating of Concrete Weight Coated Carbon Steel Line PipeHAYAZ NAUSEEFNo ratings yet
- Innovative Lpe CoatingsDocument30 pagesInnovative Lpe CoatingsCarmen RusuNo ratings yet
- 3lpe CoatingDocument30 pages3lpe CoatingMohan Kumar SNo ratings yet
- Gas Safety Seminar 2017-PPT-Exova PDFDocument118 pagesGas Safety Seminar 2017-PPT-Exova PDFPriyo DjatmikoNo ratings yet
- Pipeclad Product Brochure Sherwin Williams EnglishDocument12 pagesPipeclad Product Brochure Sherwin Williams EnglishCésarNo ratings yet
- CV Mohd - Ijaz Aramco Vid ApprovedDocument3 pagesCV Mohd - Ijaz Aramco Vid ApprovedShahbaz KhanNo ratings yet
- Nap-Gard 7-2500 PDFDocument2 pagesNap-Gard 7-2500 PDFPietro ViganNo ratings yet
- Astm A775 A775m - 04Document11 pagesAstm A775 A775m - 04iplaruff50% (2)
- Aramco Computer Based Testingdocx PDF FreeDocument18 pagesAramco Computer Based Testingdocx PDF FreeGlobal QualityNo ratings yet
- COM SU 5191 C February 2017Document91 pagesCOM SU 5191 C February 2017suriya100% (1)
- PPSC - Product Data Sheet Fusion Bonded EpoxyDocument1 pagePPSC - Product Data Sheet Fusion Bonded EpoxyjulianpirahNo ratings yet
- Brederoshaw Pds 3lpeDocument2 pagesBrederoshaw Pds 3lpeadvis79No ratings yet
- 3LPE Coating SpecificationDocument21 pages3LPE Coating SpecificationHướng PhạmNo ratings yet
- Pipeline Coatings and LiningsDocument33 pagesPipeline Coatings and LiningsAnonymous S9qBDVky100% (2)
- Astm A1078 A1078m 22Document3 pagesAstm A1078 A1078m 22nauris.ezerlicisNo ratings yet
- Small Gas Processing FacilityDocument5 pagesSmall Gas Processing FacilityNhut NguyenNo ratings yet
- SP-2156 Non Metallic PipesDocument24 pagesSP-2156 Non Metallic Pipesqaiser100% (1)
- Mobile Push and Pull Force For Pipeline Construction: A World Leader in Groundbreaking Tunnelling TechnologyDocument2 pagesMobile Push and Pull Force For Pipeline Construction: A World Leader in Groundbreaking Tunnelling Technologyabhishek_me03No ratings yet
- Attachment 9 - Pipeline Stream Crossing Construction Mode DeterminationDocument48 pagesAttachment 9 - Pipeline Stream Crossing Construction Mode DeterminationAly AnisNo ratings yet
- Pipe and Coating ManufactureDocument20 pagesPipe and Coating ManufactureIrsyad RosyidiNo ratings yet
- 323+ Data SheetDocument5 pages323+ Data SheetSergioNo ratings yet
- 3M Scotchkote Fusion-Bonded Epoxy Dual Coating System 6352: Product Description Temperature Operating RangeDocument2 pages3M Scotchkote Fusion-Bonded Epoxy Dual Coating System 6352: Product Description Temperature Operating RangeCristhian CoariteNo ratings yet