
Case: Bayonne Packaging
Case: Bayonne Packaging
You might also like
- Business PlanDocument27 pagesBusiness PlanHannaniah Pabico78% (37)
- Shun Electronics CompanyDocument10 pagesShun Electronics CompanyBacho KhoravaNo ratings yet
- Meagal StelplastDocument7 pagesMeagal StelplastShaunJaiprakash100% (3)
- Boston CreameryDocument5 pagesBoston CreameryTheeraphog Phonchuai100% (1)
- Altius Golf and Fighter Brand GROUP 1Document7 pagesAltius Golf and Fighter Brand GROUP 1Viren JoshiNo ratings yet
- Donner Company Case AnalysisDocument5 pagesDonner Company Case Analysisarvinddj80% (5)
- ClearEyes Cataract Clinic Case WriteUpDocument7 pagesClearEyes Cataract Clinic Case WriteUpSiddharth MittalNo ratings yet
- Davey MukullDocument6 pagesDavey MukullMukul Kumar SinghNo ratings yet
- Import Distributors, Inc. : Case 26-1Document2 pagesImport Distributors, Inc. : Case 26-1NishaNo ratings yet
- Alberta Gauge Company CaseDocument2 pagesAlberta Gauge Company Casenidhu291No ratings yet
- AJANTA PACKAGING Sample Situation AnalysisDocument2 pagesAJANTA PACKAGING Sample Situation AnalysisMIT RAVNo ratings yet
- This Study Resource Was: Altius Golf and The Fighter BrandDocument8 pagesThis Study Resource Was: Altius Golf and The Fighter BrandNic CannonNo ratings yet
- The Black & Decker Corporation Case StudyDocument18 pagesThe Black & Decker Corporation Case StudyAustin Grace Wee0% (1)
- Atlantic Computers: A Bundle of Pricing OptionsDocument4 pagesAtlantic Computers: A Bundle of Pricing OptionsFree GuyNo ratings yet
- Clean Edge RazorDocument2 pagesClean Edge RazorSalil AggarwalNo ratings yet
- Clique Pens Case AnalysisDocument2 pagesClique Pens Case Analysischunnu RaiNo ratings yet
- Altius Part3Document2 pagesAltius Part3Somil GuptaNo ratings yet
- Classic Knitwear Case (Section-B Group-1)Document5 pagesClassic Knitwear Case (Section-B Group-1)Swapnil Joardar100% (1)
- Kanthal Activity-Based CostingDocument13 pagesKanthal Activity-Based CostingRaymon AquinoNo ratings yet
- BM Kurlon CaseDocument6 pagesBM Kurlon CaseArun A RNo ratings yet
- Population Services International ("PSI") : The Social Marketing Project ("SMP") in BangladeshDocument4 pagesPopulation Services International ("PSI") : The Social Marketing Project ("SMP") in BangladeshAbhishek BafnaNo ratings yet
- Moore Medical - Need of Information (Erp, CRM, Bolt Ons)Document8 pagesMoore Medical - Need of Information (Erp, CRM, Bolt Ons)Deeksha SharmaNo ratings yet
- Sombrero - Proposed Fruit Juice Outlet PDFDocument19 pagesSombrero - Proposed Fruit Juice Outlet PDFAngeli Aurelia100% (1)
- TruEarth Health Foods CaseDocument10 pagesTruEarth Health Foods CaseRizky ArdaniNo ratings yet
- Altius Golf and The Fighter Brand: This Study Resource WasDocument5 pagesAltius Golf and The Fighter Brand: This Study Resource WasNic CannonNo ratings yet
- Altius Golf CaseDocument5 pagesAltius Golf CaseHitesh Takhtani100% (4)
- Altius Golf and The Fighter Brand: Marketing Management Ii Case StudyDocument5 pagesAltius Golf and The Fighter Brand: Marketing Management Ii Case StudyVedashree RelkarNo ratings yet
- Group01 - Wilkins Demand Forecasting Analysis - SectionADocument4 pagesGroup01 - Wilkins Demand Forecasting Analysis - SectionAnaman balwalNo ratings yet
- Group 1 Donner Company CaseDocument7 pagesGroup 1 Donner Company CaseAjay Kumar100% (1)
- Bayonne PackagingDocument13 pagesBayonne PackagingHariharan Alavandan100% (2)
- Bayonne CaseDocument11 pagesBayonne CaseAlex Morgan100% (1)
- Vdocuments - MX Bayonne Packaging Inc Case StudyDocument11 pagesVdocuments - MX Bayonne Packaging Inc Case StudyPaula Andrea GarciaNo ratings yet
- Stone Haven Excel Doc. CalculationsDocument10 pagesStone Haven Excel Doc. Calculationsboog44No ratings yet
- This Study Resource Was: Alyssa Quast MKT 4330 Professor Pullig Individual Case-Write-up #4: Altius GolfDocument2 pagesThis Study Resource Was: Alyssa Quast MKT 4330 Professor Pullig Individual Case-Write-up #4: Altius GolfNic CannonNo ratings yet
- Altius GolfDocument4 pagesAltius GolfAnonymous po81auC0% (1)
- Usha Martin: Competitive Advantage Through Vertical IntegrationDocument9 pagesUsha Martin: Competitive Advantage Through Vertical IntegrationsafwanhossainNo ratings yet
- G6 Moore MDocument4 pagesG6 Moore MAKNo ratings yet
- Moore Medical CorpDocument21 pagesMoore Medical CorpMadhan Raj100% (1)
- Solman 12 Second EdDocument23 pagesSolman 12 Second Edferozesheriff50% (2)
- PoM Case-Study FinalDocument13 pagesPoM Case-Study FinalArun VermaNo ratings yet
- Altius CaseDocument6 pagesAltius CaseadithyaNo ratings yet
- Altius Golf and Fighter BrandDocument2 pagesAltius Golf and Fighter BrandVignesh ParthasarathyNo ratings yet
- Sale SoftDocument6 pagesSale SoftRahul AgarwalNo ratings yet
- Moore MedicalDocument16 pagesMoore MedicalNiyati GargNo ratings yet
- Planter Nut Case Analysis PDF FreeDocument2 pagesPlanter Nut Case Analysis PDF Freesidra imtiazNo ratings yet
- Excel - Reliance Baking SodaDocument2 pagesExcel - Reliance Baking Sodabadle_analyst0% (1)
- Altius Golf Case StudyDocument7 pagesAltius Golf Case Studyanon_839867152No ratings yet
- Assignment: Sales Force ManagementDocument6 pagesAssignment: Sales Force ManagementRajarshi ChattopadhyayNo ratings yet
- Salesoft, IncDocument5 pagesSalesoft, IncArpit Kasture0% (1)
- GolfDocument4 pagesGolfSuraj TNo ratings yet
- Nucor Case AnalysisDocument6 pagesNucor Case AnalysisAsjad HameedNo ratings yet
- Hospital Supply Inc.Document4 pagesHospital Supply Inc.alomelo100% (2)
- Case Analysis - Appex Corp - Group 6Document4 pagesCase Analysis - Appex Corp - Group 6payalkhndlwl100% (1)
- Cooper Pharmaceuticals IncDocument2 pagesCooper Pharmaceuticals IncAkhilesh KamalNo ratings yet
- Making Stickk Stick - The Business of Behavioral EconomicsDocument6 pagesMaking Stickk Stick - The Business of Behavioral Economicsreshma thomasNo ratings yet
- Group 10 Addon: Targeting Impulse Case Analysis Important FactsDocument3 pagesGroup 10 Addon: Targeting Impulse Case Analysis Important FactsAnamika GputaNo ratings yet
- Moore Medical CorporationDocument6 pagesMoore Medical CorporationMitesh Patel100% (1)
- Just-In-Time SystemsDocument32 pagesJust-In-Time SystemsSuhas PanditNo ratings yet
- Lesson 3 Importance and Uses of Time Study StudentDocument16 pagesLesson 3 Importance and Uses of Time Study StudentAllona Jean Pacquiao DayapNo ratings yet
- Donner CompanyDocument4 pagesDonner CompanyFrancesco BrunoNo ratings yet
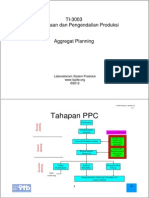
- Tahapan PPC: TI-3003 Perencanaan Dan Pengendalian ProduksiDocument30 pagesTahapan PPC: TI-3003 Perencanaan Dan Pengendalian ProduksiPriscarine PrizNo ratings yet
- LAS 1 To 5 FABM 1 GAGALACDocument11 pagesLAS 1 To 5 FABM 1 GAGALACAira Venice GuyadaNo ratings yet
- Lowe's Case StudyDocument10 pagesLowe's Case StudyDani Alvarez100% (1)
- Time Value of Money ScriptDocument15 pagesTime Value of Money ScriptSudheesh Murali NambiarNo ratings yet
- FIN 335 UNCW Phase III NotesDocument23 pagesFIN 335 UNCW Phase III NotesMonydit SantinoNo ratings yet
- Mtt01 MG 2017 WebDocument16 pagesMtt01 MG 2017 WebnewspubincNo ratings yet
- Yeo's Annual Report PDFDocument115 pagesYeo's Annual Report PDFSiuChinNo ratings yet
- Quiz 1 - Part BDocument3 pagesQuiz 1 - Part Bdivya kalyaniNo ratings yet
- AFAR - Corp LiqDocument1 pageAFAR - Corp LiqJoanna Rose Deciar0% (1)
- Income Tax On Individuals Part 2Document22 pagesIncome Tax On Individuals Part 2mmhNo ratings yet
- Internship Report On Marketing Analysis of Retail Banking Products To Improve Customer Loyalty of Prime Bank LimitedDocument57 pagesInternship Report On Marketing Analysis of Retail Banking Products To Improve Customer Loyalty of Prime Bank LimitedImran HasanNo ratings yet
- Demonstracões Financeiras - 1T21 - VCIDocument44 pagesDemonstracões Financeiras - 1T21 - VCIBruno EnriqueNo ratings yet
- PDF MathematicsDocument67 pagesPDF MathematicsNaseer AhmadNo ratings yet
- MSP Metallics Ltd.Document5 pagesMSP Metallics Ltd.Suraj ShawNo ratings yet
- Videcon FinalDocument26 pagesVidecon FinalvahidNo ratings yet
- F 1040 VDocument2 pagesF 1040 VNotarys To Go0% (1)
- University of Mauritius: Faculty of Law and ManagementDocument10 pagesUniversity of Mauritius: Faculty of Law and ManagementMîñåk ŞhïïNo ratings yet
- Chapter 11 AnsDocument14 pagesChapter 11 AnsZen TungpalanNo ratings yet
- Marketing Plan Worksheets 1Document11 pagesMarketing Plan Worksheets 1ilias alouaniNo ratings yet
- KDocument11 pagesKAnshul SinglaNo ratings yet
- Accts Imp QnsDocument4 pagesAccts Imp QnsnishabilochiNo ratings yet
- P.G. IV Semester Business Ethics and Corporate Governance Code-MCO-1.4.18Document7 pagesP.G. IV Semester Business Ethics and Corporate Governance Code-MCO-1.4.18Punam GuptaNo ratings yet
- 17.kilosbayan v. GuingonaDocument123 pages17.kilosbayan v. GuingonaMykaNo ratings yet
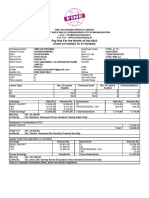
- Payslip-Fppl e 11 (Amit Deshpande) Oct 2023Document3 pagesPayslip-Fppl e 11 (Amit Deshpande) Oct 2023deshpande8813No ratings yet
- Ias 32Document24 pagesIas 32fadfadiNo ratings yet
- Ginfed Rum ReportDocument16 pagesGinfed Rum ReportKuntalDekaBaruahNo ratings yet
- Q1Document6 pagesQ1Maxson MirandaNo ratings yet
- Accounting Standards - BY CA Abhishek Baradiya - 31.01.2021Document40 pagesAccounting Standards - BY CA Abhishek Baradiya - 31.01.2021Shrishti SrivastavaNo ratings yet
- 1Document6 pages1Marinel FelipeNo ratings yet
- CA Final May 2020 Last Minute Revision PDFDocument390 pagesCA Final May 2020 Last Minute Revision PDFLaxmisha GowdaNo ratings yet
























































































Download as pptx, pdf, or txt
You might also like
- Business PlanDocument27 pagesBusiness PlanHannaniah Pabico78% (37)
- Shun Electronics CompanyDocument10 pagesShun Electronics CompanyBacho KhoravaNo ratings yet
- Meagal StelplastDocument7 pagesMeagal StelplastShaunJaiprakash100% (3)
- Boston CreameryDocument5 pagesBoston CreameryTheeraphog Phonchuai100% (1)
- Altius Golf and Fighter Brand GROUP 1Document7 pagesAltius Golf and Fighter Brand GROUP 1Viren JoshiNo ratings yet
- Donner Company Case AnalysisDocument5 pagesDonner Company Case Analysisarvinddj80% (5)
- ClearEyes Cataract Clinic Case WriteUpDocument7 pagesClearEyes Cataract Clinic Case WriteUpSiddharth MittalNo ratings yet
- Davey MukullDocument6 pagesDavey MukullMukul Kumar SinghNo ratings yet
- Import Distributors, Inc. : Case 26-1Document2 pagesImport Distributors, Inc. : Case 26-1NishaNo ratings yet
- Alberta Gauge Company CaseDocument2 pagesAlberta Gauge Company Casenidhu291No ratings yet
- AJANTA PACKAGING Sample Situation AnalysisDocument2 pagesAJANTA PACKAGING Sample Situation AnalysisMIT RAVNo ratings yet
- This Study Resource Was: Altius Golf and The Fighter BrandDocument8 pagesThis Study Resource Was: Altius Golf and The Fighter BrandNic CannonNo ratings yet
- The Black & Decker Corporation Case StudyDocument18 pagesThe Black & Decker Corporation Case StudyAustin Grace Wee0% (1)
- Atlantic Computers: A Bundle of Pricing OptionsDocument4 pagesAtlantic Computers: A Bundle of Pricing OptionsFree GuyNo ratings yet
- Clean Edge RazorDocument2 pagesClean Edge RazorSalil AggarwalNo ratings yet
- Clique Pens Case AnalysisDocument2 pagesClique Pens Case Analysischunnu RaiNo ratings yet
- Altius Part3Document2 pagesAltius Part3Somil GuptaNo ratings yet
- Classic Knitwear Case (Section-B Group-1)Document5 pagesClassic Knitwear Case (Section-B Group-1)Swapnil Joardar100% (1)
- Kanthal Activity-Based CostingDocument13 pagesKanthal Activity-Based CostingRaymon AquinoNo ratings yet
- BM Kurlon CaseDocument6 pagesBM Kurlon CaseArun A RNo ratings yet
- Population Services International ("PSI") : The Social Marketing Project ("SMP") in BangladeshDocument4 pagesPopulation Services International ("PSI") : The Social Marketing Project ("SMP") in BangladeshAbhishek BafnaNo ratings yet
- Moore Medical - Need of Information (Erp, CRM, Bolt Ons)Document8 pagesMoore Medical - Need of Information (Erp, CRM, Bolt Ons)Deeksha SharmaNo ratings yet
- Sombrero - Proposed Fruit Juice Outlet PDFDocument19 pagesSombrero - Proposed Fruit Juice Outlet PDFAngeli Aurelia100% (1)
- TruEarth Health Foods CaseDocument10 pagesTruEarth Health Foods CaseRizky ArdaniNo ratings yet
- Altius Golf and The Fighter Brand: This Study Resource WasDocument5 pagesAltius Golf and The Fighter Brand: This Study Resource WasNic CannonNo ratings yet
- Altius Golf CaseDocument5 pagesAltius Golf CaseHitesh Takhtani100% (4)
- Altius Golf and The Fighter Brand: Marketing Management Ii Case StudyDocument5 pagesAltius Golf and The Fighter Brand: Marketing Management Ii Case StudyVedashree RelkarNo ratings yet
- Group01 - Wilkins Demand Forecasting Analysis - SectionADocument4 pagesGroup01 - Wilkins Demand Forecasting Analysis - SectionAnaman balwalNo ratings yet
- Group 1 Donner Company CaseDocument7 pagesGroup 1 Donner Company CaseAjay Kumar100% (1)
- Bayonne PackagingDocument13 pagesBayonne PackagingHariharan Alavandan100% (2)
- Bayonne CaseDocument11 pagesBayonne CaseAlex Morgan100% (1)
- Vdocuments - MX Bayonne Packaging Inc Case StudyDocument11 pagesVdocuments - MX Bayonne Packaging Inc Case StudyPaula Andrea GarciaNo ratings yet
- Stone Haven Excel Doc. CalculationsDocument10 pagesStone Haven Excel Doc. Calculationsboog44No ratings yet
- This Study Resource Was: Alyssa Quast MKT 4330 Professor Pullig Individual Case-Write-up #4: Altius GolfDocument2 pagesThis Study Resource Was: Alyssa Quast MKT 4330 Professor Pullig Individual Case-Write-up #4: Altius GolfNic CannonNo ratings yet
- Altius GolfDocument4 pagesAltius GolfAnonymous po81auC0% (1)
- Usha Martin: Competitive Advantage Through Vertical IntegrationDocument9 pagesUsha Martin: Competitive Advantage Through Vertical IntegrationsafwanhossainNo ratings yet
- G6 Moore MDocument4 pagesG6 Moore MAKNo ratings yet
- Moore Medical CorpDocument21 pagesMoore Medical CorpMadhan Raj100% (1)
- Solman 12 Second EdDocument23 pagesSolman 12 Second Edferozesheriff50% (2)
- PoM Case-Study FinalDocument13 pagesPoM Case-Study FinalArun VermaNo ratings yet
- Altius CaseDocument6 pagesAltius CaseadithyaNo ratings yet
- Altius Golf and Fighter BrandDocument2 pagesAltius Golf and Fighter BrandVignesh ParthasarathyNo ratings yet
- Sale SoftDocument6 pagesSale SoftRahul AgarwalNo ratings yet
- Moore MedicalDocument16 pagesMoore MedicalNiyati GargNo ratings yet
- Planter Nut Case Analysis PDF FreeDocument2 pagesPlanter Nut Case Analysis PDF Freesidra imtiazNo ratings yet
- Excel - Reliance Baking SodaDocument2 pagesExcel - Reliance Baking Sodabadle_analyst0% (1)
- Altius Golf Case StudyDocument7 pagesAltius Golf Case Studyanon_839867152No ratings yet
- Assignment: Sales Force ManagementDocument6 pagesAssignment: Sales Force ManagementRajarshi ChattopadhyayNo ratings yet
- Salesoft, IncDocument5 pagesSalesoft, IncArpit Kasture0% (1)
- GolfDocument4 pagesGolfSuraj TNo ratings yet
- Nucor Case AnalysisDocument6 pagesNucor Case AnalysisAsjad HameedNo ratings yet
- Hospital Supply Inc.Document4 pagesHospital Supply Inc.alomelo100% (2)
- Case Analysis - Appex Corp - Group 6Document4 pagesCase Analysis - Appex Corp - Group 6payalkhndlwl100% (1)
- Cooper Pharmaceuticals IncDocument2 pagesCooper Pharmaceuticals IncAkhilesh KamalNo ratings yet
- Making Stickk Stick - The Business of Behavioral EconomicsDocument6 pagesMaking Stickk Stick - The Business of Behavioral Economicsreshma thomasNo ratings yet
- Group 10 Addon: Targeting Impulse Case Analysis Important FactsDocument3 pagesGroup 10 Addon: Targeting Impulse Case Analysis Important FactsAnamika GputaNo ratings yet
- Moore Medical CorporationDocument6 pagesMoore Medical CorporationMitesh Patel100% (1)
- Just-In-Time SystemsDocument32 pagesJust-In-Time SystemsSuhas PanditNo ratings yet
- Lesson 3 Importance and Uses of Time Study StudentDocument16 pagesLesson 3 Importance and Uses of Time Study StudentAllona Jean Pacquiao DayapNo ratings yet
- Donner CompanyDocument4 pagesDonner CompanyFrancesco BrunoNo ratings yet
- Tahapan PPC: TI-3003 Perencanaan Dan Pengendalian ProduksiDocument30 pagesTahapan PPC: TI-3003 Perencanaan Dan Pengendalian ProduksiPriscarine PrizNo ratings yet
- LAS 1 To 5 FABM 1 GAGALACDocument11 pagesLAS 1 To 5 FABM 1 GAGALACAira Venice GuyadaNo ratings yet
- Lowe's Case StudyDocument10 pagesLowe's Case StudyDani Alvarez100% (1)
- Time Value of Money ScriptDocument15 pagesTime Value of Money ScriptSudheesh Murali NambiarNo ratings yet
- FIN 335 UNCW Phase III NotesDocument23 pagesFIN 335 UNCW Phase III NotesMonydit SantinoNo ratings yet
- Mtt01 MG 2017 WebDocument16 pagesMtt01 MG 2017 WebnewspubincNo ratings yet
- Yeo's Annual Report PDFDocument115 pagesYeo's Annual Report PDFSiuChinNo ratings yet
- Quiz 1 - Part BDocument3 pagesQuiz 1 - Part Bdivya kalyaniNo ratings yet
- AFAR - Corp LiqDocument1 pageAFAR - Corp LiqJoanna Rose Deciar0% (1)
- Income Tax On Individuals Part 2Document22 pagesIncome Tax On Individuals Part 2mmhNo ratings yet
- Internship Report On Marketing Analysis of Retail Banking Products To Improve Customer Loyalty of Prime Bank LimitedDocument57 pagesInternship Report On Marketing Analysis of Retail Banking Products To Improve Customer Loyalty of Prime Bank LimitedImran HasanNo ratings yet
- Demonstracões Financeiras - 1T21 - VCIDocument44 pagesDemonstracões Financeiras - 1T21 - VCIBruno EnriqueNo ratings yet
- PDF MathematicsDocument67 pagesPDF MathematicsNaseer AhmadNo ratings yet
- MSP Metallics Ltd.Document5 pagesMSP Metallics Ltd.Suraj ShawNo ratings yet
- Videcon FinalDocument26 pagesVidecon FinalvahidNo ratings yet
- F 1040 VDocument2 pagesF 1040 VNotarys To Go0% (1)
- University of Mauritius: Faculty of Law and ManagementDocument10 pagesUniversity of Mauritius: Faculty of Law and ManagementMîñåk ŞhïïNo ratings yet
- Chapter 11 AnsDocument14 pagesChapter 11 AnsZen TungpalanNo ratings yet
- Marketing Plan Worksheets 1Document11 pagesMarketing Plan Worksheets 1ilias alouaniNo ratings yet
- KDocument11 pagesKAnshul SinglaNo ratings yet
- Accts Imp QnsDocument4 pagesAccts Imp QnsnishabilochiNo ratings yet
- P.G. IV Semester Business Ethics and Corporate Governance Code-MCO-1.4.18Document7 pagesP.G. IV Semester Business Ethics and Corporate Governance Code-MCO-1.4.18Punam GuptaNo ratings yet
- 17.kilosbayan v. GuingonaDocument123 pages17.kilosbayan v. GuingonaMykaNo ratings yet
- Payslip-Fppl e 11 (Amit Deshpande) Oct 2023Document3 pagesPayslip-Fppl e 11 (Amit Deshpande) Oct 2023deshpande8813No ratings yet
- Ias 32Document24 pagesIas 32fadfadiNo ratings yet
- Ginfed Rum ReportDocument16 pagesGinfed Rum ReportKuntalDekaBaruahNo ratings yet
- Q1Document6 pagesQ1Maxson MirandaNo ratings yet
- Accounting Standards - BY CA Abhishek Baradiya - 31.01.2021Document40 pagesAccounting Standards - BY CA Abhishek Baradiya - 31.01.2021Shrishti SrivastavaNo ratings yet
- 1Document6 pages1Marinel FelipeNo ratings yet
- CA Final May 2020 Last Minute Revision PDFDocument390 pagesCA Final May 2020 Last Minute Revision PDFLaxmisha GowdaNo ratings yet