Download as ppt, pdf, or txt
You might also like
- SOP For Handling Production Material For Printing, Lamination and SlittingDocument6 pagesSOP For Handling Production Material For Printing, Lamination and SlittingCH Tahir IqbalNo ratings yet
- Quality Procedure: ScopeDocument3 pagesQuality Procedure: ScopeSivakumaar Nagarajan100% (2)
- Turtle Diagram Type and Extent Control For QA DepartmentDocument1 pageTurtle Diagram Type and Extent Control For QA Departmentsuresh kumar50% (2)
- Process Validation ReportDocument4 pagesProcess Validation ReportSUBODHH100% (1)
- Argelander Initial InterviewDocument13 pagesArgelander Initial InterviewTiborNo ratings yet
- Mould Change, Storage and Maintenance ProcedureDocument10 pagesMould Change, Storage and Maintenance ProcedureTechnicians SIM100% (1)
- Preventive Maintenance Check SheetDocument4 pagesPreventive Maintenance Check Sheetrahul_2005No ratings yet
- Poka Yoke Training ModuleDocument31 pagesPoka Yoke Training ModulePRABHAT RANJANNo ratings yet
- Top Management, Stores and DispatchDocument4 pagesTop Management, Stores and DispatchBibhudutta mishraNo ratings yet
- Molding Defects.Document13 pagesMolding Defects.jineshdmehta100% (1)
- Worksheet in SQ Checksheet Part1Document50 pagesWorksheet in SQ Checksheet Part1Jetesh Devgun100% (1)
- Quality Circle (Hindi) 14 - 05 - 2011 (Read-Only)Document40 pagesQuality Circle (Hindi) 14 - 05 - 2011 (Read-Only)Atul Sharma100% (1)
- Work Instruction - Loading-TamilDocument28 pagesWork Instruction - Loading-Tamilshanmugam8678% (23)
- Work Instruction - Loading-TamilDocument28 pagesWork Instruction - Loading-Tamilshanmugam8678% (23)
- Work Instruction For Inspection of Raw MaterialDocument28 pagesWork Instruction For Inspection of Raw Materialm.manikandan maniNo ratings yet
- 5S Audit PlanDocument1 page5S Audit PlanPRABHAT RANJANNo ratings yet
- Work Instruction For MFIDocument4 pagesWork Instruction For MFILijin LeonNo ratings yet
- Audit Observation-BEFORE AFTERDocument4 pagesAudit Observation-BEFORE AFTERPriyanka ChaudharyNo ratings yet
- Customer Complaint Analysis - 8D Report: Header To: CC: From: Date: SubjectDocument3 pagesCustomer Complaint Analysis - 8D Report: Header To: CC: From: Date: SubjectEbitra Hasiholan50% (2)
- Standard Work Instruction Sheet: Work Description Key PointsDocument2 pagesStandard Work Instruction Sheet: Work Description Key PointsPauline KangNo ratings yet
- Operator Training PointsDocument2 pagesOperator Training PointsDisha ShahNo ratings yet
- Inprocess Inspection ReportDocument8 pagesInprocess Inspection Reportpardeep kumarNo ratings yet
- (2-19) Audit Check SheetDocument1 page(2-19) Audit Check SheetKumaravelNo ratings yet
- Work Instruction Asslyxl PDFDocument2 pagesWork Instruction Asslyxl PDFPramod Bodne50% (2)
- Dojo PresentationDocument10 pagesDojo PresentationMohammed SadhikNo ratings yet
- Work Instruction FormatDocument17 pagesWork Instruction Formatdevaraj100% (1)
- Shriram Pistons & Rings LTD, Pathredi: Layered Audit Check Sheet Monthly (Plant Hod)Document5 pagesShriram Pistons & Rings LTD, Pathredi: Layered Audit Check Sheet Monthly (Plant Hod)deepak sharma100% (1)
- 17.work Instruction For CNC-CLGDocument1 page17.work Instruction For CNC-CLGSAKTHIVEL ANo ratings yet
- 7 QC Tools - MasterDocument115 pages7 QC Tools - MasterAmit YadavNo ratings yet
- Work Instruction of MouldingDocument14 pagesWork Instruction of Mouldingx engineeringNo ratings yet
- Process Parameter SheetDocument1 pageProcess Parameter SheetNur AmiraNo ratings yet
- T2 VSA With RequirementDocument8 pagesT2 VSA With RequirementSandeep K Malhotra100% (3)
- Supply Packaging Approve FormDocument1 pageSupply Packaging Approve Formcong daNo ratings yet
- SOP Warranty RepairsDocument2 pagesSOP Warranty RepairsKristantyo PrasetyaNo ratings yet
- 4M Change Management Matrix-Rane NSK-signedDocument1 page4M Change Management Matrix-Rane NSK-signednitin rathoreNo ratings yet
- QAP-08-00 Incoming Quality Control Procedure (IQC)Document4 pagesQAP-08-00 Incoming Quality Control Procedure (IQC)teresaNo ratings yet
- Work Instruction Manual: Document ControlDocument4 pagesWork Instruction Manual: Document ControlAriel Ortiz100% (1)
- Q411 - 8D ReportDocument13 pagesQ411 - 8D ReportAnandha VasanNo ratings yet
- All Work InstructionsDocument7 pagesAll Work InstructionsAmine Chahi100% (1)
- Work Instruction For Surface Finishing Lab (Paint Shop)Document7 pagesWork Instruction For Surface Finishing Lab (Paint Shop)DINESHCHOUDHARY88No ratings yet
- Control Plan PQCT TableII PDFDocument1 pageControl Plan PQCT TableII PDFRehman LatifNo ratings yet
- AE-QA-02 - First Piece Inspection ReportDocument1 pageAE-QA-02 - First Piece Inspection ReportKarthi ThiyagarajanNo ratings yet
- Work Instruction TemplateDocument7 pagesWork Instruction TemplateSURJIT SINGHNo ratings yet
- APQP (27) ElementsDocument31 pagesAPQP (27) Elementssam1hi5No ratings yet
- 16 Major Losses in ProductionDocument18 pages16 Major Losses in ProductionAgung Chilmy FirdanaNo ratings yet
- Machine Startup ProcedureDocument1 pageMachine Startup ProcedureRS MANIKANDANNo ratings yet
- Melt Flow Work InstructionDocument1 pageMelt Flow Work Instructionsuresh kumarNo ratings yet
- MACE Formats 1Document46 pagesMACE Formats 1Ashish VaidNo ratings yet
- Ok Part NG: (Vendor Non-Conformance Report)Document2 pagesOk Part NG: (Vendor Non-Conformance Report)BeLlCoNtInEnT MNo ratings yet
- 23.sop - HRDDocument4 pages23.sop - HRDrishi gautamNo ratings yet
- FHHR 013 Red Tag Procedure PDFDocument5 pagesFHHR 013 Red Tag Procedure PDFN3N5YNo ratings yet
- Etech Automation Mr. Varun Dev FMEA / 26221839 05.10.2012 Mr. Sethupathi Terminal BendingDocument4 pagesEtech Automation Mr. Varun Dev FMEA / 26221839 05.10.2012 Mr. Sethupathi Terminal BendingMadan PrakashNo ratings yet
- 5 S Training MaterialDocument10 pages5 S Training Materialkumar100% (1)
- CAPA Incomplete Part MixDocument16 pagesCAPA Incomplete Part MixRohtash fastnerNo ratings yet
- DK Qap QHS 12-FR 03-R6 - CarDocument1 pageDK Qap QHS 12-FR 03-R6 - CarErlan Gus HermawanNo ratings yet
- Process Capability Statistics: CPK vs. PPK: Rational SubgroupsDocument33 pagesProcess Capability Statistics: CPK vs. PPK: Rational SubgroupsAgustinus SitioNo ratings yet
- Daily Maintenance SheetDocument6 pagesDaily Maintenance Sheetabhishek rathoreNo ratings yet
- 5S Audit TemplateDocument1 page5S Audit Templateashblack160No ratings yet
- Incoming Material InspectionDocument24 pagesIncoming Material InspectionEngr Saeed AnwarNo ratings yet
- Process SheetDocument8 pagesProcess SheetSuraj RawatNo ratings yet
- 5S ChecksheetDocument1 page5S ChecksheetbasavarajNo ratings yet
- Dell Optiplex 3050 All-In-One: Owner'S ManualDocument72 pagesDell Optiplex 3050 All-In-One: Owner'S Manualshanmugam86No ratings yet
- Vaigai TravelstevDocument1 pageVaigai Travelstevshanmugam86No ratings yet
- Vinotha VidukathaiDocument8 pagesVinotha Vidukathaishanmugam86No ratings yet
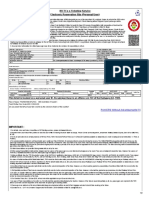
- Irctcs E-Ticketing Service Electronic Reservation Slip (Personal User)Document2 pagesIrctcs E-Ticketing Service Electronic Reservation Slip (Personal User)shanmugam86No ratings yet
- Some Inputs From The Ice Cream MakerDocument49 pagesSome Inputs From The Ice Cream Makershanmugam86No ratings yet
- L300 Quick Installation GuideDocument2 pagesL300 Quick Installation Guideshanmugam86No ratings yet
- Peronality DevelopmentDocument71 pagesPeronality Developmentshanmugam86No ratings yet
- Performance Appraisal Note For My AssistantDocument3 pagesPerformance Appraisal Note For My Assistantshanmugam86No ratings yet
- Text Panel User GuideDocument5 pagesText Panel User Guideshanmugam86No ratings yet
- Stores Achievements & TARGET 2015-16Document6 pagesStores Achievements & TARGET 2015-16shanmugam86No ratings yet
- IMEA 2014 - 3 Day Assessment ScheduleDocument1 pageIMEA 2014 - 3 Day Assessment Scheduleshanmugam86No ratings yet
- Without This Message by Purchasing Novapdf : Print To PDFDocument1 pageWithout This Message by Purchasing Novapdf : Print To PDFshanmugam86No ratings yet
- Reliance Industries Repol H110MA PolypropyleneDocument1 pageReliance Industries Repol H110MA Polypropyleneshanmugam86No ratings yet
- Problem SolvingDocument52 pagesProblem Solvingshanmugam86No ratings yet
- Stores Presentation 14-15Document6 pagesStores Presentation 14-15shanmugam86No ratings yet
- Chennai Complete InformationDocument388 pagesChennai Complete InformationMohan RamNo ratings yet
- Reliance Industries Repol H110MA PolypropyleneDocument1 pageReliance Industries Repol H110MA Polypropyleneshanmugam86No ratings yet
- Injection Molding Clamping UnitDocument3 pagesInjection Molding Clamping Unitshanmugam86100% (1)
- Beirut Madinati Full Program enDocument32 pagesBeirut Madinati Full Program endevonchildNo ratings yet
- Acccob3 k36 Business Case Group 3 1Document13 pagesAcccob3 k36 Business Case Group 3 1Aaron HuangNo ratings yet
- LetoffsystemsDocument109 pagesLetoffsystemsabiyNo ratings yet
- Operations: Role of Operations ManagementDocument14 pagesOperations: Role of Operations ManagementtrollingpersonNo ratings yet
- Replacing The Feeder Wheel Motor MaxFire and UBBDocument2 pagesReplacing The Feeder Wheel Motor MaxFire and UBBAl Malley50% (2)
- The Earth As A PlanetDocument5 pagesThe Earth As A PlanetEgzon DalipiNo ratings yet
- Seed MoneyDocument8 pagesSeed MoneySirIsaacs Gh100% (1)
- ENGLISH G10 Q1 Module4Document23 pagesENGLISH G10 Q1 Module4jhon sanchez100% (1)
- Buriki PresentationDocument12 pagesBuriki PresentationPutraNo ratings yet
- Presentation - CAN Bus PDFDocument31 pagesPresentation - CAN Bus PDFtinaabpNo ratings yet
- VictaulicDocument6 pagesVictaulicAndreyNo ratings yet
- Angina Bullosa Hemorrhagica, An Uncommon Oral Disorder. Report of 4 CasesDocument5 pagesAngina Bullosa Hemorrhagica, An Uncommon Oral Disorder. Report of 4 CaseslitaakkNo ratings yet
- Life of GalileoDocument4 pagesLife of GalileoBilly AslamNo ratings yet
- Paramahansa Yogananda - A TributeDocument7 pagesParamahansa Yogananda - A TributeDr Srinivasan Nenmeli -KNo ratings yet
- CMP002Document98 pagesCMP002Black kosmosNo ratings yet
- DLTO WhitePaperDocument6 pagesDLTO WhitePaperNoven da LopezNo ratings yet
- A Novel Use of Coblation in The Treatment of Subglottic StenosisDocument14 pagesA Novel Use of Coblation in The Treatment of Subglottic StenosisFabian Camelo OtorrinoNo ratings yet
- Foundation Engineering in The Face of Uncertainty - ASCEDocument6 pagesFoundation Engineering in The Face of Uncertainty - ASCEbarouniamine100% (1)
- Advanced Power Electronics Corp.: AP4835GMDocument5 pagesAdvanced Power Electronics Corp.: AP4835GMSun TNT FlexNo ratings yet
- Energy Snapshot: American SamoaDocument4 pagesEnergy Snapshot: American SamoaSr. RZNo ratings yet
- Agua Wireless Systems - Organisation Profile 2021Document19 pagesAgua Wireless Systems - Organisation Profile 2021KSND Agro Solutions Pvt LtdNo ratings yet
- The Goodheart-Willcox Co., Inc.: Publisher Tinley Park, IllinoisDocument23 pagesThe Goodheart-Willcox Co., Inc.: Publisher Tinley Park, IllinoisSaurav ShresthaNo ratings yet
- Dakshinavarti ShankhDocument7 pagesDakshinavarti Shankhb_subhashis100% (1)
- HHT FFT DifferencesDocument8 pagesHHT FFT Differencesbubo28No ratings yet
- Living Sexy With Allana Pratt (Episode 29) Wired For Success TVDocument24 pagesLiving Sexy With Allana Pratt (Episode 29) Wired For Success TVwiredforsuccesstvNo ratings yet
- Scientific Revolution: Galileo Galilei - Italian Mathematician in University of PaduaDocument6 pagesScientific Revolution: Galileo Galilei - Italian Mathematician in University of PaduaDaniel VasquezNo ratings yet
- Salvation Series-Lesson5-EternallifeyourchoiceDocument3 pagesSalvation Series-Lesson5-EternallifeyourchoiceKim M. BaraquelNo ratings yet
- The AlchemistDocument57 pagesThe Alchemistok100% (1)
- BoqDocument30 pagesBoqPrashant Singh Chauhan100% (1)