Download as ppt, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Autocad ManualDocument56 pagesAutocad ManualShiva Krishna Bhagavatula100% (3)
- Autocad ManualDocument56 pagesAutocad ManualShiva Krishna Bhagavatula100% (3)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Rajyoga Meditation Day 2Document24 pagesRajyoga Meditation Day 2Shiva Krishna BhagavatulaNo ratings yet
- Craftsman 54930 Manual PDFDocument76 pagesCraftsman 54930 Manual PDFcsakagucNo ratings yet
- Haier in India Building Presence in A Mass Market Beyond ChinaDocument14 pagesHaier in India Building Presence in A Mass Market Beyond ChinaArun Kumar80% (5)
- Manual of YFD300 Ultrasonic Flaw DetectorDocument72 pagesManual of YFD300 Ultrasonic Flaw DetectorHenry CruzNo ratings yet
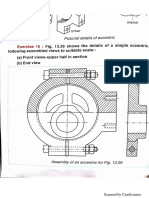
- EccentricDocument1 pageEccentricShiva Krishna BhagavatulaNo ratings yet
- Automation in Manufacturing Unit-I: (A) Logic B) NC Tape Programming C) Software D) WorkstationDocument1 pageAutomation in Manufacturing Unit-I: (A) Logic B) NC Tape Programming C) Software D) WorkstationShiva Krishna BhagavatulaNo ratings yet
- Unit III BitsDocument6 pagesUnit III BitsShiva Krishna BhagavatulaNo ratings yet
- Complete Aeronautical Engineering Colleges in IndiaDocument14 pagesComplete Aeronautical Engineering Colleges in IndiaShiva Krishna BhagavatulaNo ratings yet
- Importance of CAM in MFG Industry TodayDocument1 pageImportance of CAM in MFG Industry TodayShiva Krishna BhagavatulaNo ratings yet
- Experiment No. 9: Aim: To Find The Mechanical Advantage, Velocity Ratio and Efficiency of Simple andDocument2 pagesExperiment No. 9: Aim: To Find The Mechanical Advantage, Velocity Ratio and Efficiency of Simple andShiva Krishna Bhagavatula50% (2)
- Rajyoga Meditation Day 1Document16 pagesRajyoga Meditation Day 1Shiva Krishna BhagavatulaNo ratings yet
- Rayleigh Ritz MethodDocument2 pagesRayleigh Ritz MethodShiva Krishna Bhagavatula100% (2)
- Screw JackDocument1 pageScrew JackShiva Krishna Bhagavatula100% (1)
- Introduction To Knuckle JointDocument4 pagesIntroduction To Knuckle JointShiva Krishna BhagavatulaNo ratings yet
- Subroutines and MacrosDocument14 pagesSubroutines and MacrosShiva Krishna BhagavatulaNo ratings yet
- Architecture of CADDocument1 pageArchitecture of CADShiva Krishna BhagavatulaNo ratings yet
- Stages of CAD ProcessDocument2 pagesStages of CAD ProcessShiva Krishna Bhagavatula50% (8)
- Here's How Kanban WorksDocument3 pagesHere's How Kanban WorksShiva Krishna BhagavatulaNo ratings yet
- Math ProblemsDocument3 pagesMath Problemsaibajo2004No ratings yet
- Eastgate PDF BrochureDocument9 pagesEastgate PDF BrochurealincostinNo ratings yet
- Quality Assurance (QA) Management Procedures: SOP ListDocument9 pagesQuality Assurance (QA) Management Procedures: SOP ListPranav UppadhyayNo ratings yet
- LFL A Comprehensive Guide To EQUIA Forte en PDFDocument16 pagesLFL A Comprehensive Guide To EQUIA Forte en PDFAsus AsusNo ratings yet
- PDF File 5Th Class Math Lesson PlanFor 8 WeeksDocument8 pagesPDF File 5Th Class Math Lesson PlanFor 8 WeeksGB SportsNo ratings yet
- Test Bank For Psychology 9th Edition BernsteinDocument45 pagesTest Bank For Psychology 9th Edition BernsteinRamona Fretwell100% (33)
- The Environment PDFDocument6 pagesThe Environment PDFchaituNo ratings yet
- A Partial Adjusted Trial Balance Follows For Nolet LTD atDocument2 pagesA Partial Adjusted Trial Balance Follows For Nolet LTD atMiroslav GegoskiNo ratings yet
- Cacwacs Com Download Id 1259Document8 pagesCacwacs Com Download Id 1259Devesh RathiNo ratings yet
- Official Business Form: Itinerary/Destination Purpose (S) Time of Departure ReturnDocument3 pagesOfficial Business Form: Itinerary/Destination Purpose (S) Time of Departure ReturnAngelo AdelantarNo ratings yet
- IETE Template JRDocument7 pagesIETE Template JRAshish Kumar0% (1)
- FFXV Checklist - HuntsDocument1 pageFFXV Checklist - HuntsarashibirruNo ratings yet
- Topic 1Document88 pagesTopic 1Funny GuysNo ratings yet
- Napul ResumeDocument2 pagesNapul ResumeNp LbNo ratings yet
- PO Lifecycle in SAPDocument76 pagesPO Lifecycle in SAPadwankarparagNo ratings yet
- Safety, Efficacy, and Mechanisms of Action of Cannabinoids in Neurological Disorders.Document9 pagesSafety, Efficacy, and Mechanisms of Action of Cannabinoids in Neurological Disorders.Sindy Licette PiñeroNo ratings yet
- Math NCF 268-293Document26 pagesMath NCF 268-293natureyt4No ratings yet
- Software ReengineeringDocument37 pagesSoftware ReengineeringPasquale Focetola NetoNo ratings yet
- Fisa Tehnica Gips Carton Nida Standard 125 en PDFDocument2 pagesFisa Tehnica Gips Carton Nida Standard 125 en PDFGigi Laurentiu MocanuNo ratings yet
- Core Java InterviewDocument251 pagesCore Java InterviewLalitNo ratings yet
- Risk-Return Relationship On Equity Shares in India 1Document11 pagesRisk-Return Relationship On Equity Shares in India 1Tanmaya BiswalNo ratings yet
- Sh2016 EbookDocument764 pagesSh2016 Ebooksustainablehousing16100% (1)
- 2018 Medtronic Diabetes Investor BriefingDocument29 pages2018 Medtronic Diabetes Investor BriefingmedtechyNo ratings yet
- Making Your Career Plan: Integration of Life Goals, Values, Personality, Skills and AptitudeDocument18 pagesMaking Your Career Plan: Integration of Life Goals, Values, Personality, Skills and AptitudeRoella Mae MalinaoNo ratings yet
- Bill Qayoom SB PDFDocument1 pageBill Qayoom SB PDFMuhammad AsifNo ratings yet
- DR Thomas Levy COVID 19 Viral DefenseDocument24 pagesDR Thomas Levy COVID 19 Viral DefenseKaterina PoposkaNo ratings yet
- Epidemiology Of: Milk-Borne DiseasesDocument13 pagesEpidemiology Of: Milk-Borne Diseasesabdulqudus abdulakeemNo ratings yet