Download as ppt, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Sp3D Start Smartplant 3DDocument37 pagesSp3D Start Smartplant 3DJigy100% (2)
- CommandsDocument4 pagesCommandspleasename1No ratings yet
- P II HistoryDocument6 pagesP II Historypleasename1No ratings yet
- How To Instruction PaperwrittingDocument4 pagesHow To Instruction Paperwrittingpleasename1No ratings yet
- C-16 DME CurriculumDocument197 pagesC-16 DME Curriculumpleasename1No ratings yet
- Air Standed Cycles Lec-7Document20 pagesAir Standed Cycles Lec-7pleasename1No ratings yet
- Introduction To Anaerobic Digestion: 1. History of Biogas DevelopmentDocument10 pagesIntroduction To Anaerobic Digestion: 1. History of Biogas Developmentpleasename1No ratings yet
- Team09 PDFDocument23 pagesTeam09 PDFpleasename1No ratings yet
- Answer keys:: PCD cos × φ 60 cos 60 = × 1 60 30mm 2 = × =Document2 pagesAnswer keys:: PCD cos × φ 60 cos 60 = × 1 60 30mm 2 = × =pleasename1No ratings yet
- Manual For Universities 23012013Document83 pagesManual For Universities 23012013pleasename1No ratings yet
- Surveying 1: Awais Ahmed MirzaDocument32 pagesSurveying 1: Awais Ahmed MirzaSakthivelNo ratings yet
- Division 22 - Plumbing Section 22 13 16 - Sanitary Waste and Vent PipingDocument8 pagesDivision 22 - Plumbing Section 22 13 16 - Sanitary Waste and Vent PipingAlexander MasongsongNo ratings yet
- ESCODocument5 pagesESCOCaio MarinhoNo ratings yet
- Hhic P0089 Ah-Lf (Part1)Document86 pagesHhic P0089 Ah-Lf (Part1)FILIN VLADIMIRNo ratings yet
- Lesson Plan Model-1newDocument4 pagesLesson Plan Model-1newSatheesh KumarNo ratings yet
- Inquisimunda Void PiratesDocument7 pagesInquisimunda Void PiratesflibberjibberNo ratings yet
- TE-6070V Sampler Calibration Worksheet: Site and Calibration Information (Using G-Factor)Document3 pagesTE-6070V Sampler Calibration Worksheet: Site and Calibration Information (Using G-Factor)EDWARDNo ratings yet
- Semi-Internal "Pop-Action" Pressure Relief Valves For ASME Portable Containers 7583, 8684 and 8685 SeriesDocument1 pageSemi-Internal "Pop-Action" Pressure Relief Valves For ASME Portable Containers 7583, 8684 and 8685 Seriesأسامة حمدونىNo ratings yet
- D.Price List Fatima EnterprisesDocument3 pagesD.Price List Fatima EnterprisesGhalla Food TradersNo ratings yet
- Weight Chart 14333 PE 100Document1 pageWeight Chart 14333 PE 100ALOKNo ratings yet
- Chapter 3 Lathe MachineDocument28 pagesChapter 3 Lathe MachineMohd HapisNo ratings yet
- Workshop Practice Series 03 Screwcutting in The LatheDocument87 pagesWorkshop Practice Series 03 Screwcutting in The LatheSiddhant Maitra0% (1)
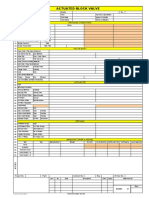
- Actuated Block Valve: Instrument Datasheet Tag NoDocument1 pageActuated Block Valve: Instrument Datasheet Tag Nokrishna kumarNo ratings yet
- Parker PR 2023Document84 pagesParker PR 2023Daniel Arturo Valer JhongNo ratings yet
- Zanussi Electrolux VD54-55 13220950 13220951Document80 pagesZanussi Electrolux VD54-55 13220950 13220951Sam GalaxyNo ratings yet
- Angle GrindersDocument11 pagesAngle GrindersMuhammed Mohsin100% (1)
- Piping Materials Specification Class D15KdDocument3 pagesPiping Materials Specification Class D15KdQeyratNo ratings yet
- John Deere Mowers Series 54D, 60D, 62D, 72D OnRamp and AutoConnect 261, 272 Read-Mounted Technical Manual TM1763Document31 pagesJohn Deere Mowers Series 54D, 60D, 62D, 72D OnRamp and AutoConnect 261, 272 Read-Mounted Technical Manual TM1763Equipment ManualsNo ratings yet
- Country-Code 11Document24 pagesCountry-Code 11Önder BüyükişcanNo ratings yet
- 353.infanteriedivision Uniform and Basic Field Gear StandardsDocument37 pages353.infanteriedivision Uniform and Basic Field Gear StandardsFlorenciaNo ratings yet
- Manual of Modern Automatic GunsDocument19 pagesManual of Modern Automatic Gunsp colmant100% (1)
- Din 13-23Document21 pagesDin 13-23rajeskumarNo ratings yet
- BiddingsDocument10 pagesBiddingsJoe Mark Costan AvilaNo ratings yet
- STIHL Precision Series Hand Tools: Spare Parts ListDocument16 pagesSTIHL Precision Series Hand Tools: Spare Parts ListDAVNIALNo ratings yet
- Craftex Table Saw CT146Document56 pagesCraftex Table Saw CT146TenGeesNo ratings yet
- Instrument OrtopediDocument2 pagesInstrument Ortopediinstalasi bedah sentralNo ratings yet
- American Bureau of Shipping: Register of Lifting AppliancesDocument8 pagesAmerican Bureau of Shipping: Register of Lifting AppliancesSiddharth HadaNo ratings yet
- Best Price of SMC650 Machining Center With Fanuc ControlDocument7 pagesBest Price of SMC650 Machining Center With Fanuc ControlRenato Cuadros MahaneyNo ratings yet
- Presentation On MicrometerDocument19 pagesPresentation On MicrometerSHIJINNo ratings yet