
Tablets Design and Manufacture Machines PHT 311 Lecture 3
Tablets Design and Manufacture Machines PHT 311 Lecture 3
You might also like
- 02.tablets (-II-)Document42 pages02.tablets (-II-)Subha ShankareeNo ratings yet
- Flexilor RangeDocument31 pagesFlexilor RangekurutalaNo ratings yet
- Argus 5 1 Test CasesDocument11 pagesArgus 5 1 Test CasespponnapatiNo ratings yet
- M.pharm SyllabusDocument47 pagesM.pharm SyllabustusharphaleNo ratings yet
- Strainer Pressure DropDocument26 pagesStrainer Pressure Dropmkchy1260% (5)
- Ed. LABORATORY-MANUAL-CHEM-1108Document74 pagesEd. LABORATORY-MANUAL-CHEM-1108Joevelyn ValdezNo ratings yet
- Compression-Stages and ToolingDocument14 pagesCompression-Stages and ToolingMing Yew TingNo ratings yet
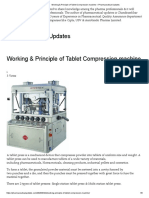
- Working & Principle of Tablet Compression Machine - Pharmaceutical UpdatesDocument8 pagesWorking & Principle of Tablet Compression Machine - Pharmaceutical UpdatesPrayag ThakarNo ratings yet
- Unit III TabletsDocument89 pagesUnit III TabletsLalitha RajeshNo ratings yet
- Tableting: Compression & Compaction in Tablets FormationDocument25 pagesTableting: Compression & Compaction in Tablets FormationVon Valentine MhuteNo ratings yet
- Tablet by Anand KumarDocument15 pagesTablet by Anand KumarAnand Kumar100% (1)
- Working of Tablet Punching Machine: Presented By-Chetan Singh BishtDocument44 pagesWorking of Tablet Punching Machine: Presented By-Chetan Singh BishtJanvi Mayank JainNo ratings yet
- Tablet MachineDocument3 pagesTablet MachineAnonymous yBhOAi5UH100% (1)
- TabletsDocument78 pagesTabletsLoverboy ForuNo ratings yet
- Dosage Form DesignDocument7 pagesDosage Form DesignNICOLE ANGELIQUE M. DINOYNo ratings yet
- Copy of Oral Solid Dosage FormsDocument86 pagesCopy of Oral Solid Dosage Formsrosebelle1906No ratings yet
- Solid Dosage Form Part 2Document44 pagesSolid Dosage Form Part 2Claire Marie AlvaranNo ratings yet
- CapsulesDocument44 pagesCapsulesPrinceNo ratings yet
- Solid Dosage Form Part 1Document48 pagesSolid Dosage Form Part 1Claire Marie AlvaranNo ratings yet
- Tablet FinalDocument104 pagesTablet FinalAngela PagalilauanNo ratings yet
- Solid Dosage FormsDocument4 pagesSolid Dosage Formscofodike1No ratings yet
- AntibioticsDocument36 pagesAntibioticsBen Paolo Cecilia RabaraNo ratings yet
- Introduction To Biopharmaceutics and PharmacokineticsDocument40 pagesIntroduction To Biopharmaceutics and PharmacokineticsSyeda Eshaal JavaidNo ratings yet
- List APOTIKDocument17 pagesList APOTIKAtuq MudhaNo ratings yet
- TabletDocument80 pagesTabletParizal Very100% (4)
- CapsuleskncopDocument181 pagesCapsuleskncopboozokaranNo ratings yet
- Tablet SIBDocument45 pagesTablet SIBMd Sayeed100% (1)
- Tablets: By: Katryn PunsalangDocument69 pagesTablets: By: Katryn PunsalangKatryn PunsalangNo ratings yet
- TabletsDocument14 pagesTabletsMuhammad WaleedNo ratings yet
- Transdermal Drug Delivery SystemDocument37 pagesTransdermal Drug Delivery SystemokNo ratings yet
- Tablet Disintegration Test and Basket Rack AssemblyDocument2 pagesTablet Disintegration Test and Basket Rack AssemblyPhoenix100% (1)
- Powder: Mr. Suraj Mandal M.Pharm PharmaceuticsDocument37 pagesPowder: Mr. Suraj Mandal M.Pharm PharmaceuticsAshwani Guleria100% (1)
- 22 Inumerable, Myzhel S. IC - PH: Brand Name Generic Name Manufacturer Dosage Form AntihistaminesDocument1 page22 Inumerable, Myzhel S. IC - PH: Brand Name Generic Name Manufacturer Dosage Form AntihistaminesMyzhel Inumerable100% (1)
- Unit Operations in Secondary ManufacturingDocument11 pagesUnit Operations in Secondary ManufacturingJoyce Marian BelonguelNo ratings yet
- Biphasic Dosage FormsDocument5 pagesBiphasic Dosage Formslitha100% (1)
- Oral Dosage Forms That Should Not Be Crushed 2016Document16 pagesOral Dosage Forms That Should Not Be Crushed 2016Anna DangNo ratings yet
- PHARDOSE REPORT - Powders and GranulesDocument58 pagesPHARDOSE REPORT - Powders and GranulesBiyaya San PedroNo ratings yet
- Innovation in Capsule Dosage FormDocument69 pagesInnovation in Capsule Dosage FormAshish Gajera100% (1)
- PENICILLINSDocument109 pagesPENICILLINSAnamta AshfaqNo ratings yet
- Antiobiotics Concept MapDocument6 pagesAntiobiotics Concept MapTricia Mae FarinNo ratings yet
- Tablets Solid Dosage FormsDocument4 pagesTablets Solid Dosage FormsRamdas Dolas0% (1)
- Dosage Forms Module 1Document2 pagesDosage Forms Module 1Lyka TamarayNo ratings yet
- IpqcDocument37 pagesIpqcAjitha AzhakesanNo ratings yet
- Evaluation of Proteins and Peptides PDFDocument19 pagesEvaluation of Proteins and Peptides PDFMehnaz Mohammad100% (1)
- Pre FormulationDocument13 pagesPre FormulationCm MouliNo ratings yet
- F&IP Lab Manual 4th YearDocument173 pagesF&IP Lab Manual 4th YearVargheseNo ratings yet
- 5 PharmacodynamicsDocument84 pages5 Pharmacodynamicsapi-343631539No ratings yet
- Controlled and Sustained Release DosageDocument14 pagesControlled and Sustained Release DosageMehak Lubana100% (1)
- Excipients ProfileDocument7 pagesExcipients ProfileTamilarasan DeenathayalanNo ratings yet
- 634581643032102500Document130 pages634581643032102500DrVenu Madhav KNo ratings yet
- QC Tests For Tablet Dosage FormsDocument8 pagesQC Tests For Tablet Dosage FormsBernadette BoholanoNo ratings yet
- Tablet FormulationDocument34 pagesTablet FormulationWicharn KetjindaNo ratings yet
- Oral Reconstitutable Herbal Dry Syrup: Formulation, Development and AssessmentDocument12 pagesOral Reconstitutable Herbal Dry Syrup: Formulation, Development and AssessmentIJAR JOURNALNo ratings yet
- Name of DefectDocument3 pagesName of DefectJana EncaboNo ratings yet
- Resume of Bijo MathewDocument6 pagesResume of Bijo MathewBijo Mathew100% (1)
- Powders and GranuleswhatDocument47 pagesPowders and GranuleswhatJezreel JavierNo ratings yet
- 04 - Sugar Coating of Vitamin TabletsDocument4 pages04 - Sugar Coating of Vitamin Tabletsltrevino100No ratings yet
- Tablet-Oral Solid Dosage FormDocument31 pagesTablet-Oral Solid Dosage FormHely PatelNo ratings yet
- Journal Club Seminar On Sub Lingual TabletsDocument19 pagesJournal Club Seminar On Sub Lingual TabletsSamudrala VijaykumarNo ratings yet
- Tablet Compression SingleDocument20 pagesTablet Compression Singleanon_8154817350% (1)
- Tablet CompressionDocument11 pagesTablet CompressiondanielvazquezsandovalNo ratings yet
- Singer Quantum Stylist 9960: Pocket Guide: Buttons, Dials, Settings, Stitches, and FeetFrom EverandSinger Quantum Stylist 9960: Pocket Guide: Buttons, Dials, Settings, Stitches, and FeetNo ratings yet
- Different Drying Methods: Their Applications and Recent AdvancesDocument10 pagesDifferent Drying Methods: Their Applications and Recent AdvancesLê Quang DuyNo ratings yet
- Alp - Sizer InfoDocument13 pagesAlp - Sizer InfoLê Quang DuyNo ratings yet
- Application of The Integral (Work Required To Compress A Nonlinear Spring)Document5 pagesApplication of The Integral (Work Required To Compress A Nonlinear Spring)Lê Quang DuyNo ratings yet
- Alp - Sizer InfoDocument13 pagesAlp - Sizer InfoLê Quang DuyNo ratings yet
- Dynamics in Double Roll CrushersDocument7 pagesDynamics in Double Roll CrushersLê Quang Duy100% (1)
- The Intelligence: Behind Tabletting ScienceDocument1 pageThe Intelligence: Behind Tabletting ScienceLê Quang DuyNo ratings yet
- Jota ShieldDocument3 pagesJota ShieldsarijuicyNo ratings yet
- Electro Chemistry (E)Document29 pagesElectro Chemistry (E)Rahul Garg0% (1)
- Disinfection - Services - Proposal - For Subic International HotelDocument3 pagesDisinfection - Services - Proposal - For Subic International HotelDylan GreyNo ratings yet
- BBS 10 W8 DS 001 C Glycol Contactor DSDocument4 pagesBBS 10 W8 DS 001 C Glycol Contactor DSAdianto RahmanNo ratings yet
- Ecology QuizDocument8 pagesEcology Quizanoody26No ratings yet
- Earth and Planetary Science Letters: Robert C. Newton, Craig E. ManningDocument9 pagesEarth and Planetary Science Letters: Robert C. Newton, Craig E. Manningarkan ayatullohNo ratings yet
- EFB As Fuel For Biomass Boilers PDFDocument7 pagesEFB As Fuel For Biomass Boilers PDFAnonymous T7zEN6iLHNo ratings yet
- Photolithography Report 1Document26 pagesPhotolithography Report 1Soumyadeep KunduNo ratings yet
- Material Safety Data Sheet For Portable and Stationary X-Ray Systems v9Document10 pagesMaterial Safety Data Sheet For Portable and Stationary X-Ray Systems v9Rajesh IthapeNo ratings yet
- Price List: With Effect From 01 January, 2021Document12 pagesPrice List: With Effect From 01 January, 2021Dev KumarNo ratings yet
- 3 - Biological Molecules - Cie Ial Biology QPDocument16 pages3 - Biological Molecules - Cie Ial Biology QPBoney StephenNo ratings yet
- 200 Series: Insert Style Flow Sensors by Data Industrial Owner's ManualDocument16 pages200 Series: Insert Style Flow Sensors by Data Industrial Owner's Manualaries26marchNo ratings yet
- TDocument2 pagesTmariaNo ratings yet
- Produk KnowledgeDocument6 pagesProduk KnowledgeMohammad IsraNo ratings yet
- 135 Msds PDFDocument4 pages135 Msds PDFHamid MojiryNo ratings yet
- Psi BR1100.1 en PDFDocument2 pagesPsi BR1100.1 en PDFPatricio TigasiNo ratings yet
- تحضير ثايودايزول 22Document1 pageتحضير ثايودايزول 22Usama AliNo ratings yet
- Automotive Air Conditioning by Jim Dawson - 216Document23 pagesAutomotive Air Conditioning by Jim Dawson - 216pdatscribd12375% (4)
- Chemistry Project On Study of Effect of Potassium Bisulphite As Food Pre Servative Under Various ConditionsDocument24 pagesChemistry Project On Study of Effect of Potassium Bisulphite As Food Pre Servative Under Various Conditionsdantkanti456No ratings yet
- Gke10 Spirax SarcoDocument2 pagesGke10 Spirax SarcoEMANo ratings yet
- Organisms Lab BiologyDocument3 pagesOrganisms Lab BiologyNick Weav0% (1)
- Crouse-Hinds Catalog 2015 PDFDocument375 pagesCrouse-Hinds Catalog 2015 PDFwillian renee carrion aguileraNo ratings yet
- Aerator/Mixer: Surumi UMPDocument7 pagesAerator/Mixer: Surumi UMPVILMA CAROLINA PORTILLO CHAVEZNo ratings yet
- Effect of Electricity in Your BodyDocument1 pageEffect of Electricity in Your BodyKish SivaNo ratings yet
- Chemistry SSC-I (3rd Set)Document5 pagesChemistry SSC-I (3rd Set)Amaan KareemNo ratings yet
- Nse Equity Stocks List - 23-11-2021Document76 pagesNse Equity Stocks List - 23-11-2021Prasad BandeppagariNo ratings yet
- Advanced Shape Memory Alloy Material Models For ANSYSDocument12 pagesAdvanced Shape Memory Alloy Material Models For ANSYSSlava SlesarenkoNo ratings yet




























































































Download as ppt, pdf, or txt
You might also like
- 02.tablets (-II-)Document42 pages02.tablets (-II-)Subha ShankareeNo ratings yet
- Flexilor RangeDocument31 pagesFlexilor RangekurutalaNo ratings yet
- Argus 5 1 Test CasesDocument11 pagesArgus 5 1 Test CasespponnapatiNo ratings yet
- M.pharm SyllabusDocument47 pagesM.pharm SyllabustusharphaleNo ratings yet
- Strainer Pressure DropDocument26 pagesStrainer Pressure Dropmkchy1260% (5)
- Ed. LABORATORY-MANUAL-CHEM-1108Document74 pagesEd. LABORATORY-MANUAL-CHEM-1108Joevelyn ValdezNo ratings yet
- Compression-Stages and ToolingDocument14 pagesCompression-Stages and ToolingMing Yew TingNo ratings yet
- Working & Principle of Tablet Compression Machine - Pharmaceutical UpdatesDocument8 pagesWorking & Principle of Tablet Compression Machine - Pharmaceutical UpdatesPrayag ThakarNo ratings yet
- Unit III TabletsDocument89 pagesUnit III TabletsLalitha RajeshNo ratings yet
- Tableting: Compression & Compaction in Tablets FormationDocument25 pagesTableting: Compression & Compaction in Tablets FormationVon Valentine MhuteNo ratings yet
- Tablet by Anand KumarDocument15 pagesTablet by Anand KumarAnand Kumar100% (1)
- Working of Tablet Punching Machine: Presented By-Chetan Singh BishtDocument44 pagesWorking of Tablet Punching Machine: Presented By-Chetan Singh BishtJanvi Mayank JainNo ratings yet
- Tablet MachineDocument3 pagesTablet MachineAnonymous yBhOAi5UH100% (1)
- TabletsDocument78 pagesTabletsLoverboy ForuNo ratings yet
- Dosage Form DesignDocument7 pagesDosage Form DesignNICOLE ANGELIQUE M. DINOYNo ratings yet
- Copy of Oral Solid Dosage FormsDocument86 pagesCopy of Oral Solid Dosage Formsrosebelle1906No ratings yet
- Solid Dosage Form Part 2Document44 pagesSolid Dosage Form Part 2Claire Marie AlvaranNo ratings yet
- CapsulesDocument44 pagesCapsulesPrinceNo ratings yet
- Solid Dosage Form Part 1Document48 pagesSolid Dosage Form Part 1Claire Marie AlvaranNo ratings yet
- Tablet FinalDocument104 pagesTablet FinalAngela PagalilauanNo ratings yet
- Solid Dosage FormsDocument4 pagesSolid Dosage Formscofodike1No ratings yet
- AntibioticsDocument36 pagesAntibioticsBen Paolo Cecilia RabaraNo ratings yet
- Introduction To Biopharmaceutics and PharmacokineticsDocument40 pagesIntroduction To Biopharmaceutics and PharmacokineticsSyeda Eshaal JavaidNo ratings yet
- List APOTIKDocument17 pagesList APOTIKAtuq MudhaNo ratings yet
- TabletDocument80 pagesTabletParizal Very100% (4)
- CapsuleskncopDocument181 pagesCapsuleskncopboozokaranNo ratings yet
- Tablet SIBDocument45 pagesTablet SIBMd Sayeed100% (1)
- Tablets: By: Katryn PunsalangDocument69 pagesTablets: By: Katryn PunsalangKatryn PunsalangNo ratings yet
- TabletsDocument14 pagesTabletsMuhammad WaleedNo ratings yet
- Transdermal Drug Delivery SystemDocument37 pagesTransdermal Drug Delivery SystemokNo ratings yet
- Tablet Disintegration Test and Basket Rack AssemblyDocument2 pagesTablet Disintegration Test and Basket Rack AssemblyPhoenix100% (1)
- Powder: Mr. Suraj Mandal M.Pharm PharmaceuticsDocument37 pagesPowder: Mr. Suraj Mandal M.Pharm PharmaceuticsAshwani Guleria100% (1)
- 22 Inumerable, Myzhel S. IC - PH: Brand Name Generic Name Manufacturer Dosage Form AntihistaminesDocument1 page22 Inumerable, Myzhel S. IC - PH: Brand Name Generic Name Manufacturer Dosage Form AntihistaminesMyzhel Inumerable100% (1)
- Unit Operations in Secondary ManufacturingDocument11 pagesUnit Operations in Secondary ManufacturingJoyce Marian BelonguelNo ratings yet
- Biphasic Dosage FormsDocument5 pagesBiphasic Dosage Formslitha100% (1)
- Oral Dosage Forms That Should Not Be Crushed 2016Document16 pagesOral Dosage Forms That Should Not Be Crushed 2016Anna DangNo ratings yet
- PHARDOSE REPORT - Powders and GranulesDocument58 pagesPHARDOSE REPORT - Powders and GranulesBiyaya San PedroNo ratings yet
- Innovation in Capsule Dosage FormDocument69 pagesInnovation in Capsule Dosage FormAshish Gajera100% (1)
- PENICILLINSDocument109 pagesPENICILLINSAnamta AshfaqNo ratings yet
- Antiobiotics Concept MapDocument6 pagesAntiobiotics Concept MapTricia Mae FarinNo ratings yet
- Tablets Solid Dosage FormsDocument4 pagesTablets Solid Dosage FormsRamdas Dolas0% (1)
- Dosage Forms Module 1Document2 pagesDosage Forms Module 1Lyka TamarayNo ratings yet
- IpqcDocument37 pagesIpqcAjitha AzhakesanNo ratings yet
- Evaluation of Proteins and Peptides PDFDocument19 pagesEvaluation of Proteins and Peptides PDFMehnaz Mohammad100% (1)
- Pre FormulationDocument13 pagesPre FormulationCm MouliNo ratings yet
- F&IP Lab Manual 4th YearDocument173 pagesF&IP Lab Manual 4th YearVargheseNo ratings yet
- 5 PharmacodynamicsDocument84 pages5 Pharmacodynamicsapi-343631539No ratings yet
- Controlled and Sustained Release DosageDocument14 pagesControlled and Sustained Release DosageMehak Lubana100% (1)
- Excipients ProfileDocument7 pagesExcipients ProfileTamilarasan DeenathayalanNo ratings yet
- 634581643032102500Document130 pages634581643032102500DrVenu Madhav KNo ratings yet
- QC Tests For Tablet Dosage FormsDocument8 pagesQC Tests For Tablet Dosage FormsBernadette BoholanoNo ratings yet
- Tablet FormulationDocument34 pagesTablet FormulationWicharn KetjindaNo ratings yet
- Oral Reconstitutable Herbal Dry Syrup: Formulation, Development and AssessmentDocument12 pagesOral Reconstitutable Herbal Dry Syrup: Formulation, Development and AssessmentIJAR JOURNALNo ratings yet
- Name of DefectDocument3 pagesName of DefectJana EncaboNo ratings yet
- Resume of Bijo MathewDocument6 pagesResume of Bijo MathewBijo Mathew100% (1)
- Powders and GranuleswhatDocument47 pagesPowders and GranuleswhatJezreel JavierNo ratings yet
- 04 - Sugar Coating of Vitamin TabletsDocument4 pages04 - Sugar Coating of Vitamin Tabletsltrevino100No ratings yet
- Tablet-Oral Solid Dosage FormDocument31 pagesTablet-Oral Solid Dosage FormHely PatelNo ratings yet
- Journal Club Seminar On Sub Lingual TabletsDocument19 pagesJournal Club Seminar On Sub Lingual TabletsSamudrala VijaykumarNo ratings yet
- Tablet Compression SingleDocument20 pagesTablet Compression Singleanon_8154817350% (1)
- Tablet CompressionDocument11 pagesTablet CompressiondanielvazquezsandovalNo ratings yet
- Singer Quantum Stylist 9960: Pocket Guide: Buttons, Dials, Settings, Stitches, and FeetFrom EverandSinger Quantum Stylist 9960: Pocket Guide: Buttons, Dials, Settings, Stitches, and FeetNo ratings yet
- Different Drying Methods: Their Applications and Recent AdvancesDocument10 pagesDifferent Drying Methods: Their Applications and Recent AdvancesLê Quang DuyNo ratings yet
- Alp - Sizer InfoDocument13 pagesAlp - Sizer InfoLê Quang DuyNo ratings yet
- Application of The Integral (Work Required To Compress A Nonlinear Spring)Document5 pagesApplication of The Integral (Work Required To Compress A Nonlinear Spring)Lê Quang DuyNo ratings yet
- Alp - Sizer InfoDocument13 pagesAlp - Sizer InfoLê Quang DuyNo ratings yet
- Dynamics in Double Roll CrushersDocument7 pagesDynamics in Double Roll CrushersLê Quang Duy100% (1)
- The Intelligence: Behind Tabletting ScienceDocument1 pageThe Intelligence: Behind Tabletting ScienceLê Quang DuyNo ratings yet
- Jota ShieldDocument3 pagesJota ShieldsarijuicyNo ratings yet
- Electro Chemistry (E)Document29 pagesElectro Chemistry (E)Rahul Garg0% (1)
- Disinfection - Services - Proposal - For Subic International HotelDocument3 pagesDisinfection - Services - Proposal - For Subic International HotelDylan GreyNo ratings yet
- BBS 10 W8 DS 001 C Glycol Contactor DSDocument4 pagesBBS 10 W8 DS 001 C Glycol Contactor DSAdianto RahmanNo ratings yet
- Ecology QuizDocument8 pagesEcology Quizanoody26No ratings yet
- Earth and Planetary Science Letters: Robert C. Newton, Craig E. ManningDocument9 pagesEarth and Planetary Science Letters: Robert C. Newton, Craig E. Manningarkan ayatullohNo ratings yet
- EFB As Fuel For Biomass Boilers PDFDocument7 pagesEFB As Fuel For Biomass Boilers PDFAnonymous T7zEN6iLHNo ratings yet
- Photolithography Report 1Document26 pagesPhotolithography Report 1Soumyadeep KunduNo ratings yet
- Material Safety Data Sheet For Portable and Stationary X-Ray Systems v9Document10 pagesMaterial Safety Data Sheet For Portable and Stationary X-Ray Systems v9Rajesh IthapeNo ratings yet
- Price List: With Effect From 01 January, 2021Document12 pagesPrice List: With Effect From 01 January, 2021Dev KumarNo ratings yet
- 3 - Biological Molecules - Cie Ial Biology QPDocument16 pages3 - Biological Molecules - Cie Ial Biology QPBoney StephenNo ratings yet
- 200 Series: Insert Style Flow Sensors by Data Industrial Owner's ManualDocument16 pages200 Series: Insert Style Flow Sensors by Data Industrial Owner's Manualaries26marchNo ratings yet
- TDocument2 pagesTmariaNo ratings yet
- Produk KnowledgeDocument6 pagesProduk KnowledgeMohammad IsraNo ratings yet
- 135 Msds PDFDocument4 pages135 Msds PDFHamid MojiryNo ratings yet
- Psi BR1100.1 en PDFDocument2 pagesPsi BR1100.1 en PDFPatricio TigasiNo ratings yet
- تحضير ثايودايزول 22Document1 pageتحضير ثايودايزول 22Usama AliNo ratings yet
- Automotive Air Conditioning by Jim Dawson - 216Document23 pagesAutomotive Air Conditioning by Jim Dawson - 216pdatscribd12375% (4)
- Chemistry Project On Study of Effect of Potassium Bisulphite As Food Pre Servative Under Various ConditionsDocument24 pagesChemistry Project On Study of Effect of Potassium Bisulphite As Food Pre Servative Under Various Conditionsdantkanti456No ratings yet
- Gke10 Spirax SarcoDocument2 pagesGke10 Spirax SarcoEMANo ratings yet
- Organisms Lab BiologyDocument3 pagesOrganisms Lab BiologyNick Weav0% (1)
- Crouse-Hinds Catalog 2015 PDFDocument375 pagesCrouse-Hinds Catalog 2015 PDFwillian renee carrion aguileraNo ratings yet
- Aerator/Mixer: Surumi UMPDocument7 pagesAerator/Mixer: Surumi UMPVILMA CAROLINA PORTILLO CHAVEZNo ratings yet
- Effect of Electricity in Your BodyDocument1 pageEffect of Electricity in Your BodyKish SivaNo ratings yet
- Chemistry SSC-I (3rd Set)Document5 pagesChemistry SSC-I (3rd Set)Amaan KareemNo ratings yet
- Nse Equity Stocks List - 23-11-2021Document76 pagesNse Equity Stocks List - 23-11-2021Prasad BandeppagariNo ratings yet
- Advanced Shape Memory Alloy Material Models For ANSYSDocument12 pagesAdvanced Shape Memory Alloy Material Models For ANSYSSlava SlesarenkoNo ratings yet