Download as pptx, pdf, or txt
You might also like
- Tape Out ChecklistDocument2 pagesTape Out ChecklistAlak Majumder100% (1)
- Kpi For Design TeamDocument23 pagesKpi For Design TeamGiap le Dinh100% (1)
- Net - Oryx Vision The Future of Mobility PDFDocument10 pagesNet - Oryx Vision The Future of Mobility PDFkthuang1No ratings yet
- Ring Flange CalculationDocument3 pagesRing Flange CalculationLuizNo ratings yet
- Aisys CS2 Spec SheetDocument5 pagesAisys CS2 Spec SheetCarlos Iba100% (1)
- CAD - CAM - CAE Notes PDFDocument101 pagesCAD - CAM - CAE Notes PDFgoreabhayNo ratings yet
- Computer: Manufacturing SystemsDocument39 pagesComputer: Manufacturing SystemsRajueswarNo ratings yet
- CAD CAM CAE Notes PDFDocument101 pagesCAD CAM CAE Notes PDFSatyaprakash Dinesh VisputeNo ratings yet
- CadDocument27 pagesCadTrigger DineshNo ratings yet
- Design of Manufacturing Processes General ConceptsDocument5 pagesDesign of Manufacturing Processes General ConceptsNaveen NoronhaNo ratings yet
- Chapter 3 - Element of CIM - UpdatedDocument122 pagesChapter 3 - Element of CIM - UpdatedLê Tuấn AnhNo ratings yet
- Ie433 Cad/Cam Computer Aided Design and Computer Aided Manufacturing Part-1 Introduction To CAD/CAMDocument27 pagesIe433 Cad/Cam Computer Aided Design and Computer Aided Manufacturing Part-1 Introduction To CAD/CAMJackson ..No ratings yet
- Introduction To CAMDocument42 pagesIntroduction To CAMapoorva.choudhary02No ratings yet
- Ie433 Cad/Cam Computer Aided Design and Computer Aided Manufacturing Part-1 Introduction To CAD/CAMDocument27 pagesIe433 Cad/Cam Computer Aided Design and Computer Aided Manufacturing Part-1 Introduction To CAD/CAMMuhammed SulfeekNo ratings yet
- Recent Trends in CappDocument23 pagesRecent Trends in CappharimankadaNo ratings yet
- Computer Aided Process Planning (CAPP)Document30 pagesComputer Aided Process Planning (CAPP)brijkishor2017100% (1)
- Computer-Aided Design (CAD) Is Defined As Any Design Activity That Involves The EffectiveDocument4 pagesComputer-Aided Design (CAD) Is Defined As Any Design Activity That Involves The EffectivevasanthsatNo ratings yet
- Computer Aided Process Planning Full Seminar ReportDocument32 pagesComputer Aided Process Planning Full Seminar ReportSarath Chandran100% (7)
- Computer Aided Design and Manufacturing (Final Submission)Document37 pagesComputer Aided Design and Manufacturing (Final Submission)Momoh OsazeleNo ratings yet
- Mec4108 CaeDocument33 pagesMec4108 CaeacematovuNo ratings yet
- Group 9: Ch. 38: Computer-Aided Manufacturing Ch. 40: Product Design and Process Selection in A Competitive EnvironmentDocument53 pagesGroup 9: Ch. 38: Computer-Aided Manufacturing Ch. 40: Product Design and Process Selection in A Competitive Environmentkbkaran5955No ratings yet
- Tutorial (1) Manufacturing Models & MetricsDocument37 pagesTutorial (1) Manufacturing Models & MetricsAbdulaziz almasoudiNo ratings yet
- Computer Aided Process Planning: Date: 2/27/03 Room: MSE Computer Lab Presenters: Cem Toma Anthony NguyenDocument23 pagesComputer Aided Process Planning: Date: 2/27/03 Room: MSE Computer Lab Presenters: Cem Toma Anthony NguyenRjose PortilloNo ratings yet
- Computer: Manufacturing SystemsDocument39 pagesComputer: Manufacturing SystemsJeganNo ratings yet
- Cad Module 2Document3 pagesCad Module 2JithumonNo ratings yet
- Unit Ii: Process Planning by Dr. A. Asha Professor/Mechanial Engineering Kamaraj College of Engineering & TechnologyDocument28 pagesUnit Ii: Process Planning by Dr. A. Asha Professor/Mechanial Engineering Kamaraj College of Engineering & TechnologyShailesh ShirguppikarNo ratings yet
- 02 Sisman 2023 Manuf System ArchitectureDocument58 pages02 Sisman 2023 Manuf System Architecturefarhan srgNo ratings yet
- Om Module5Document10 pagesOm Module5KylaNo ratings yet
- How NC, DNC and CNC Increase The Productivity in Your PlantDocument12 pagesHow NC, DNC and CNC Increase The Productivity in Your PlantmasivattakNo ratings yet
- PLM - Chapter 7Document25 pagesPLM - Chapter 7Orville SutariNo ratings yet
- Computer Aided Design and ManufacturingDocument62 pagesComputer Aided Design and Manufacturingmanu33% (3)
- Productivity Measurement and Design Efficiency in Product DevelopmentDocument18 pagesProductivity Measurement and Design Efficiency in Product DevelopmentsouravNo ratings yet
- Unit - 2 Process Planning Process PlanningDocument21 pagesUnit - 2 Process Planning Process PlanningRAJAGOPAL MNo ratings yet
- Chapter3 - Concurrent Engineering PDFDocument15 pagesChapter3 - Concurrent Engineering PDFSandeep GogadiNo ratings yet
- Production and Operations ManagementDocument1 pageProduction and Operations ManagementGideon Kabutey OcanseyNo ratings yet
- Foundation of Business Lecture - 7: Productions and Operations ManagementDocument16 pagesFoundation of Business Lecture - 7: Productions and Operations Managementnuwair.seiam24eduNo ratings yet
- PDPP Unit - 5 PDFDocument25 pagesPDPP Unit - 5 PDFShreya KumariNo ratings yet
- CAD / Computer-Aided DesignDocument3 pagesCAD / Computer-Aided Designsatya prakash mallNo ratings yet
- InternshipDocument33 pagesInternshipsravankumarNo ratings yet
- CAPPC Presentation 12-5-05Document46 pagesCAPPC Presentation 12-5-05rahulNo ratings yet
- Unit 1Document21 pagesUnit 1John Aubrey MatiasNo ratings yet
- B.Tech. VII-Sem: Cad/CamDocument162 pagesB.Tech. VII-Sem: Cad/CamSushanthNo ratings yet
- Program - DELMIA - Operations Engineering - ArticulateDocument19 pagesProgram - DELMIA - Operations Engineering - ArticulateCaleb Quiros SeguraNo ratings yet
- Me 6703-Cim-Mech-Viist-Au-Unit-IiDocument29 pagesMe 6703-Cim-Mech-Viist-Au-Unit-IiSiva RamanNo ratings yet
- PPCE U 1 NotesDocument10 pagesPPCE U 1 NotesJeevanandam ShanmugasundaramNo ratings yet
- Application of Computer in Manufacturing DPE426: Experiments OnDocument14 pagesApplication of Computer in Manufacturing DPE426: Experiments OnPrabha KaranNo ratings yet
- October 2019process PlaningstionqueDocument8 pagesOctober 2019process Planingstionquekandasamy sivamuruganNo ratings yet
- Concurrent Engineering, Collaborative EngineeringDocument20 pagesConcurrent Engineering, Collaborative EngineeringRushabh KhivasaraNo ratings yet
- Introduction To Manufacturing ProcessesDocument139 pagesIntroduction To Manufacturing Processesali raza100% (1)
- 2017 IM 40 (Lab Session 1)Document3 pages2017 IM 40 (Lab Session 1)Muhammad Irfan AkramNo ratings yet
- 1-Process SelectionDocument43 pages1-Process SelectionTejas BhavsarNo ratings yet
- md021 Topic05 ProcessSelectionFacilityLayoutDocument44 pagesmd021 Topic05 ProcessSelectionFacilityLayoutKunal ModiNo ratings yet
- WSAD Course SummaryDocument16 pagesWSAD Course SummaryAbdulwahab AlmaimaniNo ratings yet
- Chapter OneDocument61 pagesChapter OneberhaneNo ratings yet
- Lecture 01 - IntroductionDocument29 pagesLecture 01 - IntroductionazizNo ratings yet
- Product, Process and Schedule DesignDocument69 pagesProduct, Process and Schedule DesignIram Chavira100% (1)
- CAD/CAM Means Computer-Aided Design and Computer-Aided Manufacturing. It Is The TechnologyDocument10 pagesCAD/CAM Means Computer-Aided Design and Computer-Aided Manufacturing. It Is The TechnologyRavi SekharNo ratings yet
- Computer Aided ManufacturingDocument28 pagesComputer Aided ManufacturingSheik AbdullahNo ratings yet
- Advance CadDocument16 pagesAdvance Cadqadir aliNo ratings yet
- Introduction To Basic Manufacturing ProcessDocument23 pagesIntroduction To Basic Manufacturing ProcessNyan HtetwinNo ratings yet
- Chapter 7: Process PlanningDocument6 pagesChapter 7: Process Planningஅன்புடன் அஸ்வின்No ratings yet
- To Understand The Application of Computers in Various Aspects of Manufacturing Viz., Design, Proper Planning, Manufacturing Cost, Layout & Material Handling SystemDocument33 pagesTo Understand The Application of Computers in Various Aspects of Manufacturing Viz., Design, Proper Planning, Manufacturing Cost, Layout & Material Handling Systemmkumar_234155No ratings yet
- Study On Chip Formation Characteristics in Turning Niti Shape Memory AlloysDocument10 pagesStudy On Chip Formation Characteristics in Turning Niti Shape Memory AlloysVinoth KumarNo ratings yet
- Manual: For Solar TechnicianDocument85 pagesManual: For Solar TechnicianVinoth KumarNo ratings yet
- Panel of Examiners - ThesisDocument3 pagesPanel of Examiners - ThesisVinoth KumarNo ratings yet
- Prediction and Simulation To Obtain Optimal Mechanical Properties of Hybrid Natural Fiber Composite MaterialsDocument1 pagePrediction and Simulation To Obtain Optimal Mechanical Properties of Hybrid Natural Fiber Composite MaterialsVinoth KumarNo ratings yet
- Study of PlasticDocument6 pagesStudy of PlasticVinoth KumarNo ratings yet
- Mechanical Engg - Time Table July 2014Document10 pagesMechanical Engg - Time Table July 2014Vinoth KumarNo ratings yet
- Flexi Multiradio 10 Base Station - Nokia Networks PDFDocument2 pagesFlexi Multiradio 10 Base Station - Nokia Networks PDFSarsij MishraNo ratings yet
- Experment Butterworth FilterDocument6 pagesExperment Butterworth FilterSayantan RoyNo ratings yet
- FAPN102Document2 pagesFAPN102tienlamNo ratings yet
- Course Schedule PR 201718 2Document56 pagesCourse Schedule PR 201718 2Prikshit HoodaNo ratings yet
- International Graduate Studies in Mechatronics - University of Siegen - Siegen - DAAD - Deutscher Akademischer AustauschdienstDocument5 pagesInternational Graduate Studies in Mechatronics - University of Siegen - Siegen - DAAD - Deutscher Akademischer AustauschdienstDEVANo ratings yet
- KTM Series E01: Trunnion Mounted Ball ValveDocument10 pagesKTM Series E01: Trunnion Mounted Ball ValveGani PrayudaNo ratings yet
- Waterproofing Memo NCCDocument3 pagesWaterproofing Memo NCCm96xbdtjmqNo ratings yet
- Manual HP71BDocument303 pagesManual HP71BGundisalvo Vega SanabriaNo ratings yet
- 2 Column DesignDocument82 pages2 Column DesignAmirul Asyraf Bin Mohd BekeriNo ratings yet
- Pro CT FantomDocument7 pagesPro CT FantomМилан ВучинићNo ratings yet
- Technical Requirements Manual: March 2017Document172 pagesTechnical Requirements Manual: March 2017A.K.M. MohiuddinNo ratings yet
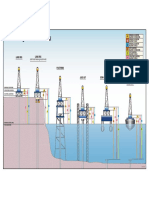
- Schlumberger Elevation Model: Land Rig Land RigDocument1 pageSchlumberger Elevation Model: Land Rig Land RigAnonymous VNu3ODGavNo ratings yet
- Mil C 26074eDocument11 pagesMil C 26074edharlanuctcomNo ratings yet
- Underbalanced DrillingDocument50 pagesUnderbalanced DrillingZul Atfi100% (1)
- Summarised Details of ClaimDocument4 pagesSummarised Details of ClaimOm Krish RamNo ratings yet
- Electronics For ArtistsDocument35 pagesElectronics For Artistsdb5fx100% (1)
- Aashto M144Document4 pagesAashto M144rrpenolioNo ratings yet
- Cyber Foresics - ToolsDocument11 pagesCyber Foresics - ToolsvaishnaviNo ratings yet
- SE Syllabus DTUDocument152 pagesSE Syllabus DTUMayukh MaitraNo ratings yet
- Solution Manual To Introduction To Fluid MechanicDocument3 pagesSolution Manual To Introduction To Fluid MechanicHadibayatNo ratings yet
- CVS General PresentationDocument63 pagesCVS General PresentationmetudgnNo ratings yet
- Code Enforcement Division's: Registered ContractorsDocument44 pagesCode Enforcement Division's: Registered ContractorsMahmoud Abu Ne'maNo ratings yet
- Assignment 2 PDFDocument2 pagesAssignment 2 PDFamit_bs2002No ratings yet
- It 301 Prelim ExamDocument6 pagesIt 301 Prelim Examanon_325042532No ratings yet
- Study of Mechanical and Electronic Properties Rare Earth IntermetallicsDocument11 pagesStudy of Mechanical and Electronic Properties Rare Earth IntermetallicsAnushree AnilNo ratings yet