Download as ppt, pdf, or txt
You might also like
- Lesson 3 Extrusion Blow MoldingDocument34 pagesLesson 3 Extrusion Blow MoldingAnonymous ExWAN2xjFJNo ratings yet
- Week 5 Processing 3Document33 pagesWeek 5 Processing 3cipan karungNo ratings yet
- The Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerFrom EverandThe Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerRating: 4 out of 5 stars4/5 (1)
- Handbook of Plastic FilmsDocument422 pagesHandbook of Plastic FilmsStefan Boiadjiev100% (18)
- Operator's Manual For Arc Welding: Motoman XRC 2001 ControllerDocument436 pagesOperator's Manual For Arc Welding: Motoman XRC 2001 ControllerAnonymous oTrMzaNo ratings yet
- ASME B1 1 2003 Unified Inch Screwed Threads PDFDocument189 pagesASME B1 1 2003 Unified Inch Screwed Threads PDFAnonymous oTrMzaNo ratings yet
- Mil DTL 45932 - 1DDocument6 pagesMil DTL 45932 - 1DAnonymous oTrMzaNo ratings yet
- Lecture 6-Common Manufaturing Processes IDocument29 pagesLecture 6-Common Manufaturing Processes IKamal SurenNo ratings yet
- Materi CastingDocument21 pagesMateri CastingCinantya Nirmala Dewi100% (1)
- Injection MoldingDocument23 pagesInjection MoldingAditya DhikaNo ratings yet
- DFMDocument40 pagesDFMVikram PuriNo ratings yet
- Unit 3 Part D RevisedDocument88 pagesUnit 3 Part D Revisedraymon sharmaNo ratings yet
- Extrusion and DrawingDocument19 pagesExtrusion and DrawingBatuhan YildizNo ratings yet
- Injection Moulding: Dharmendra Kumar Yadav Mtech, Rubber Technology IIT KharagpurDocument30 pagesInjection Moulding: Dharmendra Kumar Yadav Mtech, Rubber Technology IIT KharagpurlawrenziNo ratings yet
- JFDD Assignment No - 04Document7 pagesJFDD Assignment No - 04LowEnd GamerNo ratings yet
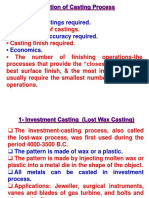
- Number of Castings Required. - Dimensional Accuracy Required. - EconomicsDocument16 pagesNumber of Castings Required. - Dimensional Accuracy Required. - EconomicsMustafa AbdullahNo ratings yet
- FALLSEM2020-21 MEE3501 ETH VL2020210100413 2020-09-08 Reference-Material-IDocument334 pagesFALLSEM2020-21 MEE3501 ETH VL2020210100413 2020-09-08 Reference-Material-ISiddhant TemghareNo ratings yet
- 14 Non Trad III PDFDocument41 pages14 Non Trad III PDFalibaba011No ratings yet
- Introduction Injection MoldingDocument39 pagesIntroduction Injection Moldingmaran.suguNo ratings yet
- Injection Moulding New.Document156 pagesInjection Moulding New.krishnaNo ratings yet
- Module 5 Powder Metallurgy & Injection MouldingDocument72 pagesModule 5 Powder Metallurgy & Injection MouldingMaheshNo ratings yet
- Chapter 2 Material Selection ProcessDocument38 pagesChapter 2 Material Selection ProcessYousab CreatorNo ratings yet
- 5 PrototypingDocument29 pages5 PrototypingNur HidayatNo ratings yet
- CHAPTER 4 PlasticDocument73 pagesCHAPTER 4 PlasticsyarifNo ratings yet
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document38 pagesMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNo ratings yet
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document123 pagesMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNo ratings yet
- DFMDocument41 pagesDFMpraveen mithunNo ratings yet
- Intoduction To Additive Manufacturing (17ME82) DR - Lakshmidevamma.M.M Department of Mechanical Engineering, Gec, KushalnagarDocument14 pagesIntoduction To Additive Manufacturing (17ME82) DR - Lakshmidevamma.M.M Department of Mechanical Engineering, Gec, KushalnagarAKASHNo ratings yet
- Chapter 13Document109 pagesChapter 13SaAhRaNo ratings yet
- Injection Moulding: Corporate Training and PlanningDocument155 pagesInjection Moulding: Corporate Training and PlanningGhazouNo ratings yet
- Injection Moulding PPTSDocument25 pagesInjection Moulding PPTSSmileyNo ratings yet
- Stir Casting Squeeze CastingDocument25 pagesStir Casting Squeeze CastingPethuraj50% (2)
- EMU - Manufacturing TechnologyDocument11 pagesEMU - Manufacturing TechnologyVijay GanapathyNo ratings yet
- Plastic InjectionDocument39 pagesPlastic InjectionRishav KumarNo ratings yet
- All About Plastic Injection MoldingDocument33 pagesAll About Plastic Injection Moldingsomu.cpNo ratings yet
- Dip MouldingDocument25 pagesDip MouldingAbhijeet Agarwal100% (2)
- Casting ProcessDocument30 pagesCasting ProcessParas ThakurNo ratings yet
- 4 - Rapid PrototypingDocument13 pages4 - Rapid PrototypingRaghuNo ratings yet
- Injustion MouldingDocument26 pagesInjustion MouldingAdnan JavedNo ratings yet
- BCM Unit 5Document113 pagesBCM Unit 5Keerthi k.cNo ratings yet
- Week 5 Processing 3Document33 pagesWeek 5 Processing 3ashiq_a99No ratings yet
- Chap 1 - Injection MouldingDocument31 pagesChap 1 - Injection MouldingVikas MishraNo ratings yet
- Tek Pol Usai UTS - 2020Document91 pagesTek Pol Usai UTS - 2020raihan dzakyNo ratings yet
- IntroductionDocument106 pagesIntroductionMahalingam SundaradasNo ratings yet
- Plastics Processing Technology Lecture 6Document23 pagesPlastics Processing Technology Lecture 6Kyazze SulaimanNo ratings yet
- Forming and Shaping Plastics & Composite Materials: Chapter - 18Document35 pagesForming and Shaping Plastics & Composite Materials: Chapter - 18Muddu AlaparthiNo ratings yet
- Forming & Shaping Processes For Plastics: Manufacturing Processes Manufacturing Processes ME ME - 222 222Document41 pagesForming & Shaping Processes For Plastics: Manufacturing Processes Manufacturing Processes ME ME - 222 222shahnawaz875No ratings yet
- Injection Molding Lab ReportDocument9 pagesInjection Molding Lab ReportEdgar ThorpeNo ratings yet
- Injection MouldingDocument155 pagesInjection Mouldingcatiav5r18100% (3)
- Advance Casting ProcesssDocument42 pagesAdvance Casting ProcesssPrikshit Gothwal100% (1)
- Rotationalmoulding 180215050228Document25 pagesRotationalmoulding 180215050228RizwanSaifiNo ratings yet
- PlasticsDocument48 pagesPlasticsPavan MehataNo ratings yet
- Introduction To Plastics 8 11 09Document147 pagesIntroduction To Plastics 8 11 09orlandoinsaneNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- SMED – How to Do a Quick Changeover?: Toyota Production System ConceptsFrom EverandSMED – How to Do a Quick Changeover?: Toyota Production System ConceptsRating: 4.5 out of 5 stars4.5/5 (2)
- Engineering Applications: A Project Resource BookFrom EverandEngineering Applications: A Project Resource BookRating: 2.5 out of 5 stars2.5/5 (1)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Interacademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.From EverandInteracademic Collaboration Involving Higher Education Institutions in Tlaxcala and Puebla, Mexico. Presented in Collaboration with Université Clermont Auvergne (France): Case Studies of Collaborative, Multidisciplinary Applications.No ratings yet
- Design Analysis and Comparison Between The Conventional Materialswith Composite Material of The Leaf Springs Fmoa 1000127Document20 pagesDesign Analysis and Comparison Between The Conventional Materialswith Composite Material of The Leaf Springs Fmoa 1000127Anonymous oTrMzaNo ratings yet
- Container Lift and Wheed AddonDocument10 pagesContainer Lift and Wheed AddonAnonymous oTrMzaNo ratings yet
- Caase18 Preliminary Agenda Mar20 v1Document277 pagesCaase18 Preliminary Agenda Mar20 v1Anonymous oTrMzaNo ratings yet
- DELTA Start UpDocument3 pagesDELTA Start UpAnonymous oTrMzaNo ratings yet
- On Karl Popper's Liberal Principle of Freedom: The Individual and Social AspectsDocument7 pagesOn Karl Popper's Liberal Principle of Freedom: The Individual and Social AspectsAnonymous oTrMzaNo ratings yet
- AOMEI Backupper UserManual PDFDocument64 pagesAOMEI Backupper UserManual PDFAnonymous oTrMzaNo ratings yet
- Design of Shaft PDFDocument5 pagesDesign of Shaft PDFAnonymous oTrMzaNo ratings yet
- Publications CatalogDocument60 pagesPublications CatalogAnonymous oTrMzaNo ratings yet
- Design of ShaftDocument5 pagesDesign of ShaftAnonymous oTrMzaNo ratings yet
- Cross Asset Investment Strategy Special Focus 201103 enDocument5 pagesCross Asset Investment Strategy Special Focus 201103 enAnonymous oTrMzaNo ratings yet
- Food Contant MaterialsDocument142 pagesFood Contant MaterialsAnonymous oTrMzaNo ratings yet
- X RAY Residual StressDocument36 pagesX RAY Residual StressAnonymous oTrMza100% (1)
- Delta VFD WiringDocument6 pagesDelta VFD WiringAnonymous oTrMzaNo ratings yet
- Fea LeverDocument174 pagesFea LeverAnonymous oTrMzaNo ratings yet
- Pages From E206-236 - Sprocket - Technical - Section PDFDocument1 pagePages From E206-236 - Sprocket - Technical - Section PDFAnonymous oTrMzaNo ratings yet
- Finishes For Stainless Steel: Astm A480 ASTM A480 Description Roughness Ra (In) Roughness Ra (M) Bs en 10088-2 ISO 1302Document1 pageFinishes For Stainless Steel: Astm A480 ASTM A480 Description Roughness Ra (In) Roughness Ra (M) Bs en 10088-2 ISO 1302Anonymous oTrMzaNo ratings yet
- Alloy Steel, Chromium Molybdenum E: Specification For Pressure Vessel PlatesDocument8 pagesAlloy Steel, Chromium Molybdenum E: Specification For Pressure Vessel PlatesAnonymous oTrMzaNo ratings yet
- Potash Environmental Review Document Revised FinalDocument77 pagesPotash Environmental Review Document Revised FinalAnonymous oTrMzaNo ratings yet
- Bos 20080311Document155 pagesBos 20080311Anonymous oTrMzaNo ratings yet
- HP Photosmart Premium User ManualDocument163 pagesHP Photosmart Premium User ManualAnonymous oTrMzaNo ratings yet