
MFG Tooling - 14 Welding Fixture
MFG Tooling - 14 Welding Fixture
You might also like
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- Breathe in New Mexico - Final ReportDocument33 pagesBreathe in New Mexico - Final ReportswopreaderNo ratings yet
- Step by Step NX Open C++ Introduction - Cad Cam Development PDFDocument6 pagesStep by Step NX Open C++ Introduction - Cad Cam Development PDFLuu Duc HopNo ratings yet
- Metal Forming PractiseDocument18 pagesMetal Forming PractisejoaopedrosousaNo ratings yet
- Phosphoric Acid (H3 PO4) Dosing in Sugar Process IndustryDocument3 pagesPhosphoric Acid (H3 PO4) Dosing in Sugar Process IndustrySugar Technology100% (1)
- Metallurgy and Mechanics of Welding: Processes and Industrial ApplicationsFrom EverandMetallurgy and Mechanics of Welding: Processes and Industrial ApplicationsRegis BlondeauNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- IRC5-Rapid Reference Part1B 3HAC16581-1 RevB en Part1b LibraryDocument380 pagesIRC5-Rapid Reference Part1B 3HAC16581-1 RevB en Part1b Librarymauro_ricardo_sNo ratings yet
- NX 10-Sheet Metal Design (Advanced) - Video TrainingTutorialsDocument4 pagesNX 10-Sheet Metal Design (Advanced) - Video TrainingTutorialsSmartlearning TechnologyNo ratings yet
- 2 Tetra Meshing - 13Document11 pages2 Tetra Meshing - 13Varun ChaitanyaNo ratings yet
- CAE Analysis in CATIA PDFDocument6 pagesCAE Analysis in CATIA PDFharinaathanNo ratings yet
- Base Chassis Drawing PDFDocument10 pagesBase Chassis Drawing PDFMatias Ulloa SaavedraNo ratings yet
- Design Guidelines - Spot Welding ChapterDocument11 pagesDesign Guidelines - Spot Welding ChapterJoel BrasilBorgesNo ratings yet
- Sheet Metal Forming ProcessesDocument38 pagesSheet Metal Forming ProcessesRavichandran GNo ratings yet
- Jig-Fixture & Gage Design755344060Document1 pageJig-Fixture & Gage Design755344060kpreddy_6171No ratings yet
- MD Design ConsiderationDocument18 pagesMD Design ConsiderationjhpatelNo ratings yet
- Steel Bumper SystemsDocument184 pagesSteel Bumper SystemssayedNo ratings yet
- Mountainboard Design Project Student 2010 LR ENG PDFDocument541 pagesMountainboard Design Project Student 2010 LR ENG PDFjvs11021102No ratings yet
- Automotive Workshop On BiW-Structures PDFDocument41 pagesAutomotive Workshop On BiW-Structures PDFArvind KatyayanNo ratings yet
- Ravi Resume PDFDocument2 pagesRavi Resume PDFRavi Prakash M PNo ratings yet
- Using Sheet Metal Bodies in SOLIDWORKS Simulation: Model CreationDocument6 pagesUsing Sheet Metal Bodies in SOLIDWORKS Simulation: Model CreationBlashko GjorgjievNo ratings yet
- Car Door Stamping Abacs ProjectDocument38 pagesCar Door Stamping Abacs ProjectVipul AgrawalNo ratings yet
- American Welding Society (AWS) Standards: Code DescriptionDocument7 pagesAmerican Welding Society (AWS) Standards: Code DescriptionZainudinNo ratings yet
- Catia Difference Tangent Curvature Curve and Surface AnalysisDocument14 pagesCatia Difference Tangent Curvature Curve and Surface AnalysismeteorATgmailDOTcomNo ratings yet
- SPMs and Robotic CO2 Welding Fixtures & BIW FixturesDocument8 pagesSPMs and Robotic CO2 Welding Fixtures & BIW FixturesArjun GoudNo ratings yet
- Plastic Notes ShortsDocument4 pagesPlastic Notes ShortsTejas MahadikNo ratings yet
- Automotive Body in White FasteningDocument61 pagesAutomotive Body in White Fasteningsurisri1No ratings yet
- CNCDocument32 pagesCNCa k singhNo ratings yet
- Direct Metal Laser SinteringDocument3 pagesDirect Metal Laser SinteringDharshan KofiNo ratings yet
- Metal Surface TreatmentDocument21 pagesMetal Surface TreatmentNilay SarafNo ratings yet
- Reducing and Optimising Tailgate Closing EffortsDocument10 pagesReducing and Optimising Tailgate Closing EffortsVijayNo ratings yet
- ME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)Document23 pagesME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)mhafizanNo ratings yet
- Optimization To Body in White DesignDocument14 pagesOptimization To Body in White Designharshal161987No ratings yet
- NX Assign Material PropertiesDocument54 pagesNX Assign Material PropertiesbiondavNo ratings yet
- VISI ProgressDocument4 pagesVISI Progressชัยรัตน์ ตันตืไพบูลย์วุฒิNo ratings yet
- A-313 - 98Document7 pagesA-313 - 98José Ramón GutierrezNo ratings yet
- Classical Kinematis CHP 1-14Document95 pagesClassical Kinematis CHP 1-14kullayot suwantarojNo ratings yet
- BIW Unit 1 NotesDocument50 pagesBIW Unit 1 NotesJhon bendNo ratings yet
- Csstings or ForgingsDocument10 pagesCsstings or ForgingsRajaSekarsajjaNo ratings yet
- ALRO MetalsGuidePDFCatalogJune2013LRDocument544 pagesALRO MetalsGuidePDFCatalogJune2013LRIsmael ZavalaNo ratings yet
- Sae Technical Paper Series: Raviraj Nayak and Kee ImDocument8 pagesSae Technical Paper Series: Raviraj Nayak and Kee Imhassan eijyNo ratings yet
- BIW - BeadsDocument2 pagesBIW - BeadsArvind97No ratings yet
- DFMDocument4 pagesDFMMarko BrkicNo ratings yet
- Sheet MetalDocument186 pagesSheet Metalwalid_mohammady1616100% (1)
- Scientific Calculator Operation Guide PDFDocument75 pagesScientific Calculator Operation Guide PDFArevalo ErolesNo ratings yet
- Unigraphics NX Interview Questions and AnswersDocument8 pagesUnigraphics NX Interview Questions and AnswersKaustav SahaNo ratings yet
- Design of Spot WeldDocument15 pagesDesign of Spot Weldkaustubh girgasNo ratings yet
- Flux Cored WireDocument38 pagesFlux Cored WireKentDemeterioNo ratings yet
- Manual 1 Plant Simulation InglesDocument570 pagesManual 1 Plant Simulation Inglesjaciel barajasNo ratings yet
- Creo Simulate SeminarDocument41 pagesCreo Simulate SeminarAnonymous P8Bt46mk5INo ratings yet
- Part Modeling Best PracticesDocument3 pagesPart Modeling Best PracticesBryan BritoNo ratings yet
- 22 Understanding Clamping Force PDFDocument2 pages22 Understanding Clamping Force PDFAlexNo ratings yet
- Automated Machine ToolsDocument29 pagesAutomated Machine ToolsSyafawati OsmanNo ratings yet
- Handbook of Thin-FilmDocument12 pagesHandbook of Thin-Filmdhook_mmmNo ratings yet
- Design For Manufacturability A Complete Guide - 2021 EditionFrom EverandDesign For Manufacturability A Complete Guide - 2021 EditionNo ratings yet
- Automotive Safety Integrity Level A Complete Guide - 2020 EditionFrom EverandAutomotive Safety Integrity Level A Complete Guide - 2020 EditionNo ratings yet
- Design and Analysis of Composite Structures for Automotive Applications: Chassis and DrivetrainFrom EverandDesign and Analysis of Composite Structures for Automotive Applications: Chassis and DrivetrainNo ratings yet
- Sapthagiri 2024 2 FebruaryDocument56 pagesSapthagiri 2024 2 FebruaryRamji RaoNo ratings yet
- Guidelines For Managing The Impact of HeatwaveDocument15 pagesGuidelines For Managing The Impact of HeatwaveRamji RaoNo ratings yet
- 1930 .Ramachendruni HampiDocument140 pages1930 .Ramachendruni HampiRamji RaoNo ratings yet
- 10 Adhika Baruvu Desktop Manthena Satyanarayana RajuDocument195 pages10 Adhika Baruvu Desktop Manthena Satyanarayana RajuRamji RaoNo ratings yet
- Kaumudi-2023 April CartoonsDocument23 pagesKaumudi-2023 April CartoonsRamji RaoNo ratings yet
- 2023-Chaya Chitram SaiDocument6 pages2023-Chaya Chitram SaiRamji RaoNo ratings yet
- Trisanku Swargam From Videsee KodaluDocument7 pagesTrisanku Swargam From Videsee KodaluRamji Rao100% (1)
- Hanum A RavanaDocument4 pagesHanum A RavanaRamji RaoNo ratings yet
- Chintha Cartoons - చింత కార్టూన్లుDocument23 pagesChintha Cartoons - చింత కార్టూన్లుRamji RaoNo ratings yet
- Khajuraho Temple (Kandariye Mahadev Temple)Document4 pagesKhajuraho Temple (Kandariye Mahadev Temple)Ramji RaoNo ratings yet
- Homage To Khajuraho2Document66 pagesHomage To Khajuraho2Ramji RaoNo ratings yet
- Coffee Tiffin Tayyar From Videsee KodaluDocument11 pagesCoffee Tiffin Tayyar From Videsee KodaluRamji RaoNo ratings yet
- Temples of KhajurahoDocument49 pagesTemples of KhajurahoRamji RaoNo ratings yet
- 089 Srungara Sagaram 01 53Document271 pages089 Srungara Sagaram 01 53Ramji Rao100% (5)
- Adibhatla 158 Jayanti ProgramDocument16 pagesAdibhatla 158 Jayanti ProgramRamji RaoNo ratings yet
- 2021-Cyber Safe Girl 4.0 - EnglishDocument172 pages2021-Cyber Safe Girl 4.0 - EnglishRamji RaoNo ratings yet
- 007 SantakumariDocument3 pages007 Santakumariakshayaaunty4749No ratings yet
- From Sarasvati To GangaDocument6 pagesFrom Sarasvati To GangaRamji RaoNo ratings yet
- Cheekati Cartoons - GoteluguDocument15 pagesCheekati Cartoons - GoteluguRamji RaoNo ratings yet
- Abhyaya Book Manchi VidyalDocument52 pagesAbhyaya Book Manchi VidyalRamji RaoNo ratings yet
- Report - Historical Evolution of IndiaDocument92 pagesReport - Historical Evolution of IndiaRamji RaoNo ratings yet
- 007 Prati RatriDocument1 page007 Prati RatriRamji RaoNo ratings yet
- 007 SKKM 2 108Document2 pages007 SKKM 2 108Ramji RaoNo ratings yet
- 007 Sreevaari Kaburlu 01 16Document130 pages007 Sreevaari Kaburlu 01 16Ramji Rao80% (5)
- Äœá Á™Ã Á Sita Bolt: PDF Created With Fineprint Pdffactory Pro Trial VersionDocument11 pagesÄœá Á™Ã Á Sita Bolt: PDF Created With Fineprint Pdffactory Pro Trial VersionRamji RaoNo ratings yet
- 007 Raagalahari 01 07Document31 pages007 Raagalahari 01 07Radha KrishnaNo ratings yet
- 089 Kaavya Srungaaram 01 15Document29 pages089 Kaavya Srungaaram 01 15Ramji RaoNo ratings yet
- D-Block NotesDocument19 pagesD-Block NotesRenu KumariNo ratings yet
- Dye Sensitized Solar Cell Thesis PDFDocument6 pagesDye Sensitized Solar Cell Thesis PDFgjfs5mtv100% (2)
- Module in Science 9 First Quarter Week 6 Parts of A ChloroplastDocument2 pagesModule in Science 9 First Quarter Week 6 Parts of A ChloroplastKaryll ColumnaNo ratings yet
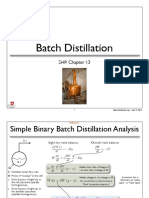
- Batch DistillationDocument9 pagesBatch DistillationJuan Camilo CárdenasNo ratings yet
- Introductory Chapter: From Microemulsions To Nanoemulsions: Koh Kai Seng and Wong Voon LoongDocument7 pagesIntroductory Chapter: From Microemulsions To Nanoemulsions: Koh Kai Seng and Wong Voon LoongHoàngNo ratings yet
- Chemicals Can: Safe Handling of ChemicalsDocument1 pageChemicals Can: Safe Handling of ChemicalsJavier Quintero SaavedraNo ratings yet
- Calypso Pool CoverDocument4 pagesCalypso Pool CoverAníbal VeigaNo ratings yet
- Graphene Batteries Users GuideDocument25 pagesGraphene Batteries Users Guidemekavinash0% (1)
- Curriculum Vitae: Kailash Prakash Pandey A-401 Sarthak Residency Near L P Sawani School-SURAT 15 February 2014Document4 pagesCurriculum Vitae: Kailash Prakash Pandey A-401 Sarthak Residency Near L P Sawani School-SURAT 15 February 2014kirandevi1981No ratings yet
- Business Math Final ReportDocument99 pagesBusiness Math Final ReportAbubakar MehmoodNo ratings yet
- WI-TU-001 Fire Fighting and Protection SystemDocument12 pagesWI-TU-001 Fire Fighting and Protection SystemIrfan FauziNo ratings yet
- ME Sci 11 - 12 Q3 0402 SGDocument13 pagesME Sci 11 - 12 Q3 0402 SGRonnaDhel RaraNo ratings yet
- Medium Voltage Underground Power Cables CatalogueDocument43 pagesMedium Voltage Underground Power Cables CatalogueAshutosh KumarNo ratings yet
- NanoGene Presentation 2011Document39 pagesNanoGene Presentation 2011Alin ApostolescuNo ratings yet
- Group 10 Fuel SystemDocument72 pagesGroup 10 Fuel Systemapi-3802918100% (3)
- TOOTHPASTE - Close UpDocument6 pagesTOOTHPASTE - Close UpCarl JhonsonNo ratings yet
- Product Nasivion SprayDocument5 pagesProduct Nasivion SprayMueen mohsinNo ratings yet
- Dosage CalculationsDocument40 pagesDosage CalculationsKate FaustNo ratings yet
- Cairo University Faculty of Engineering Industrial Training - 1 MDE DepartmentDocument25 pagesCairo University Faculty of Engineering Industrial Training - 1 MDE DepartmentOmaroMohsenNo ratings yet
- Material DensityDocument3 pagesMaterial DensitydhirajNo ratings yet
- Transport Phenomena - Basic ConceptDocument27 pagesTransport Phenomena - Basic Conceptfisika100% (1)
- Chap3 - Chemical Bonding and Molecular Structure NotesDocument74 pagesChap3 - Chemical Bonding and Molecular Structure NotesManit RubiksNo ratings yet
- Sca-Pca RCC Design SeminarDocument40 pagesSca-Pca RCC Design Seminarintimate4lifeNo ratings yet
- Stichlmair, J. (2010) - Distillation, 3. Processes. Ullmann's Encyclopedia of Industrial Chemistry.Document18 pagesStichlmair, J. (2010) - Distillation, 3. Processes. Ullmann's Encyclopedia of Industrial Chemistry.Silvio Latini SpahnNo ratings yet
- 2018 Ifa Annual Conference Berlin Public SummaryDocument38 pages2018 Ifa Annual Conference Berlin Public Summarysunil_nagarNo ratings yet
- Chemistry 1 Jefado March 2020-1Document7 pagesChemistry 1 Jefado March 2020-1nassorussi9No ratings yet
- Creep of Materials-LatestDocument65 pagesCreep of Materials-Latestmm22b015No ratings yet
- CE225 Module 10 - WoodDocument25 pagesCE225 Module 10 - WoodDubSooTaeh GyuLiaJayKeNo ratings yet



















































































































Download as pptx, pdf, or txt
You might also like
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- Breathe in New Mexico - Final ReportDocument33 pagesBreathe in New Mexico - Final ReportswopreaderNo ratings yet
- Step by Step NX Open C++ Introduction - Cad Cam Development PDFDocument6 pagesStep by Step NX Open C++ Introduction - Cad Cam Development PDFLuu Duc HopNo ratings yet
- Metal Forming PractiseDocument18 pagesMetal Forming PractisejoaopedrosousaNo ratings yet
- Phosphoric Acid (H3 PO4) Dosing in Sugar Process IndustryDocument3 pagesPhosphoric Acid (H3 PO4) Dosing in Sugar Process IndustrySugar Technology100% (1)
- Metallurgy and Mechanics of Welding: Processes and Industrial ApplicationsFrom EverandMetallurgy and Mechanics of Welding: Processes and Industrial ApplicationsRegis BlondeauNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- IRC5-Rapid Reference Part1B 3HAC16581-1 RevB en Part1b LibraryDocument380 pagesIRC5-Rapid Reference Part1B 3HAC16581-1 RevB en Part1b Librarymauro_ricardo_sNo ratings yet
- NX 10-Sheet Metal Design (Advanced) - Video TrainingTutorialsDocument4 pagesNX 10-Sheet Metal Design (Advanced) - Video TrainingTutorialsSmartlearning TechnologyNo ratings yet
- 2 Tetra Meshing - 13Document11 pages2 Tetra Meshing - 13Varun ChaitanyaNo ratings yet
- CAE Analysis in CATIA PDFDocument6 pagesCAE Analysis in CATIA PDFharinaathanNo ratings yet
- Base Chassis Drawing PDFDocument10 pagesBase Chassis Drawing PDFMatias Ulloa SaavedraNo ratings yet
- Design Guidelines - Spot Welding ChapterDocument11 pagesDesign Guidelines - Spot Welding ChapterJoel BrasilBorgesNo ratings yet
- Sheet Metal Forming ProcessesDocument38 pagesSheet Metal Forming ProcessesRavichandran GNo ratings yet
- Jig-Fixture & Gage Design755344060Document1 pageJig-Fixture & Gage Design755344060kpreddy_6171No ratings yet
- MD Design ConsiderationDocument18 pagesMD Design ConsiderationjhpatelNo ratings yet
- Steel Bumper SystemsDocument184 pagesSteel Bumper SystemssayedNo ratings yet
- Mountainboard Design Project Student 2010 LR ENG PDFDocument541 pagesMountainboard Design Project Student 2010 LR ENG PDFjvs11021102No ratings yet
- Automotive Workshop On BiW-Structures PDFDocument41 pagesAutomotive Workshop On BiW-Structures PDFArvind KatyayanNo ratings yet
- Ravi Resume PDFDocument2 pagesRavi Resume PDFRavi Prakash M PNo ratings yet
- Using Sheet Metal Bodies in SOLIDWORKS Simulation: Model CreationDocument6 pagesUsing Sheet Metal Bodies in SOLIDWORKS Simulation: Model CreationBlashko GjorgjievNo ratings yet
- Car Door Stamping Abacs ProjectDocument38 pagesCar Door Stamping Abacs ProjectVipul AgrawalNo ratings yet
- American Welding Society (AWS) Standards: Code DescriptionDocument7 pagesAmerican Welding Society (AWS) Standards: Code DescriptionZainudinNo ratings yet
- Catia Difference Tangent Curvature Curve and Surface AnalysisDocument14 pagesCatia Difference Tangent Curvature Curve and Surface AnalysismeteorATgmailDOTcomNo ratings yet
- SPMs and Robotic CO2 Welding Fixtures & BIW FixturesDocument8 pagesSPMs and Robotic CO2 Welding Fixtures & BIW FixturesArjun GoudNo ratings yet
- Plastic Notes ShortsDocument4 pagesPlastic Notes ShortsTejas MahadikNo ratings yet
- Automotive Body in White FasteningDocument61 pagesAutomotive Body in White Fasteningsurisri1No ratings yet
- CNCDocument32 pagesCNCa k singhNo ratings yet
- Direct Metal Laser SinteringDocument3 pagesDirect Metal Laser SinteringDharshan KofiNo ratings yet
- Metal Surface TreatmentDocument21 pagesMetal Surface TreatmentNilay SarafNo ratings yet
- Reducing and Optimising Tailgate Closing EffortsDocument10 pagesReducing and Optimising Tailgate Closing EffortsVijayNo ratings yet
- ME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)Document23 pagesME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)mhafizanNo ratings yet
- Optimization To Body in White DesignDocument14 pagesOptimization To Body in White Designharshal161987No ratings yet
- NX Assign Material PropertiesDocument54 pagesNX Assign Material PropertiesbiondavNo ratings yet
- VISI ProgressDocument4 pagesVISI Progressชัยรัตน์ ตันตืไพบูลย์วุฒิNo ratings yet
- A-313 - 98Document7 pagesA-313 - 98José Ramón GutierrezNo ratings yet
- Classical Kinematis CHP 1-14Document95 pagesClassical Kinematis CHP 1-14kullayot suwantarojNo ratings yet
- BIW Unit 1 NotesDocument50 pagesBIW Unit 1 NotesJhon bendNo ratings yet
- Csstings or ForgingsDocument10 pagesCsstings or ForgingsRajaSekarsajjaNo ratings yet
- ALRO MetalsGuidePDFCatalogJune2013LRDocument544 pagesALRO MetalsGuidePDFCatalogJune2013LRIsmael ZavalaNo ratings yet
- Sae Technical Paper Series: Raviraj Nayak and Kee ImDocument8 pagesSae Technical Paper Series: Raviraj Nayak and Kee Imhassan eijyNo ratings yet
- BIW - BeadsDocument2 pagesBIW - BeadsArvind97No ratings yet
- DFMDocument4 pagesDFMMarko BrkicNo ratings yet
- Sheet MetalDocument186 pagesSheet Metalwalid_mohammady1616100% (1)
- Scientific Calculator Operation Guide PDFDocument75 pagesScientific Calculator Operation Guide PDFArevalo ErolesNo ratings yet
- Unigraphics NX Interview Questions and AnswersDocument8 pagesUnigraphics NX Interview Questions and AnswersKaustav SahaNo ratings yet
- Design of Spot WeldDocument15 pagesDesign of Spot Weldkaustubh girgasNo ratings yet
- Flux Cored WireDocument38 pagesFlux Cored WireKentDemeterioNo ratings yet
- Manual 1 Plant Simulation InglesDocument570 pagesManual 1 Plant Simulation Inglesjaciel barajasNo ratings yet
- Creo Simulate SeminarDocument41 pagesCreo Simulate SeminarAnonymous P8Bt46mk5INo ratings yet
- Part Modeling Best PracticesDocument3 pagesPart Modeling Best PracticesBryan BritoNo ratings yet
- 22 Understanding Clamping Force PDFDocument2 pages22 Understanding Clamping Force PDFAlexNo ratings yet
- Automated Machine ToolsDocument29 pagesAutomated Machine ToolsSyafawati OsmanNo ratings yet
- Handbook of Thin-FilmDocument12 pagesHandbook of Thin-Filmdhook_mmmNo ratings yet
- Design For Manufacturability A Complete Guide - 2021 EditionFrom EverandDesign For Manufacturability A Complete Guide - 2021 EditionNo ratings yet
- Automotive Safety Integrity Level A Complete Guide - 2020 EditionFrom EverandAutomotive Safety Integrity Level A Complete Guide - 2020 EditionNo ratings yet
- Design and Analysis of Composite Structures for Automotive Applications: Chassis and DrivetrainFrom EverandDesign and Analysis of Composite Structures for Automotive Applications: Chassis and DrivetrainNo ratings yet
- Sapthagiri 2024 2 FebruaryDocument56 pagesSapthagiri 2024 2 FebruaryRamji RaoNo ratings yet
- Guidelines For Managing The Impact of HeatwaveDocument15 pagesGuidelines For Managing The Impact of HeatwaveRamji RaoNo ratings yet
- 1930 .Ramachendruni HampiDocument140 pages1930 .Ramachendruni HampiRamji RaoNo ratings yet
- 10 Adhika Baruvu Desktop Manthena Satyanarayana RajuDocument195 pages10 Adhika Baruvu Desktop Manthena Satyanarayana RajuRamji RaoNo ratings yet
- Kaumudi-2023 April CartoonsDocument23 pagesKaumudi-2023 April CartoonsRamji RaoNo ratings yet
- 2023-Chaya Chitram SaiDocument6 pages2023-Chaya Chitram SaiRamji RaoNo ratings yet
- Trisanku Swargam From Videsee KodaluDocument7 pagesTrisanku Swargam From Videsee KodaluRamji Rao100% (1)
- Hanum A RavanaDocument4 pagesHanum A RavanaRamji RaoNo ratings yet
- Chintha Cartoons - చింత కార్టూన్లుDocument23 pagesChintha Cartoons - చింత కార్టూన్లుRamji RaoNo ratings yet
- Khajuraho Temple (Kandariye Mahadev Temple)Document4 pagesKhajuraho Temple (Kandariye Mahadev Temple)Ramji RaoNo ratings yet
- Homage To Khajuraho2Document66 pagesHomage To Khajuraho2Ramji RaoNo ratings yet
- Coffee Tiffin Tayyar From Videsee KodaluDocument11 pagesCoffee Tiffin Tayyar From Videsee KodaluRamji RaoNo ratings yet
- Temples of KhajurahoDocument49 pagesTemples of KhajurahoRamji RaoNo ratings yet
- 089 Srungara Sagaram 01 53Document271 pages089 Srungara Sagaram 01 53Ramji Rao100% (5)
- Adibhatla 158 Jayanti ProgramDocument16 pagesAdibhatla 158 Jayanti ProgramRamji RaoNo ratings yet
- 2021-Cyber Safe Girl 4.0 - EnglishDocument172 pages2021-Cyber Safe Girl 4.0 - EnglishRamji RaoNo ratings yet
- 007 SantakumariDocument3 pages007 Santakumariakshayaaunty4749No ratings yet
- From Sarasvati To GangaDocument6 pagesFrom Sarasvati To GangaRamji RaoNo ratings yet
- Cheekati Cartoons - GoteluguDocument15 pagesCheekati Cartoons - GoteluguRamji RaoNo ratings yet
- Abhyaya Book Manchi VidyalDocument52 pagesAbhyaya Book Manchi VidyalRamji RaoNo ratings yet
- Report - Historical Evolution of IndiaDocument92 pagesReport - Historical Evolution of IndiaRamji RaoNo ratings yet
- 007 Prati RatriDocument1 page007 Prati RatriRamji RaoNo ratings yet
- 007 SKKM 2 108Document2 pages007 SKKM 2 108Ramji RaoNo ratings yet
- 007 Sreevaari Kaburlu 01 16Document130 pages007 Sreevaari Kaburlu 01 16Ramji Rao80% (5)
- Äœá Á™Ã Á Sita Bolt: PDF Created With Fineprint Pdffactory Pro Trial VersionDocument11 pagesÄœá Á™Ã Á Sita Bolt: PDF Created With Fineprint Pdffactory Pro Trial VersionRamji RaoNo ratings yet
- 007 Raagalahari 01 07Document31 pages007 Raagalahari 01 07Radha KrishnaNo ratings yet
- 089 Kaavya Srungaaram 01 15Document29 pages089 Kaavya Srungaaram 01 15Ramji RaoNo ratings yet
- D-Block NotesDocument19 pagesD-Block NotesRenu KumariNo ratings yet
- Dye Sensitized Solar Cell Thesis PDFDocument6 pagesDye Sensitized Solar Cell Thesis PDFgjfs5mtv100% (2)
- Module in Science 9 First Quarter Week 6 Parts of A ChloroplastDocument2 pagesModule in Science 9 First Quarter Week 6 Parts of A ChloroplastKaryll ColumnaNo ratings yet
- Batch DistillationDocument9 pagesBatch DistillationJuan Camilo CárdenasNo ratings yet
- Introductory Chapter: From Microemulsions To Nanoemulsions: Koh Kai Seng and Wong Voon LoongDocument7 pagesIntroductory Chapter: From Microemulsions To Nanoemulsions: Koh Kai Seng and Wong Voon LoongHoàngNo ratings yet
- Chemicals Can: Safe Handling of ChemicalsDocument1 pageChemicals Can: Safe Handling of ChemicalsJavier Quintero SaavedraNo ratings yet
- Calypso Pool CoverDocument4 pagesCalypso Pool CoverAníbal VeigaNo ratings yet
- Graphene Batteries Users GuideDocument25 pagesGraphene Batteries Users Guidemekavinash0% (1)
- Curriculum Vitae: Kailash Prakash Pandey A-401 Sarthak Residency Near L P Sawani School-SURAT 15 February 2014Document4 pagesCurriculum Vitae: Kailash Prakash Pandey A-401 Sarthak Residency Near L P Sawani School-SURAT 15 February 2014kirandevi1981No ratings yet
- Business Math Final ReportDocument99 pagesBusiness Math Final ReportAbubakar MehmoodNo ratings yet
- WI-TU-001 Fire Fighting and Protection SystemDocument12 pagesWI-TU-001 Fire Fighting and Protection SystemIrfan FauziNo ratings yet
- ME Sci 11 - 12 Q3 0402 SGDocument13 pagesME Sci 11 - 12 Q3 0402 SGRonnaDhel RaraNo ratings yet
- Medium Voltage Underground Power Cables CatalogueDocument43 pagesMedium Voltage Underground Power Cables CatalogueAshutosh KumarNo ratings yet
- NanoGene Presentation 2011Document39 pagesNanoGene Presentation 2011Alin ApostolescuNo ratings yet
- Group 10 Fuel SystemDocument72 pagesGroup 10 Fuel Systemapi-3802918100% (3)
- TOOTHPASTE - Close UpDocument6 pagesTOOTHPASTE - Close UpCarl JhonsonNo ratings yet
- Product Nasivion SprayDocument5 pagesProduct Nasivion SprayMueen mohsinNo ratings yet
- Dosage CalculationsDocument40 pagesDosage CalculationsKate FaustNo ratings yet
- Cairo University Faculty of Engineering Industrial Training - 1 MDE DepartmentDocument25 pagesCairo University Faculty of Engineering Industrial Training - 1 MDE DepartmentOmaroMohsenNo ratings yet
- Material DensityDocument3 pagesMaterial DensitydhirajNo ratings yet
- Transport Phenomena - Basic ConceptDocument27 pagesTransport Phenomena - Basic Conceptfisika100% (1)
- Chap3 - Chemical Bonding and Molecular Structure NotesDocument74 pagesChap3 - Chemical Bonding and Molecular Structure NotesManit RubiksNo ratings yet
- Sca-Pca RCC Design SeminarDocument40 pagesSca-Pca RCC Design Seminarintimate4lifeNo ratings yet
- Stichlmair, J. (2010) - Distillation, 3. Processes. Ullmann's Encyclopedia of Industrial Chemistry.Document18 pagesStichlmair, J. (2010) - Distillation, 3. Processes. Ullmann's Encyclopedia of Industrial Chemistry.Silvio Latini SpahnNo ratings yet
- 2018 Ifa Annual Conference Berlin Public SummaryDocument38 pages2018 Ifa Annual Conference Berlin Public Summarysunil_nagarNo ratings yet
- Chemistry 1 Jefado March 2020-1Document7 pagesChemistry 1 Jefado March 2020-1nassorussi9No ratings yet
- Creep of Materials-LatestDocument65 pagesCreep of Materials-Latestmm22b015No ratings yet
- CE225 Module 10 - WoodDocument25 pagesCE225 Module 10 - WoodDubSooTaeh GyuLiaJayKeNo ratings yet