Download as pptx, pdf, or txt
You might also like
- Petron Internal EnvironmentDocument9 pagesPetron Internal EnvironmentNikki LabialNo ratings yet
- Petroleum Chemistry Labs PDFDocument54 pagesPetroleum Chemistry Labs PDFHassan AnwerNo ratings yet
- Submitted By: Nasirsaeed 2010-BT-CHEM-30 Amir Shahzad 2010-BT-CHEM-28 Muhammad Shahid Malik 2010-BT-CHEM-31Document20 pagesSubmitted By: Nasirsaeed 2010-BT-CHEM-30 Amir Shahzad 2010-BT-CHEM-28 Muhammad Shahid Malik 2010-BT-CHEM-31Atif MehfoozNo ratings yet
- Especifications of Gas Oil D2: N/A N/A N/A N/A N/A N/A N/A N/ADocument1 pageEspecifications of Gas Oil D2: N/A N/A N/A N/A N/A N/A N/A N/AJose RamosNo ratings yet
- Q8 Formula Truck 8900 FE 5W 30 - en 3Document1 pageQ8 Formula Truck 8900 FE 5W 30 - en 3andistwn99No ratings yet
- Q8 Formula Truck 8900 FE 5W-30: DescriptionDocument2 pagesQ8 Formula Truck 8900 FE 5W-30: DescriptionariNo ratings yet
- Q8 Formula Truck 8700 FE 5W 30 - en 3Document1 pageQ8 Formula Truck 8700 FE 5W 30 - en 3Pinggir KaliNo ratings yet
- RFCC1Document35 pagesRFCC1alexHuy88No ratings yet
- Q8 Supertruck FE 5W 30 - en 1Document1 pageQ8 Supertruck FE 5W 30 - en 1Mohammad AhsanNo ratings yet
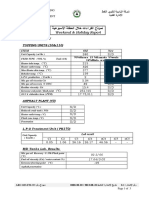
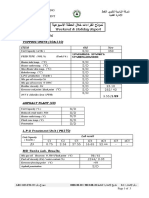
- Date:18/03/2016 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewDocument3 pagesDate:18/03/2016 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewrawadNo ratings yet
- Sulfur Hexafluoride sf6 Spec Sheet Ss p4657Document1 pageSulfur Hexafluoride sf6 Spec Sheet Ss p4657Terkel GinaNo ratings yet
- Q8 Supertruck FE 5W-30: DescriptionDocument1 pageQ8 Supertruck FE 5W-30: DescriptionPinggir KaliNo ratings yet
- Date:30/12/2017 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewDocument4 pagesDate:30/12/2017 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewrawadNo ratings yet
- Hgu General PresentationDocument50 pagesHgu General PresentationKAUSTAV ROY100% (1)
- Date:6/10/2017 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewDocument3 pagesDate:6/10/2017 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewrawadNo ratings yet
- Q8_Formula_Truck_8700_FE_5W-30Document2 pagesQ8_Formula_Truck_8700_FE_5W-30andistwn99No ratings yet
- Technical Data Bulletin: 6760 Transformer OilDocument2 pagesTechnical Data Bulletin: 6760 Transformer OilDeltalube TangerangNo ratings yet
- Indian Oil Corporation Limited Barauni RefineryDocument22 pagesIndian Oil Corporation Limited Barauni RefineryVivek Kumar100% (1)
- GTL Process - by A.hoekDocument58 pagesGTL Process - by A.hoekDebye101100% (1)
- Learning ReportDocument13 pagesLearning ReportflawdfkfNo ratings yet
- Daphne Hi Temp Oil A-SDocument2 pagesDaphne Hi Temp Oil A-SSuprastowo Bin SarinoNo ratings yet
- Q8 Formula Truck 7000 FE 10W 30 - enDocument1 pageQ8 Formula Truck 7000 FE 10W 30 - enPinggir KaliNo ratings yet
- Date:06/02/2016 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewDocument3 pagesDate:06/02/2016 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewrawadNo ratings yet
- Troubleshooting of ADGAS' Benfield HiPure Plant of Natural Gas Sweetening Using Process SimulationDocument15 pagesTroubleshooting of ADGAS' Benfield HiPure Plant of Natural Gas Sweetening Using Process SimulationBRUCE QUARENo ratings yet
- SPE-181168-MS Comparison Between Cyclic Gas Injection and Cyclic Solvent + Gas InjectionDocument8 pagesSPE-181168-MS Comparison Between Cyclic Gas Injection and Cyclic Solvent + Gas Injectioncamilo777No ratings yet
- Product Data SheetDocument1 pageProduct Data Sheetsaikat paulNo ratings yet
- FALLSEM2020-21 CHE1014 TH VL2020210101682 Reference Material I 05-Aug-2020 Fluid Cat. Cracking (FCC) - Process Fundamental Reaction Kinetics PDFDocument60 pagesFALLSEM2020-21 CHE1014 TH VL2020210101682 Reference Material I 05-Aug-2020 Fluid Cat. Cracking (FCC) - Process Fundamental Reaction Kinetics PDFJateni GedaNo ratings yet
- Dga Analysis Report: Trans Ormer Characterst CSDocument3 pagesDga Analysis Report: Trans Ormer Characterst CSkamil faishal hakimNo ratings yet
- Date:06/01/2018 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewDocument3 pagesDate:06/01/2018 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewrawadNo ratings yet
- Guidance On Manufacturing Process Descriptions & Use of EINECS/CAS Number Definitions For REACH RegistrationsDocument7 pagesGuidance On Manufacturing Process Descriptions & Use of EINECS/CAS Number Definitions For REACH RegistrationsRuben PerezNo ratings yet
- HO PLUS 32-PLUS 46 - Hydraulic Oil (HEES)Document2 pagesHO PLUS 32-PLUS 46 - Hydraulic Oil (HEES)azimchemNo ratings yet
- Q8 Formula Special G Long Life 5W 30 - enDocument1 pageQ8 Formula Special G Long Life 5W 30 - enArief SuprayogoNo ratings yet
- Product Data Sheet of Transformer Oil IEC 60296Document5 pagesProduct Data Sheet of Transformer Oil IEC 60296Fareed KhanNo ratings yet
- Presentation BY Somya MishraDocument20 pagesPresentation BY Somya MishraSomya MishraNo ratings yet
- Champion Turbofleet UHPD MS 10W40Document1 pageChampion Turbofleet UHPD MS 10W40ZoranNo ratings yet
- Oil Processing PDFDocument65 pagesOil Processing PDFsegunoyesNo ratings yet
- CO2 Presentation LAM 2003 06 PDFDocument81 pagesCO2 Presentation LAM 2003 06 PDFzikhail93No ratings yet
- 32 TR 12Document1 page32 TR 12John Aaron ComiaNo ratings yet
- Date:26 /08/2017 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewDocument3 pagesDate:26 /08/2017 Weekend & Holiday Report: TOPPING UNITS (10&110) Item Old NewrawadNo ratings yet
- 32 TR 05Document1 page32 TR 05John Aaron ComiaNo ratings yet
- Engine: Training T 007Document25 pagesEngine: Training T 007Jose Carmona100% (1)
- CO2 RemovalDocument31 pagesCO2 Removalmamidi padmakar100% (5)
- DNC75 398sdc003en00Document30 pagesDNC75 398sdc003en00Anonymous Xz3PgZR8No ratings yet
- DX - Doi.org-10.1051-Matecconf-20168501023Document5 pagesDX - Doi.org-10.1051-Matecconf-20168501023perryNo ratings yet
- JCB HP HYDRAULIC FLUID 46 - enDocument2 pagesJCB HP HYDRAULIC FLUID 46 - enMiguel MacedoNo ratings yet
- Mina Abdulla Refinery Experience With Atmospheric Residue Desulfurization (Ards)Document10 pagesMina Abdulla Refinery Experience With Atmospheric Residue Desulfurization (Ards)Owais AhmedNo ratings yet
- Duvel DGA TestDocument20 pagesDuvel DGA TestR4jput ShaileshNo ratings yet
- A Novel Concept For Offshore Production of Liquefied Natural GasDocument4 pagesA Novel Concept For Offshore Production of Liquefied Natural Gasbkonly4uNo ratings yet
- 32 TR 11Document1 page32 TR 11John Aaron ComiaNo ratings yet
- Catalytic ConversionDocument27 pagesCatalytic ConversionKuldeep singh ChandelNo ratings yet
- Techenomics Mongolia LLC: Dissolved Gas Analysis (Dga)Document1 pageTechenomics Mongolia LLC: Dissolved Gas Analysis (Dga)SOtgonborNo ratings yet
- Q8 Formula Advanced Plus 10W 40 - enDocument1 pageQ8 Formula Advanced Plus 10W 40 - enardybaNo ratings yet
- 1 Lubricating Oils For Screw Compressors: 1.1 Lubricating Oil Selection ListDocument18 pages1 Lubricating Oils For Screw Compressors: 1.1 Lubricating Oil Selection ListJako MishyNo ratings yet
- Corrosion Inhibitor SpecDocument2 pagesCorrosion Inhibitor SpecAmanNo ratings yet
- C6 - 1 HXI HPU Minimum Required Operating Parts 12V2000Document17 pagesC6 - 1 HXI HPU Minimum Required Operating Parts 12V2000Anggi KurniawanNo ratings yet
- Amine Sweetening With MDEA+DGA+Piperazine: 13-Acid GasDocument1 pageAmine Sweetening With MDEA+DGA+Piperazine: 13-Acid Gasvid_kiranNo ratings yet
- Product Data Sheet: FOR 2/tall Oil Fatty Acid (TOFA) General InformationDocument1 pageProduct Data Sheet: FOR 2/tall Oil Fatty Acid (TOFA) General InformationAtif IqbalNo ratings yet
- Technical Specifications Tecumseh Compressor 3hp R22 MHBP TFH5540E TUBEDocument2 pagesTechnical Specifications Tecumseh Compressor 3hp R22 MHBP TFH5540E TUBEVictor Hugo Oropeza MonjeNo ratings yet
- Epower PetrolDocument2 pagesEpower PetrolDaniel ReyesNo ratings yet
- Heat Transfer Oil - Total Seriola K 3120 SpecDocument3 pagesHeat Transfer Oil - Total Seriola K 3120 SpecQuang VũNo ratings yet
- Deactivation of Heavy Oil Hydroprocessing Catalysts: Fundamentals and ModelingFrom EverandDeactivation of Heavy Oil Hydroprocessing Catalysts: Fundamentals and ModelingNo ratings yet
- Filtration Applications in HydrotreatingDocument2 pagesFiltration Applications in HydrotreatingBob PeppingNo ratings yet
- Refining Processes Simulation HYSYS v.10 (PART 1)Document11 pagesRefining Processes Simulation HYSYS v.10 (PART 1)Rafael GomesNo ratings yet
- ERTC GPS 2018 Agenda Hemendra KhakharDocument23 pagesERTC GPS 2018 Agenda Hemendra KhakharProcess EngineerNo ratings yet
- dd4e0a970b08cf4aaf89b1b9a6fbbaf1Document374 pagesdd4e0a970b08cf4aaf89b1b9a6fbbaf1Clinton BlackNo ratings yet
- Journal of Catalysis: Xuerong Zhou, Xiang Li, Roel Prins, Anjie Wang, Lin Wang, Shengnan Liu, Qiang ShengDocument12 pagesJournal of Catalysis: Xuerong Zhou, Xiang Li, Roel Prins, Anjie Wang, Lin Wang, Shengnan Liu, Qiang Shengmarcos carrilloNo ratings yet
- Martin Schmal (Auth.) - Heterogeneous Catalysis and Its Industrial Applications-Springer International Publishing (2016)Document382 pagesMartin Schmal (Auth.) - Heterogeneous Catalysis and Its Industrial Applications-Springer International Publishing (2016)Rebeca Albino100% (1)
- Effects of Key Feed Properties On FCC Unit Performance PDFDocument10 pagesEffects of Key Feed Properties On FCC Unit Performance PDFAdityaNo ratings yet
- Kinetic Engine Drives Catalyst DevelopmentDocument7 pagesKinetic Engine Drives Catalyst DevelopmentrizkiekanandaNo ratings yet
- Monitoring CompressorDocument20 pagesMonitoring CompressorAbderrahim Abaray100% (1)
- Sru Europeansite9 WasteheatboilertubefailureDocument1 pageSru Europeansite9 Wasteheatboilertubefailureabidhussain470No ratings yet
- Skikda Training CDU (Basis - Process.EQ Modi. Interlock)Document48 pagesSkikda Training CDU (Basis - Process.EQ Modi. Interlock)Mohamed OuichaouiNo ratings yet
- Petroleum RefiningDocument32 pagesPetroleum RefiningShashank Tewari100% (14)
- Pinch Analysis at Preem LYR IIDocument37 pagesPinch Analysis at Preem LYR IIalmutlaqNo ratings yet
- OPERATING MANUALS - Kerosene Hydrotreater Rev 01 - 3Document13 pagesOPERATING MANUALS - Kerosene Hydrotreater Rev 01 - 3MohamadMostafavi100% (1)
- Rekap Harga PompaDocument21 pagesRekap Harga PompaherlinaNo ratings yet
- OMC PPT and EducationalDocument35 pagesOMC PPT and Educationaltaiba batoolNo ratings yet
- API 571 Section - 5 Refining Industry Damage Mechanisms - PFDs - FinalDocument18 pagesAPI 571 Section - 5 Refining Industry Damage Mechanisms - PFDs - FinalpiolinwallsNo ratings yet
- Saep 26 PDFDocument31 pagesSaep 26 PDFSalik SiddiquiNo ratings yet
- Commercial Experience in The Operation of Ards Units in Kuwait National Petroleum Company at Mina Al-Ahmadi RefineryDocument15 pagesCommercial Experience in The Operation of Ards Units in Kuwait National Petroleum Company at Mina Al-Ahmadi RefineryOwais AhmedNo ratings yet
- Diesel HydrotreatingDocument21 pagesDiesel HydrotreatingIzack Silva S100% (1)
- Trouble Shooting Compendium 2022-23Document142 pagesTrouble Shooting Compendium 2022-2300083583rfNo ratings yet
- Hydro Cracking Web AxensDocument11 pagesHydro Cracking Web Axensa_s_a_dNo ratings yet
- BTX From FCC PDFDocument7 pagesBTX From FCC PDFjosealvaroNo ratings yet
- Hydroprocessing/FCC Synergy: Number 101 Spring 2007Document38 pagesHydroprocessing/FCC Synergy: Number 101 Spring 2007Món Quà Vô GiáNo ratings yet
- Oil Refinery PDFDocument28 pagesOil Refinery PDFHemant KumarNo ratings yet
- Merox & HydrotreatmentDocument18 pagesMerox & HydrotreatmentLuis Acid100% (2)
- Internal DiffusionDocument45 pagesInternal Diffusionandyd2960No ratings yet
- Nanostructured Hydrotreating Catalysts For Electrochemical Hydrogen Evolution.Document15 pagesNanostructured Hydrotreating Catalysts For Electrochemical Hydrogen Evolution.Shauvik BhattacharyaNo ratings yet