Download as ppt, pdf, or txt
You might also like
- Supplier Guide For Product Development PDFDocument115 pagesSupplier Guide For Product Development PDFEfrain Perez100% (2)
- CPK TrainingDocument147 pagesCPK TrainingRefNo ratings yet
- ISO 13485-2016 - DR - Pack - Control of Non Conforming ProductsDocument4 pagesISO 13485-2016 - DR - Pack - Control of Non Conforming ProductskmasanNo ratings yet
- HRM Case StudyDocument7 pagesHRM Case Studyyashvi bansalNo ratings yet
- Procure To Pay Cycle Process and Configuration From FI EndDocument14 pagesProcure To Pay Cycle Process and Configuration From FI Endganesanmani1985No ratings yet
- Quest For Space Experiment 1 - Heat Humidity and RadiationDocument22 pagesQuest For Space Experiment 1 - Heat Humidity and Radiationapi-452435135No ratings yet
- Lecture 8-Process Capability PDFDocument29 pagesLecture 8-Process Capability PDFWoon How100% (1)
- Control ChartsDocument36 pagesControl ChartsGulshan KandaNo ratings yet
- Chap 003Document38 pagesChap 003youssefasaadNo ratings yet
- Discriminant Function Analysis: Basics Psy524 Andrew AinsworthDocument39 pagesDiscriminant Function Analysis: Basics Psy524 Andrew AinsworthLan NgoNo ratings yet
- Time Series Data: y + X + - . .+ X + UDocument81 pagesTime Series Data: y + X + - . .+ X + Uraja ahmedNo ratings yet
- Jemo 7044 - ISO 1421Document2 pagesJemo 7044 - ISO 1421Kishore Nayak kNo ratings yet
- Clustering TechniquesDocument38 pagesClustering TechniqueskmkatariyaNo ratings yet
- GENESIS II Surgical Technique DCFDocument46 pagesGENESIS II Surgical Technique DCFMazilo VictorNo ratings yet
- Safety Equipment On Board and Their Proper Use PDFDocument42 pagesSafety Equipment On Board and Their Proper Use PDFElenaNo ratings yet
- NYY 1 X (1.5-500) MM 0.6/1 KVDocument5 pagesNYY 1 X (1.5-500) MM 0.6/1 KVFebi HerdianaNo ratings yet
- Discriminant AnalysisDocument16 pagesDiscriminant AnalysisAbhishek Fanse0% (1)
- Chapter 8 - ClusteringDocument42 pagesChapter 8 - ClusteringFakhrulShahrilEzanieNo ratings yet
- Book Reviews LeadershipDocument14 pagesBook Reviews LeadershipAnonymous KsBupZlyVNo ratings yet
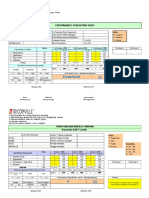
- Exceptional: Performance Evaluation SheetDocument2 pagesExceptional: Performance Evaluation SheetAryo PrabowoNo ratings yet
- Cluster Analysis Concept & MethodsDocument14 pagesCluster Analysis Concept & MethodsKshitij VijayvergiaNo ratings yet
- 6.emotional IntelligenceDocument33 pages6.emotional IntelligenceChia TanNo ratings yet
- High Alert High Alert High Alert High AlertDocument1 pageHigh Alert High Alert High Alert High AlertAnonymous I9DsvoSInNo ratings yet
- Hierarchical Clustering: Ke ChenDocument21 pagesHierarchical Clustering: Ke ChenShay BhatterNo ratings yet
- Katalog - Lenovo JakartaDocument20 pagesKatalog - Lenovo JakartaFahmiNo ratings yet
- Trilite CatalogueDocument24 pagesTrilite Cataloguejycortes100% (1)
- Discriminant AnalysisDocument9 pagesDiscriminant AnalysisRamachandranNo ratings yet
- Freedom Knee Surgical Technique PrintDocument16 pagesFreedom Knee Surgical Technique PrintSagaram ShashidarNo ratings yet
- WK 10 - Process CapabilityDocument20 pagesWK 10 - Process CapabilityNazia SyedNo ratings yet
- Process Capability Indices PDFDocument6 pagesProcess Capability Indices PDFasamadhNo ratings yet
- Process Capability: Chapter OutlineDocument5 pagesProcess Capability: Chapter OutlineFernandoNo ratings yet
- Process Capability Index (CPK)Document5 pagesProcess Capability Index (CPK)lovlinNo ratings yet
- Process CapabilityDocument13 pagesProcess CapabilityEricka100% (1)
- 4 Aa Process CapabilityDocument30 pages4 Aa Process CapabilityAniket Jain100% (2)
- CpkGuide 0211 TECH1Document11 pagesCpkGuide 0211 TECH1d_flamarich7358No ratings yet
- Salvonic Latter HeadDocument3 pagesSalvonic Latter HeadHuzairie HairuziNo ratings yet
- Process CapabilityDocument13 pagesProcess CapabilityVivek SinghNo ratings yet
- CPK Guide 0211 TECH1Document11 pagesCPK Guide 0211 TECH1Mark LacroNo ratings yet
- Process Capability and Capability IndexDocument18 pagesProcess Capability and Capability IndexNelva SilviaNo ratings yet
- Khan 2015Document24 pagesKhan 2015Zoulou77No ratings yet
- Process Capability and Capability IndexDocument18 pagesProcess Capability and Capability IndexbahrulNo ratings yet
- Process Capability and Capability IndexDocument18 pagesProcess Capability and Capability IndexBhavesh Rana100% (2)
- MEP04 Process Variability & Process CapabilityDocument24 pagesMEP04 Process Variability & Process CapabilityRik PtlNo ratings yet
- Process CapabilityDocument19 pagesProcess CapabilityRohit AroraNo ratings yet
- Process Capability - ToolDocument26 pagesProcess Capability - ToolFouzan SoniwalaNo ratings yet
- Processcapability Training PresentationDocument75 pagesProcesscapability Training PresentationVictoriaNo ratings yet
- Process Capability Analysis in Pharmaceutical ProductionDocument5 pagesProcess Capability Analysis in Pharmaceutical ProductionEriska DaraNo ratings yet
- 5 - Process CapabilityDocument50 pages5 - Process CapabilityWilliam BautistaNo ratings yet
- The Quality Improvement Model: Is Process Capable?Document19 pagesThe Quality Improvement Model: Is Process Capable?shafie_buangNo ratings yet
- Wi SPCDocument4 pagesWi SPCSujeet Kumar100% (1)
- Capability InfoDocument14 pagesCapability Infoantipstore004No ratings yet
- The Process Capability AnalysisDocument18 pagesThe Process Capability AnalysisMohamed HamdyNo ratings yet
- Chapter Six Process Capability Analysis: Daniel AbDocument24 pagesChapter Six Process Capability Analysis: Daniel AbComputer Maintainance Hardware and softwareNo ratings yet
- 13-Process Capability TrainingDocument43 pages13-Process Capability TrainingVikas Kashyap100% (1)
- Process and Measurement System Capability AnalysisDocument18 pagesProcess and Measurement System Capability AnalysisUtkarsh MittalNo ratings yet
- 04 - Annex 4b - Explanations To Form 3Document2 pages04 - Annex 4b - Explanations To Form 3Gabriel MesquitaNo ratings yet
- Statistical Process Control: Sri Vigneshwara Cold ForgeDocument5 pagesStatistical Process Control: Sri Vigneshwara Cold ForgerajaNo ratings yet
- Statistical Process Control: by H.S.PundleDocument31 pagesStatistical Process Control: by H.S.PundlePALLAVI BHISENo ratings yet
- Basics of CapabilityDocument18 pagesBasics of Capabilitymancheung6429No ratings yet
- Process CapabilityDocument8 pagesProcess CapabilityAl EnggNo ratings yet
- What Are CP, CPK, and PPM in Tolerance Analysis - EnventiveDocument9 pagesWhat Are CP, CPK, and PPM in Tolerance Analysis - Enventiverichardhe528000No ratings yet
- SPCDocument12 pagesSPCalpanakaurNo ratings yet
- 01 Process CapabilityDocument33 pages01 Process CapabilitySrinivasagam Venkataramanan100% (1)
- L3 - Statistical Quality ControlDocument22 pagesL3 - Statistical Quality ControlMahbubur MasnunNo ratings yet
- WELD QUALITY VALIDATION 1352552132 Microtip Weld Quality Sample SizeDocument2 pagesWELD QUALITY VALIDATION 1352552132 Microtip Weld Quality Sample SizealbertoNo ratings yet
- Coronavirus PPT-3Document11 pagesCoronavirus PPT-3kmasanNo ratings yet
- 5-S System: Prepared by K.MasanDocument38 pages5-S System: Prepared by K.MasankmasanNo ratings yet
- Troubleshooting Guide For Wheel DryersDocument2 pagesTroubleshooting Guide For Wheel DryerskmasanNo ratings yet
- PET Preform Troubleshooting Computer Hardware Software Husky Injection Molding Systems LTD S New Molding Troubleshooting Software ProPet 2 PDFDocument2 pagesPET Preform Troubleshooting Computer Hardware Software Husky Injection Molding Systems LTD S New Molding Troubleshooting Software ProPet 2 PDFkmasanNo ratings yet
- Makro Lon 2458 DsDocument8 pagesMakro Lon 2458 DskmasanNo ratings yet
- Configuracion de BMR Boot Server RHEL 56Document482 pagesConfiguracion de BMR Boot Server RHEL 56Adalberto Blanco MejiaNo ratings yet
- ENGLISH 3 - Q1 - Mod2 - Writing A Short DescriptiveDocument19 pagesENGLISH 3 - Q1 - Mod2 - Writing A Short DescriptiveJinky NaguitNo ratings yet
- O Lucky Man!Document59 pagesO Lucky Man!WindsurfingFinnNo ratings yet
- UNIVERSITÉ BORDEAUX MONTAIGNE (Courses - Foreign - Languages)Document32 pagesUNIVERSITÉ BORDEAUX MONTAIGNE (Courses - Foreign - Languages)jffweberNo ratings yet
- Bee Agskills - NSW DPIDocument10 pagesBee Agskills - NSW DPIRick3862No ratings yet
- Sense of Control Under Uncertainty Depends On People's Childhood Environment: A Life History Theory ApproachDocument17 pagesSense of Control Under Uncertainty Depends On People's Childhood Environment: A Life History Theory ApproachRiazboniNo ratings yet
- Concrete Words ActivityDocument3 pagesConcrete Words ActivityCheska LesacaNo ratings yet
- Teaching Practice-ELT619: Assignment 4-Week 3 Lesson Plan Spring 2020 Total Marks: 5 6 - 30Document6 pagesTeaching Practice-ELT619: Assignment 4-Week 3 Lesson Plan Spring 2020 Total Marks: 5 6 - 30waqar javaid0% (1)
- Treil S. - Linear Algebra Done WrongDocument222 pagesTreil S. - Linear Algebra Done WrongFNo ratings yet
- Excuses PDFDocument5 pagesExcuses PDFUlisses PiassaNo ratings yet
- 141 Islam Resighted Bruce B Lawrence.15204909 Review Shahab AhmedDocument9 pages141 Islam Resighted Bruce B Lawrence.15204909 Review Shahab AhmedKevin MoggNo ratings yet
- Urea Cycle DisordersDocument23 pagesUrea Cycle DisordersIsabela BurculetNo ratings yet
- Madeleine LeiningerDocument29 pagesMadeleine LeiningerMae Visperas100% (4)
- Conditional Sentence (Ananda Firdaus, M. Aryo Fachrezi, Yehezkiel Imannuel XII-IPA1)Document6 pagesConditional Sentence (Ananda Firdaus, M. Aryo Fachrezi, Yehezkiel Imannuel XII-IPA1)Yehezkiel ImannuelNo ratings yet
- Annurev Ps 32 020181 002255 PDFDocument38 pagesAnnurev Ps 32 020181 002255 PDFabderezak hassenNo ratings yet
- Possessive Adjective 1Document9 pagesPossessive Adjective 1api-500873326No ratings yet
- Moll Flanders As A Feminist TextDocument2 pagesMoll Flanders As A Feminist Textshilajit biswasNo ratings yet
- Critical Care Notes BookDocument142 pagesCritical Care Notes BookDerick RanaNo ratings yet
- Aleister Crowley - Liber CDXII - Liber A Vel ArmorumDocument5 pagesAleister Crowley - Liber CDXII - Liber A Vel ArmorumnegreanNo ratings yet
- Class 18 - Risk Management in Infrastructure ProjectsDocument16 pagesClass 18 - Risk Management in Infrastructure ProjectsNihar NanyamNo ratings yet
- Chapter 12Document38 pagesChapter 12chintb13.350vnNo ratings yet
- Qualitative Research Synthesis and ReflectionDocument20 pagesQualitative Research Synthesis and ReflectionDun SusuNo ratings yet
- The SummonerDocument3 pagesThe SummonerMaria Ana NavarroNo ratings yet
- Gandhi - Collected Works Vol 63Document522 pagesGandhi - Collected Works Vol 63Nrusimha ( नृसिंह )No ratings yet
- Radioactive Minerals of IndiaDocument24 pagesRadioactive Minerals of IndiaNaveenNo ratings yet
- Using Perl 6Document133 pagesUsing Perl 6Hussain AhmedNo ratings yet