Download as ppt, pdf, or txt
You might also like
- Differentiation of Self Inventory PDFDocument12 pagesDifferentiation of Self Inventory PDFCaulfield DariaNo ratings yet
- Twin Screw ExtruderDocument106 pagesTwin Screw ExtruderHassan100% (1)
- Leistritz Extrusionstechnik GMBH PDFDocument28 pagesLeistritz Extrusionstechnik GMBH PDFchinmoyd1100% (1)
- PBS Stephen Miranda May2014 S Jet ArticleDocument4 pagesPBS Stephen Miranda May2014 S Jet ArticlejojibaNo ratings yet
- Mar 2017Document76 pagesMar 2017deshmukhdpraveenNo ratings yet
- Omega H ClassDocument8 pagesOmega H Classskimmer05No ratings yet
- High Pressure Processing Technology in Milk ProcessingDocument27 pagesHigh Pressure Processing Technology in Milk ProcessingAli AkhtarNo ratings yet
- GB PelletizingDocument20 pagesGB PelletizingsetavietnamNo ratings yet
- Polymer Processing & MachineryDocument51 pagesPolymer Processing & MachineryEfranNo ratings yet
- Manual For Packing Machine-1Document22 pagesManual For Packing Machine-1Alvaro DiazNo ratings yet
- Health Monitoring of VFFS Machine PDFDocument5 pagesHealth Monitoring of VFFS Machine PDFRakesh patelNo ratings yet
- Classification o F ExtruderDocument25 pagesClassification o F ExtruderSaman Waheed100% (1)
- 06fuller CPMDocument38 pages06fuller CPMhartNo ratings yet
- Critical Task Procedures Product Integrity Manual For Bagging and Coding. Packing Instructions and ProcedureDocument2 pagesCritical Task Procedures Product Integrity Manual For Bagging and Coding. Packing Instructions and Proceduretrucnguyenvan2012No ratings yet
- PCPS User Manual V5Document11 pagesPCPS User Manual V5Carlos Moraga MancillaNo ratings yet
- Specification Arburg Allrounder 570c Golden EditionDocument6 pagesSpecification Arburg Allrounder 570c Golden EditionsygabrielaNo ratings yet
- Processes 09warehousingDocument1 pageProcesses 09warehousingtrucnguyenvan2012No ratings yet
- Product Brochure VFK KoreaDocument12 pagesProduct Brochure VFK KoreaRishi Malhotra100% (1)
- Nghi Son Refinery And Petrochemical Llc Công Ty Tnhh Lọc Hóa Dầu Nghi SơnDocument1 pageNghi Son Refinery And Petrochemical Llc Công Ty Tnhh Lọc Hóa Dầu Nghi SơnJimmy NguyenNo ratings yet
- Alpine Fluidised Bed Opposed Jet Mills (En)Document20 pagesAlpine Fluidised Bed Opposed Jet Mills (En)mcnpopaNo ratings yet
- Operation ManualDocument80 pagesOperation ManualDubravko Vladimir100% (1)
- Definisi Dan Jenis ScrewDocument10 pagesDefinisi Dan Jenis ScrewMadarizc Veryxc100% (1)
- Conditioner Drive Belt/ChainDocument4 pagesConditioner Drive Belt/ChainHalili Charlie JayNo ratings yet
- Catalogo GehaDocument42 pagesCatalogo GehaSebastian Deossa RestrepoNo ratings yet
- Critical Task Product Integrity Manual For Mixing. Mixing CertificationDocument2 pagesCritical Task Product Integrity Manual For Mixing. Mixing Certificationtrucnguyenvan2012No ratings yet
- 01 - SLNFy - 001 - 200609 (EN)Document20 pages01 - SLNFy - 001 - 200609 (EN)Twfeek Ahmed100% (1)
- Luwax Eva3Document4 pagesLuwax Eva3abcde909No ratings yet
- Hammermill Hi-ResDocument4 pagesHammermill Hi-ResMusheer BashaNo ratings yet
- Hot Melt AdhesivesDocument3 pagesHot Melt AdhesiveshosseinNo ratings yet
- EthedcoDocument98 pagesEthedcosherifelbayoumy266No ratings yet
- Husky Preform Manufacturing Solutions PDFDocument8 pagesHusky Preform Manufacturing Solutions PDFsayak royNo ratings yet
- Fundamentals of Roller Mill Grinding - 1478460003Document46 pagesFundamentals of Roller Mill Grinding - 1478460003Felipe ZapataNo ratings yet
- Types of FiltrationDocument9 pagesTypes of FiltrationdangtkyenNo ratings yet
- High Pressure ProcessingDocument18 pagesHigh Pressure ProcessingTanuj BansalNo ratings yet
- APPLICATION NOTE Packaging Wrapping MachineDocument16 pagesAPPLICATION NOTE Packaging Wrapping MachineAnuratNo ratings yet
- Pelletizing Process PDFDocument8 pagesPelletizing Process PDFAbdulhakeemSolimanNo ratings yet
- Rubber Material Reference, Neoprene, EPDM, Buna-N, Silicone, SBR, Butyl, Natural Rubber, Gum Rubber, Hypalon, Urethane, Viton, Fluoroelastomer, Fluoro Silicone, Hydrogenated Nitrile, Carboxylated NitrileDocument3 pagesRubber Material Reference, Neoprene, EPDM, Buna-N, Silicone, SBR, Butyl, Natural Rubber, Gum Rubber, Hypalon, Urethane, Viton, Fluoroelastomer, Fluoro Silicone, Hydrogenated Nitrile, Carboxylated NitrileDv Maria Pradhika0% (1)
- PelletDocument26 pagesPelletkoapNo ratings yet
- Capacity Engineering Questions: Production ProcessesDocument2 pagesCapacity Engineering Questions: Production Processestrucnguyenvan2012No ratings yet
- Lecture Notes 1Document21 pagesLecture Notes 1Châu An NguyễnNo ratings yet
- Dupont Zytel: Zytel 73G15Hsl Bk363Document2 pagesDupont Zytel: Zytel 73G15Hsl Bk363Roberto HernandezNo ratings yet
- Arburg370&420C PDFDocument8 pagesArburg370&420C PDFMatoa Papeda0% (1)
- Injection Molding MachineDocument20 pagesInjection Molding MachineKingwon SongNo ratings yet
- High Pressure ProcessingDocument29 pagesHigh Pressure ProcessingZohaib ArshadNo ratings yet
- Brochure - Dryer - Airflow IIDocument4 pagesBrochure - Dryer - Airflow IIsarah ahmed100% (1)
- Belt DryerDocument16 pagesBelt Dryerthomas_v501925No ratings yet
- Gas Injection Technology.Document49 pagesGas Injection Technology.Irfan AliNo ratings yet
- Critical Task Procedures Product Integrity Manual For Pelleting. Safety Manual Pellet Mill Certification ManualDocument3 pagesCritical Task Procedures Product Integrity Manual For Pelleting. Safety Manual Pellet Mill Certification Manualtrucnguyenvan2012No ratings yet
- 9 Tasnee Final Plastic Compounding Tasnee GpcaDocument33 pages9 Tasnee Final Plastic Compounding Tasnee GpcaParas PatelNo ratings yet
- A Guide To Polyolefin Blow Molding PDFDocument57 pagesA Guide To Polyolefin Blow Molding PDFwantamanualNo ratings yet
- Air HeaterDocument28 pagesAir HeaterJim LeenNo ratings yet
- Resin Guidelines 111102132909 Phpapp01Document33 pagesResin Guidelines 111102132909 Phpapp01Agoenk KertawijayaNo ratings yet
- Horizontal Flow Wrapper MachineDocument47 pagesHorizontal Flow Wrapper MachineJavi HnrqzNo ratings yet
- Optimum Tablet Press Optimization - Machine Versus GranulationDocument10 pagesOptimum Tablet Press Optimization - Machine Versus GranulationbookulNo ratings yet
- 01 SLHS5 FC 001 201602 (En)Document67 pages01 SLHS5 FC 001 201602 (En)Twfeek Ahmed100% (1)
- Twin ExtruderDocument20 pagesTwin ExtruderSalem GarrabNo ratings yet
- Operating Manual: Tietjen Hammermill Type FD 25Document68 pagesOperating Manual: Tietjen Hammermill Type FD 25Đức NguyễnNo ratings yet
- CA3080, CA3080A: FeaturesDocument11 pagesCA3080, CA3080A: FeaturesAENo ratings yet
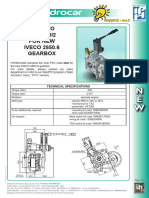
- New 002 2012 HyDocument1 pageNew 002 2012 HyРома БлошенкоNo ratings yet
- New 004 2012 HyDocument1 pageNew 004 2012 HyРома БлошенкоNo ratings yet
- Piston Pumps Israk SeriesDocument3 pagesPiston Pumps Israk Seriesali kartalNo ratings yet
- Chapter 5.pptx Risk and ReturnDocument25 pagesChapter 5.pptx Risk and ReturnKevin Kivanc IlgarNo ratings yet
- Wave Optics MCQDocument8 pagesWave Optics MCQGuru ki physicsNo ratings yet
- Master Jee Classes: JEE-ADVANCE-2014-P2-ModelDocument42 pagesMaster Jee Classes: JEE-ADVANCE-2014-P2-ModelkamalNo ratings yet
- JCL UtilitiesDocument5 pagesJCL UtilitiespallaviNo ratings yet
- Electric Vehicle Drive Simulation With MATLAB/SimulinkDocument24 pagesElectric Vehicle Drive Simulation With MATLAB/SimulinkSingam SridharNo ratings yet
- Boolean Algebra 1Document7 pagesBoolean Algebra 1Prime MfuneNo ratings yet
- Eco No MetricsDocument312 pagesEco No MetricshalhoshanNo ratings yet
- Seeing and Feeling: A Comparison of Van Gogh and CezanneDocument8 pagesSeeing and Feeling: A Comparison of Van Gogh and CezanneAlli CampbellNo ratings yet
- Objective: Familiarize Yourself With The Popular Packet Sniffer Application CalledDocument9 pagesObjective: Familiarize Yourself With The Popular Packet Sniffer Application CalledDigital ImagingNo ratings yet
- (2091) Lecture Notes Electrochemistry E.pdf - TMPDocument43 pages(2091) Lecture Notes Electrochemistry E.pdf - TMPRamJiPandeyNo ratings yet
- Greeting and FarewellDocument42 pagesGreeting and FarewellJose Peña100% (1)
- EL2043 L09 Rangkaian LogikaDocument103 pagesEL2043 L09 Rangkaian LogikaDian Asfriany NurfalahNo ratings yet
- Learning Activity Sheet Quarter 3 Module 2Document10 pagesLearning Activity Sheet Quarter 3 Module 2Maria Resureccion MaanNo ratings yet
- Assignment - Condenser and Nozzle-1Document2 pagesAssignment - Condenser and Nozzle-1Harshil ChaddhaNo ratings yet
- Permanent-Magnet Synchronous Machines With Non-Overlapping Concentrated Windings For Low-Speed Direct-Drive Applications.Document177 pagesPermanent-Magnet Synchronous Machines With Non-Overlapping Concentrated Windings For Low-Speed Direct-Drive Applications.briscabarombiNo ratings yet
- Mod Phys Book - Work and E TESTDocument5 pagesMod Phys Book - Work and E TESTtekya57No ratings yet
- Department of Education: Teacher's Weekly Instructional Learning Plan For Modular Distance LearningDocument2 pagesDepartment of Education: Teacher's Weekly Instructional Learning Plan For Modular Distance LearningMark Paul AlvarezNo ratings yet
- Chapter 19Document28 pagesChapter 19Vidya MohananNo ratings yet
- Eu-Type Examination Certificate: Issued by Nmi Certin B.V.Document7 pagesEu-Type Examination Certificate: Issued by Nmi Certin B.V.Kashif VohraNo ratings yet
- SAEP-16 Project Execution Guide For Process Automation SystemsDocument17 pagesSAEP-16 Project Execution Guide For Process Automation SystemsAbdul Rahim ShaikhNo ratings yet
- Option GreeksDocument2 pagesOption GreeksYarlagaddaNo ratings yet
- Galaxy G1Document2 pagesGalaxy G1van mbjNo ratings yet
- 03 IPv6 RoutingDocument74 pages03 IPv6 Routingguido.martiniNo ratings yet
- SAMPLING Lectures - 3Document11 pagesSAMPLING Lectures - 3Robert ManeaNo ratings yet
- Unit Test 1Document2 pagesUnit Test 1Maria Monica Mae MirandaNo ratings yet
- Day - 5: Chemistry Class Notes: Biomentors Classes Online, MumbaiDocument4 pagesDay - 5: Chemistry Class Notes: Biomentors Classes Online, MumbaiSmit PatelNo ratings yet
- Gothic Shawl PatternDocument4 pagesGothic Shawl PatternRooNo ratings yet
- CE Overbooking (RAN18.1 - 02)Document96 pagesCE Overbooking (RAN18.1 - 02)Cedric Kouamen DjandaNo ratings yet
- Two Factors Affecting The Brightness of Led Light Bulb: Sorsogon National High School Sorsogon City S.Y. 2018 - 2019Document4 pagesTwo Factors Affecting The Brightness of Led Light Bulb: Sorsogon National High School Sorsogon City S.Y. 2018 - 2019John KlennNo ratings yet