Download as ppt, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- FLS KilnAlign and ShellFlexDocument66 pagesFLS KilnAlign and ShellFlexMoud Sakly100% (5)
- Rectification Report: Before Corrective ActionDocument3 pagesRectification Report: Before Corrective ActionShubham Kumar RoyNo ratings yet
- Surface Roughness by Different Processing MethodsDocument1 pageSurface Roughness by Different Processing Methodsapi-3848892100% (1)
- Translated Copy of Translated Copy of DIN 58405-1Document30 pagesTranslated Copy of Translated Copy of DIN 58405-1venkatNo ratings yet
- Iso 9982 Indian StandarDocument16 pagesIso 9982 Indian StandarEdi GuarnizoNo ratings yet
- Pulley Alignment ProceduDocument9 pagesPulley Alignment ProceduJosh Watts100% (2)
- Engineering Principles - PEO 19 2023Document54 pagesEngineering Principles - PEO 19 2023Christopher RedfernNo ratings yet
- Measurement TECHS For The Cement Industry 03Document50 pagesMeasurement TECHS For The Cement Industry 03Sudheer NairNo ratings yet
- 511E - 18 - CrossRollerRing COMPLETDocument56 pages511E - 18 - CrossRollerRing COMPLETIulia CostacheNo ratings yet
- Rotor Evaluation Regarding RunoutDocument7 pagesRotor Evaluation Regarding Runoutdm mNo ratings yet
- Automotive Alpine Metal TechDocument36 pagesAutomotive Alpine Metal TechDevendraNo ratings yet
- Mechanical Seals Failure, Causes and Its RemediesDocument26 pagesMechanical Seals Failure, Causes and Its RemediesFaruque Khan Yumkhaibam100% (8)
- FLS KilnAlign and ShellFlex PDFDocument66 pagesFLS KilnAlign and ShellFlex PDFvũ minh tâmNo ratings yet
- Seat Tolerances For Standard Conditions #1Document1 pageSeat Tolerances For Standard Conditions #1Nazwir FahmiNo ratings yet
- BFH1000 Oper. Manual PDFDocument46 pagesBFH1000 Oper. Manual PDFSergio MesquitaNo ratings yet
- Marform: I Formtester MMQ 150Document28 pagesMarform: I Formtester MMQ 150OSMIR GARCIANo ratings yet
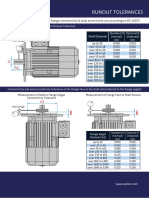
- Runout TollerancesDocument1 pageRunout Tollerancesbiranchi satapathyNo ratings yet
- Checking Bearing AlignmentDocument4 pagesChecking Bearing AlignmentTheerayootNo ratings yet
- New Models Are Introduced! Wide Range of Variations!: Linear Ball Spline GDocument32 pagesNew Models Are Introduced! Wide Range of Variations!: Linear Ball Spline GsunhuynhNo ratings yet
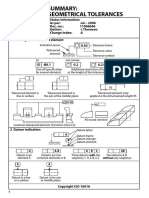
- Summary-Geometrical Tolerance - I - 07-2006 - Rev ADocument10 pagesSummary-Geometrical Tolerance - I - 07-2006 - Rev AMhs EngineerNo ratings yet
- Basic GD&T 20171218 SEMV Ori (Compatibility Mode)Document103 pagesBasic GD&T 20171218 SEMV Ori (Compatibility Mode)Mai TuanNo ratings yet
- FalkDocument8 pagesFalkjmartinezmoNo ratings yet
- Form-Und Lagetoleranzen e PDFDocument1 pageForm-Und Lagetoleranzen e PDFirwanNo ratings yet
- ST1530 190 API 610 A Mechanical Seal Guide To API 610 StandardDocument72 pagesST1530 190 API 610 A Mechanical Seal Guide To API 610 StandardEdward HeleNo ratings yet
- Central or Girth Gear Drive For Ball Mills - 1Document26 pagesCentral or Girth Gear Drive For Ball Mills - 1Vishnu Vardhan . C100% (3)
- Is.15149.2002 Pulley Remenica Riemen ScheibeDocument13 pagesIs.15149.2002 Pulley Remenica Riemen ScheibeAnonymous iHJPiQI7No ratings yet
- Lip Seal ParkerDocument170 pagesLip Seal Parkersport2008100% (1)
- Kiln Training MaterialDocument84 pagesKiln Training MaterialAhmad AdnanNo ratings yet
- FILE Is - Iso.1940.2.1997Document22 pagesFILE Is - Iso.1940.2.1997NalinAnshNo ratings yet
- I-B Series Descriptions Is 0.5/6000-B, Βis 1/6000-B, Is 1.5/6000-B Is 0.5/6000Hv-B, Βis 1/6000Hv-B, Is 1.5/6000Hv-BDocument25 pagesI-B Series Descriptions Is 0.5/6000-B, Βis 1/6000-B, Is 1.5/6000-B Is 0.5/6000Hv-B, Βis 1/6000Hv-B, Is 1.5/6000Hv-BAlex SungNo ratings yet