Download as ppt, pdf, or txt
You might also like
- Colours of Elements and Compounds: Rasheed Ahmad A / O Level Chemistry 0333-4277385Document3 pagesColours of Elements and Compounds: Rasheed Ahmad A / O Level Chemistry 0333-4277385Malaika AkramNo ratings yet
- Mes For Dummies 10662 PDFDocument52 pagesMes For Dummies 10662 PDFSamanthaPereraNo ratings yet
- Welding Problems and Defects - Causes and Remedies: Deformation Arc Blow SpatterDocument3 pagesWelding Problems and Defects - Causes and Remedies: Deformation Arc Blow Spatterdselvakuu50% (2)
- 2d1r Flash Butt WeldingDocument60 pages2d1r Flash Butt WeldingHarisbarthi0% (1)
- L1-CHE-SPE-063 Flash Butt WeldingDocument18 pagesL1-CHE-SPE-063 Flash Butt Welding4493464100% (1)
- Bogie AssemblyDocument17 pagesBogie AssemblyKing Rahul0% (1)
- Flash Butt Welding - Testing & Check List PDFDocument45 pagesFlash Butt Welding - Testing & Check List PDFImran Khan60% (5)
- Railway PDFDocument42 pagesRailway PDFSarankumar ThathuruNo ratings yet
- Session 5 All Ppts PDFDocument82 pagesSession 5 All Ppts PDF8273614328100% (1)
- Rail WeldingDocument4 pagesRail WeldingOlga Sandoval RomeroNo ratings yet
- Rail WeldingDocument17 pagesRail WeldingAbdulhmeed Mutalat100% (2)
- Resistance Welding ProcessesDocument47 pagesResistance Welding ProcessesJohan ZraghozNo ratings yet
- Welding Lectures 9-11Document60 pagesWelding Lectures 9-11khudhayerNo ratings yet
- Definition of Resistance WeldingDocument16 pagesDefinition of Resistance WeldingMitul patelNo ratings yet
- Heat Removal: NPTEL Online Course On Analysis and Modelling of WeldingDocument20 pagesHeat Removal: NPTEL Online Course On Analysis and Modelling of Weldinganish tNo ratings yet
- 1-3 Cold Welding, EtcDocument50 pages1-3 Cold Welding, EtcUndertheroadNo ratings yet
- 2c1 Seam WeldingDocument57 pages2c1 Seam WeldingSathish KumarNo ratings yet
- Resistance WeldingDocument22 pagesResistance WeldingpatanahibhaipatanahiNo ratings yet
- Resistance AWSDocument82 pagesResistance AWSaravindan100% (1)
- 2-3 Diffusion WeldingDocument40 pages2-3 Diffusion WeldingvaidyanathanNo ratings yet
- PHWT PPT En24Document25 pagesPHWT PPT En248207 ASCETNo ratings yet
- Welding Course NPTELDocument39 pagesWelding Course NPTELAbhijeetSethi0% (1)
- Welding Lecture - 8: Welding Processes-Resistance WeldingDocument22 pagesWelding Lecture - 8: Welding Processes-Resistance WeldingganeshNo ratings yet
- Week 7 - Resistance WeldingDocument25 pagesWeek 7 - Resistance WeldingameerakeemNo ratings yet
- 1) Fundamentals of WeldingDocument33 pages1) Fundamentals of WeldingDivyang MistryNo ratings yet
- Welding DistortionDocument51 pagesWelding DistortionRaj singhNo ratings yet
- Synopsis PPT 1Document41 pagesSynopsis PPT 1api-423757765No ratings yet
- Welding Processes (Compatibility Mode)Document36 pagesWelding Processes (Compatibility Mode)Bharat KhandekarNo ratings yet
- Welding ProcessesDocument20 pagesWelding Processesvikasbhadoria9894No ratings yet
- Aluminum Spot Welding: General ConsiderationsDocument74 pagesAluminum Spot Welding: General ConsiderationshaikalNo ratings yet
- Welding Fundamentals 3Document68 pagesWelding Fundamentals 3Saiprasad Thakar100% (1)
- 12 TIG WeldingDocument27 pages12 TIG WeldingPraviBeetlesNo ratings yet
- 2a1 Physics Spot WeldDocument25 pages2a1 Physics Spot WeldNitish RanjanNo ratings yet
- Welding Processes OverviewDocument52 pagesWelding Processes OverviewAnil Kumar TNo ratings yet
- Friction Welding: By, Ramu RajendranDocument25 pagesFriction Welding: By, Ramu RajendranAmal XuvNo ratings yet
- Proy Sold ResDocument3 pagesProy Sold Resvitor17050137No ratings yet
- Motivation:-: WWW - Parhladsharma.inDocument4 pagesMotivation:-: WWW - Parhladsharma.inDeekshith DileepNo ratings yet
- WINSEM2018-19 - MEE6004 - ETH - GDN128 - VL2018195001506 - Reference Material I - MJ - 1.1-1.2 - RM PDFDocument25 pagesWINSEM2018-19 - MEE6004 - ETH - GDN128 - VL2018195001506 - Reference Material I - MJ - 1.1-1.2 - RM PDFAbinash PurushothamanNo ratings yet
- Welding SlidesDocument23 pagesWelding SlidesVi PowderNo ratings yet
- PRES TIG Hot Wire Narrow Gap Welding enDocument25 pagesPRES TIG Hot Wire Narrow Gap Welding enRavishankarNo ratings yet
- Thermal Effects Caused by Arc WeldingDocument6 pagesThermal Effects Caused by Arc WeldingErma Ramos EstilloreNo ratings yet
- Welding Types and DefectsDocument30 pagesWelding Types and DefectsHarisagar ThulasiramanNo ratings yet
- 2e1a Capacitive Discharge WeldingDocument30 pages2e1a Capacitive Discharge WeldingGurjinder SinghNo ratings yet
- Stud Welding Capacitive Discharge WeldingDocument30 pagesStud Welding Capacitive Discharge WeldingwenigmaNo ratings yet
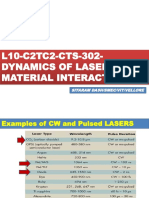
- l10 c2tc2 Cts 302 Dynamics of Laser Material InteractionDocument27 pagesl10 c2tc2 Cts 302 Dynamics of Laser Material InteractionHemanthKumarNo ratings yet
- Lecture Slides - AMPDocument28 pagesLecture Slides - AMPRoodrapratap Singh PariharNo ratings yet
- Promanu II WeldingDocument68 pagesPromanu II WeldingRyan FilbertNo ratings yet
- ShajuDocument49 pagesShajuArunprasad MurugesanNo ratings yet
- Lecture 7 - Resistance Welding Jan 2022Document25 pagesLecture 7 - Resistance Welding Jan 2022msdsonu123No ratings yet
- Arc Welding ProcessesDocument153 pagesArc Welding Processespratap biswasNo ratings yet
- Welding: Asif Hussain Assistant Professor UMT Lahore PakistanDocument20 pagesWelding: Asif Hussain Assistant Professor UMT Lahore PakistanNawaz RafiqueNo ratings yet
- Lecture 20 - Laser Materials ProcessingDocument29 pagesLecture 20 - Laser Materials ProcessingGaurav GodseNo ratings yet
- Welding - Quality Concerns & In-Service Welding: October 7, 2015Document37 pagesWelding - Quality Concerns & In-Service Welding: October 7, 2015江宸宸No ratings yet
- Gas Tungsten Arc Welding: by L D PoyyaraDocument41 pagesGas Tungsten Arc Welding: by L D PoyyaraJayaraman KamarajNo ratings yet
- Modes of Heat Transfer PresentationDocument12 pagesModes of Heat Transfer PresentationYashvir SinghNo ratings yet
- Shielded Metal Arc Welding (Smaw)Document45 pagesShielded Metal Arc Welding (Smaw)Eugenio Jr. MatesNo ratings yet
- Low Energy Arc Joining Process For Materials Sensitive To HeatDocument5 pagesLow Energy Arc Joining Process For Materials Sensitive To Heatg4okk8809No ratings yet
- 1E and 1F - Diffusion Bonding and FSWDocument15 pages1E and 1F - Diffusion Bonding and FSWDeepakNo ratings yet
- Welding 3Document1 pageWelding 3Edon MorinaNo ratings yet
- 11 Mma Welding-5Document1 page11 Mma Welding-5Dipesh PatelNo ratings yet
- Welding 171002150527Document40 pagesWelding 171002150527Sk SajedulNo ratings yet
- Spot WeldingDocument14 pagesSpot WeldingMuhammad Bin RiazNo ratings yet
- Ceramic Backing: Reduce Costs Using One-Sided WeldingDocument16 pagesCeramic Backing: Reduce Costs Using One-Sided WeldingSamanthaPereraNo ratings yet
- The Definitive Guide To Cryogenic EngineeringDocument21 pagesThe Definitive Guide To Cryogenic EngineeringSamanthaPereraNo ratings yet
- The Execution FactorDocument6 pagesThe Execution FactorSamanthaPereraNo ratings yet
- Acid Mixtures GuideDocument40 pagesAcid Mixtures GuideSamanthaPereraNo ratings yet
- The Leadership KillerDocument6 pagesThe Leadership KillerSamanthaPereraNo ratings yet
- LeadershipDocument44 pagesLeadershipSamanthaPereraNo ratings yet
- List of Helpful Windows Alt CodesDocument7 pagesList of Helpful Windows Alt CodesSamanthaPerera100% (1)
- CWS Exam PackageDocument10 pagesCWS Exam PackageSamanthaPereraNo ratings yet
- Math 105 Odd Answers 1-3-21Document67 pagesMath 105 Odd Answers 1-3-21SamanthaPereraNo ratings yet
- 02.new HUIDA BrouchureDocument44 pages02.new HUIDA BrouchureSamanthaPereraNo ratings yet
- Assab 618HH enDocument8 pagesAssab 618HH enSamanthaPereraNo ratings yet
- NEAP 2020 Exam 1 AnswersDocument9 pagesNEAP 2020 Exam 1 AnswersPimpoyNo ratings yet
- Comparison of Marshall and Superpave Asp PDFDocument7 pagesComparison of Marshall and Superpave Asp PDFwillypraviantoNo ratings yet
- Pipeline ConstructionDocument95 pagesPipeline ConstructionPrasetya SiregarNo ratings yet
- FINAL SMAW-12-Quarter-3-module 1 PDFDocument22 pagesFINAL SMAW-12-Quarter-3-module 1 PDFRandy Sacatani100% (1)
- BS 1139-1.1-1990 Metal ScaffoldingDocument15 pagesBS 1139-1.1-1990 Metal ScaffoldingMuhamad HasbiNo ratings yet
- Production: Routes To Thin Films of CdsDocument2 pagesProduction: Routes To Thin Films of CdsVinod NairNo ratings yet
- Austral Precast: Building SolutionsDocument44 pagesAustral Precast: Building SolutionsFirnanda PutraNo ratings yet
- Ammonium Sulfuricum: COEI-1-AMMSUL: 2000Document3 pagesAmmonium Sulfuricum: COEI-1-AMMSUL: 2000AnaNo ratings yet
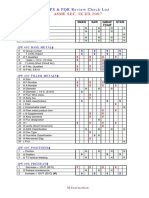
- WPS & PQR Review Check List: Asme Sec. Ix Ed.2007Document2 pagesWPS & PQR Review Check List: Asme Sec. Ix Ed.2007KyNo ratings yet
- TD EGGER Eurospan E1 P2 (Rec 1 107 108) ENDocument2 pagesTD EGGER Eurospan E1 P2 (Rec 1 107 108) ENSukiNo ratings yet
- Welder Qualification Requirements Csa w471 Vs Aws d1.1Document9 pagesWelder Qualification Requirements Csa w471 Vs Aws d1.1xharpreetxNo ratings yet
- Hydroforming PDFDocument5 pagesHydroforming PDFdramiltNo ratings yet
- Bronze & Brass Valves: JIS 5K/10K, ASME Class 125/150/300, KITZ Type 100/125/150/300/400/600Document52 pagesBronze & Brass Valves: JIS 5K/10K, ASME Class 125/150/300, KITZ Type 100/125/150/300/400/600roshan jaiswalNo ratings yet
- PolymerDocument2 pagesPolymerSiriluck NevestNo ratings yet
- A Review On Composite Materials and ProcessDocument14 pagesA Review On Composite Materials and ProcessKenan MuhamedagićNo ratings yet
- Bayblend BrochureDocument28 pagesBayblend BrochurePiNo ratings yet
- Astm D2729-11Document5 pagesAstm D2729-11UNUSED MUSIC MIRANDANo ratings yet
- CFS B0807 PDFDocument12 pagesCFS B0807 PDFRath AsypadenNo ratings yet
- What Is Gasoline PDFDocument10 pagesWhat Is Gasoline PDFTestNo ratings yet
- Class 8th - Periodic TableDocument2 pagesClass 8th - Periodic TableUniyals AcademyNo ratings yet
- Valves - Prochem - Stainless Steel Ball ValvesDocument6 pagesValves - Prochem - Stainless Steel Ball Valveszinha_alNo ratings yet
- Material Product Data Sheet Amdry DF-3 Diffusion Braze AlloysDocument3 pagesMaterial Product Data Sheet Amdry DF-3 Diffusion Braze AlloysJ. BangjakNo ratings yet
- Chemical Analysis - WorksheetDocument8 pagesChemical Analysis - WorksheetSindhu PriyaNo ratings yet
- ComberDocument9 pagesComberbmsaliNo ratings yet
- Scruffs Dealer Product GuideDocument96 pagesScruffs Dealer Product GuideSyariefNo ratings yet
- Cyaniding: M.Venkatesh Prabhu SPG 16 1431Document11 pagesCyaniding: M.Venkatesh Prabhu SPG 16 1431Sathu satishNo ratings yet
- New Draft Data Sheet Soil StabilizerDocument1 pageNew Draft Data Sheet Soil StabilizerEraNo ratings yet
- Amines S-3Document8 pagesAmines S-3sciencewing rbiNo ratings yet