
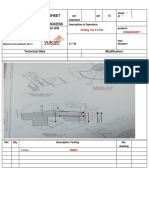
Hole Punching Dies - 1 (Movable Stripper
Hole Punching Dies - 1 (Movable Stripper
You might also like
- Plastic Design Guidelines For Automotive ComponentsDocument26 pagesPlastic Design Guidelines For Automotive Componentsvumrane100% (12)
- Design and Calculations of Piercing & Blanking DieDocument89 pagesDesign and Calculations of Piercing & Blanking DieVipul MetaNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- Eng102 Fallacy HandoutsDocument2 pagesEng102 Fallacy Handoutsjeanninestanko0% (1)
- Blanking DiesDocument24 pagesBlanking DiesPardeep KumarNo ratings yet
- Press Dies TutorialDocument13 pagesPress Dies TutorialRaj SatoskerNo ratings yet
- Production Technology 31 03 2020Document4 pagesProduction Technology 31 03 2020dankandie2No ratings yet
- Plastics Part Design FundamentalsDocument48 pagesPlastics Part Design FundamentalsSrinivas TanarapuNo ratings yet
- Design of The Molded Product: Mold DesigningDocument10 pagesDesign of The Molded Product: Mold DesigningdsmallndbigNo ratings yet
- Design Principles Common To Jigs and FixturesDocument5 pagesDesign Principles Common To Jigs and FixturesDr-Rajender BeniwalNo ratings yet
- Sheet Metal ProcessesDocument30 pagesSheet Metal ProcessesJagdish KolteNo ratings yet
- A Button Die Is Used As A Part Inserted in A Die PlateDocument6 pagesA Button Die Is Used As A Part Inserted in A Die PlateMeyyappan VeerappanNo ratings yet
- 2.17. Design Procedure For Progressive DiesDocument2 pages2.17. Design Procedure For Progressive DiesAnand Prajapati100% (1)
- Die Design For Flat Parts - The FabricatorDocument9 pagesDie Design For Flat Parts - The FabricatorSIMONENo ratings yet
- 3 Die CuttingDocument41 pages3 Die CuttingNarendrareddy RamireddyNo ratings yet
- Press Operations:: Sheet Metal WorkingDocument14 pagesPress Operations:: Sheet Metal WorkingMostafa ٌRabeaNo ratings yet
- Tool DesignDocument100 pagesTool DesignUDAYA KNo ratings yet
- Press Tool-1 PDFDocument71 pagesPress Tool-1 PDFajay100% (1)
- Sheet Metal Working: Unit No. VDocument67 pagesSheet Metal Working: Unit No. VMahesh SalotagiNo ratings yet
- DiesDocument80 pagesDiesRajyalakshmi.G50% (2)
- Module 4Document62 pagesModule 4Sachin SharmaNo ratings yet
- Press Working OperationsDocument23 pagesPress Working OperationsKanagaraj Ganesan100% (1)
- Carbide, Rubber, Polyester, Polyurethane, Zinc AlloyDocument13 pagesCarbide, Rubber, Polyester, Polyurethane, Zinc AlloyRolandNo ratings yet
- Die DesignDocument30 pagesDie Designshaomin_liang89No ratings yet
- BroachingDocument20 pagesBroachingKareem AbdelazizNo ratings yet
- ,!7IA8H2 Gdeeia!Document473 pages,!7IA8H2 Gdeeia!Ehsan Poravar100% (2)
- Tool and DieDocument15 pagesTool and DieJohn Jhay CanlasNo ratings yet
- App Module 2,3,4 NotesDocument38 pagesApp Module 2,3,4 NotesNikhil SekharanNo ratings yet
- Dayton Tech StampingDocument78 pagesDayton Tech StampingRaghu VenkatNo ratings yet
- Stamping DiesDocument32 pagesStamping Diesfuzzzzy2No ratings yet
- Unit-V Design of Moulds Molding PartsDocument8 pagesUnit-V Design of Moulds Molding Partsyuvaraj4509No ratings yet
- Designing of Stamping DiesDocument28 pagesDesigning of Stamping DiesSumeshKrishnanNo ratings yet
- Sheet Metal DesignDocument33 pagesSheet Metal DesignNanda Sagar100% (3)
- The Advantages of Broaching Have Been Stated As UnderDocument3 pagesThe Advantages of Broaching Have Been Stated As UnderNishit ParmarNo ratings yet
- U BendingDocument31 pagesU BendingbabutyNo ratings yet
- Broaching OperationsDocument1 pageBroaching OperationsR HNo ratings yet
- Burrs SnippetDocument3 pagesBurrs SnippetNurul HudaNo ratings yet
- 202004032250570818prashant Engg Manufacturing Sheet Metal 3Document14 pages202004032250570818prashant Engg Manufacturing Sheet Metal 3GURU SAMY ANo ratings yet
- Ijresm V2 I6 98 PDFDocument11 pagesIjresm V2 I6 98 PDFPeterNo ratings yet
- JigDocument6 pagesJigArun ManoNo ratings yet
- Injection Molding DesignDocument17 pagesInjection Molding DesignprasathbalaNo ratings yet
- Sheet Metal BendingDocument23 pagesSheet Metal BendingTuyenNo ratings yet
- Press ToolDocument71 pagesPress Toolamolnjainajgmail.com 7507254906No ratings yet
- Design of Dies - Unit 5 PDFDocument178 pagesDesign of Dies - Unit 5 PDF210 SureshNo ratings yet
- DocumentDocument2 pagesDocumentGabuya, Justine Mark Q. ME3ANo ratings yet
- Blow Molding Design Guide: Blow Molding Is A Simple Five-Step SequenceDocument9 pagesBlow Molding Design Guide: Blow Molding Is A Simple Five-Step SequencemaufinottiNo ratings yet
- 095 Fundamentals of Press Die Structure DesignDocument7 pages095 Fundamentals of Press Die Structure DesignMiguelNo ratings yet
- Module 6 DrillingDocument18 pagesModule 6 DrillingdejanflojdNo ratings yet
- Press Dies Tutorial PDFDocument5 pagesPress Dies Tutorial PDFvenkatesh Gowda B SNo ratings yet
- Chapter 7Document25 pagesChapter 7Timothy MartinezNo ratings yet
- Advanced Production and Process2Document32 pagesAdvanced Production and Process2christo royNo ratings yet
- Chapter 5Document29 pagesChapter 5Tamirat NemomsaNo ratings yet
- By: Ing. J. Daniel Aguilar MorenoDocument91 pagesBy: Ing. J. Daniel Aguilar MorenoCarim JiménezNo ratings yet
- Sheet Metal Design - GuideDocument7 pagesSheet Metal Design - GuidechoonhooiNo ratings yet
- DJFP QUESTION BANK 23rd NovDocument6 pagesDJFP QUESTION BANK 23rd NovGunasekaranNo ratings yet
- Module-Ii of Pdptlecture Notes of Chinmay Das 34: 2.5 Blanking Die andDocument61 pagesModule-Ii of Pdptlecture Notes of Chinmay Das 34: 2.5 Blanking Die andAnonymous vZBZ1IHhNo ratings yet
- DiesDocument4 pagesDiesjohan pambudiNo ratings yet
- PiercingDocument3 pagesPiercingk.prasadNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Elementary Course in Woodwork: Designed for use in high and technical schools, with illustrationsFrom EverandElementary Course in Woodwork: Designed for use in high and technical schools, with illustrationsNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Regular Maintenance - Mold: Msme Tool Room (Indo German Tool Room) Ahmedabad SubjectDocument66 pagesRegular Maintenance - Mold: Msme Tool Room (Indo German Tool Room) Ahmedabad SubjectazadNo ratings yet
- Sona Specification Meeting FormatDocument2 pagesSona Specification Meeting FormatazadNo ratings yet
- Vulcan Core Industries: Sample Inspection CertificateDocument1 pageVulcan Core Industries: Sample Inspection CertificateazadNo ratings yet
- Cost/ Crankshaft Calculation On OP 10 (Centre Drilling)Document16 pagesCost/ Crankshaft Calculation On OP 10 (Centre Drilling)azadNo ratings yet
- Vulcan Core Industries Pvt. LTD.: Sample Inspection ReportDocument1 pageVulcan Core Industries Pvt. LTD.: Sample Inspection ReportazadNo ratings yet
- Vulcan Core Industries Drawing-Rev. Slide Chair BER 31911109-2Document2 pagesVulcan Core Industries Drawing-Rev. Slide Chair BER 31911109-2azadNo ratings yet
- 108 - t1, 31.08.2015 Pdi - Qad-28 Sample Inspection Reportslide Chair - Machine (Ber.319-111108)Document1 page108 - t1, 31.08.2015 Pdi - Qad-28 Sample Inspection Reportslide Chair - Machine (Ber.319-111108)azadNo ratings yet
- Scr452 - 20.01.2016 Pdi - Qad-28 Sample Inspection Reportcheck Rail - Machine (Scr-452)Document1 pageScr452 - 20.01.2016 Pdi - Qad-28 Sample Inspection Reportcheck Rail - Machine (Scr-452)azadNo ratings yet
- Vulcan Core Industries: Sample Inspection CertificateDocument1 pageVulcan Core Industries: Sample Inspection CertificateazadNo ratings yet
- Vulcan Core Industries: Sample Inspection CertificateDocument1 pageVulcan Core Industries: Sample Inspection CertificateazadNo ratings yet
- PPAP Part Submission WarrantDocument4 pagesPPAP Part Submission WarrantazadNo ratings yet
- Pdi 05 01.2015 Qad 28sample Inspection Report Mach. 74 100Document1 pagePdi 05 01.2015 Qad 28sample Inspection Report Mach. 74 100azad100% (1)
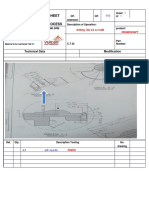
- Sheet Process: Technical Data ModificationDocument1 pageSheet Process: Technical Data ModificationazadNo ratings yet
- Final Inspection - Tata Ace DiscDocument3 pagesFinal Inspection - Tata Ace DiscazadNo ratings yet
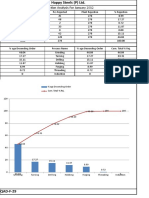
- Rejection Analysis For January 2012: % Age Desending Order Cum. Total % RejDocument7 pagesRejection Analysis For January 2012: % Age Desending Order Cum. Total % RejazadNo ratings yet
- Top Plate - Qad-28 Sample Inspection ReportDocument3 pagesTop Plate - Qad-28 Sample Inspection ReportazadNo ratings yet
- Course Content For Cnc-Turning/Cnc-Milling ProgrammingDocument2 pagesCourse Content For Cnc-Turning/Cnc-Milling ProgrammingazadNo ratings yet
- Sheet Process: Technical Data ModificationDocument1 pageSheet Process: Technical Data ModificationazadNo ratings yet
- Sheet Process: Technical Data ModificationDocument1 pageSheet Process: Technical Data ModificationazadNo ratings yet
- CAAP Telephone Public Directory PDFDocument4 pagesCAAP Telephone Public Directory PDFMaria Angelica Rodriguez AlonsoNo ratings yet
- Linear Programming TheoryDocument99 pagesLinear Programming TheoryRamez SafwatNo ratings yet
- GalvinDocument9 pagesGalvinІгор ШNo ratings yet
- BSS19860 04 MF&C Vis 2Document4 pagesBSS19860 04 MF&C Vis 2Johan TanNo ratings yet
- Childhood and Growing UpDocument181 pagesChildhood and Growing UpManichander100% (2)
- Lesson Plan in Science Perpetuation of Life I. Learning ObjectivesDocument3 pagesLesson Plan in Science Perpetuation of Life I. Learning ObjectivesRachel Lorenzo SaldoNo ratings yet
- 6ulsc Sample AbDocument2 pages6ulsc Sample Absana AshrafNo ratings yet
- Puchasing and ProcurementDocument15 pagesPuchasing and ProcurementShruti DhawanNo ratings yet
- Passenger/Itinerary Receipt: Electronic Ticket 220-2332362081Document2 pagesPassenger/Itinerary Receipt: Electronic Ticket 220-2332362081Dzeri LoganNo ratings yet
- 01 2021 1 01410111 Fee VoucherDocument1 page01 2021 1 01410111 Fee VoucherKareem UllahNo ratings yet
- Loba Chemie Price List 2018-19 PDFDocument288 pagesLoba Chemie Price List 2018-19 PDFdelta lab sangliNo ratings yet
- ICoT 5200 - 5300 - 5400 Ordering GuideDocument1 pageICoT 5200 - 5300 - 5400 Ordering GuidePeter RhoadsNo ratings yet
- F520Document2 pagesF520Marcos AldrovandiNo ratings yet
- Lab Exercise No. 5 Mesh Analysis: Danica Marie Dumalagan, Kristoffer John Giganto, Jhury Kevin LastreDocument2 pagesLab Exercise No. 5 Mesh Analysis: Danica Marie Dumalagan, Kristoffer John Giganto, Jhury Kevin LastreKristoffer John GigantoNo ratings yet
- MENTOR FEEDBACK FORM March 2022Document2 pagesMENTOR FEEDBACK FORM March 2022Darius NixNo ratings yet
- Eurasian PlateDocument6 pagesEurasian PlateJoshua SalazarNo ratings yet
- Phoenix: February Price ListDocument52 pagesPhoenix: February Price ListDhiman DodhiaNo ratings yet
- The Heart of Innovation in SPARK - GFRP BridgeDocument8 pagesThe Heart of Innovation in SPARK - GFRP BridgeMysara MohsenNo ratings yet
- SMK Bandaraya Kota Kinabalu English Language Lesson Plan: MondayDocument6 pagesSMK Bandaraya Kota Kinabalu English Language Lesson Plan: MondaySITI NORZUANI BINTI BAHARUDDIN MoeNo ratings yet
- BPM CbokDocument3 pagesBPM CbokDaniel WongNo ratings yet
- Req Specification ACDocument5 pagesReq Specification ACen ziaNo ratings yet
- Man and SupermanDocument4 pagesMan and SupermanSrestha Kar100% (1)
- Kahn's Light: The Measurable and The Unmeasurable of The Bangladesh National Assembly BuildingDocument14 pagesKahn's Light: The Measurable and The Unmeasurable of The Bangladesh National Assembly BuildingbilibiliNo ratings yet
- A Is For Alienation ArticleDocument4 pagesA Is For Alienation ArticleFamily Court-CorruptionNo ratings yet
- Bangladesh Country PaperDocument27 pagesBangladesh Country PaperFaruque As Sunny SunnyNo ratings yet
- TIP Course 1 DepEd TeacherDocument124 pagesTIP Course 1 DepEd TeacherCharlyn GanzonNo ratings yet
- Cpim BrochureDocument4 pagesCpim BrochureMuhammadNo ratings yet
- TPHA Conference Paper - Kasongi 2022Document15 pagesTPHA Conference Paper - Kasongi 2022Donald KasongiNo ratings yet
- Samsung 2600mah ICR18650-26ADocument16 pagesSamsung 2600mah ICR18650-26AStreet_skNo ratings yet










































































































Download as pptx, pdf, or txt
You might also like
- Plastic Design Guidelines For Automotive ComponentsDocument26 pagesPlastic Design Guidelines For Automotive Componentsvumrane100% (12)
- Design and Calculations of Piercing & Blanking DieDocument89 pagesDesign and Calculations of Piercing & Blanking DieVipul MetaNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- Eng102 Fallacy HandoutsDocument2 pagesEng102 Fallacy Handoutsjeanninestanko0% (1)
- Blanking DiesDocument24 pagesBlanking DiesPardeep KumarNo ratings yet
- Press Dies TutorialDocument13 pagesPress Dies TutorialRaj SatoskerNo ratings yet
- Production Technology 31 03 2020Document4 pagesProduction Technology 31 03 2020dankandie2No ratings yet
- Plastics Part Design FundamentalsDocument48 pagesPlastics Part Design FundamentalsSrinivas TanarapuNo ratings yet
- Design of The Molded Product: Mold DesigningDocument10 pagesDesign of The Molded Product: Mold DesigningdsmallndbigNo ratings yet
- Design Principles Common To Jigs and FixturesDocument5 pagesDesign Principles Common To Jigs and FixturesDr-Rajender BeniwalNo ratings yet
- Sheet Metal ProcessesDocument30 pagesSheet Metal ProcessesJagdish KolteNo ratings yet
- A Button Die Is Used As A Part Inserted in A Die PlateDocument6 pagesA Button Die Is Used As A Part Inserted in A Die PlateMeyyappan VeerappanNo ratings yet
- 2.17. Design Procedure For Progressive DiesDocument2 pages2.17. Design Procedure For Progressive DiesAnand Prajapati100% (1)
- Die Design For Flat Parts - The FabricatorDocument9 pagesDie Design For Flat Parts - The FabricatorSIMONENo ratings yet
- 3 Die CuttingDocument41 pages3 Die CuttingNarendrareddy RamireddyNo ratings yet
- Press Operations:: Sheet Metal WorkingDocument14 pagesPress Operations:: Sheet Metal WorkingMostafa ٌRabeaNo ratings yet
- Tool DesignDocument100 pagesTool DesignUDAYA KNo ratings yet
- Press Tool-1 PDFDocument71 pagesPress Tool-1 PDFajay100% (1)
- Sheet Metal Working: Unit No. VDocument67 pagesSheet Metal Working: Unit No. VMahesh SalotagiNo ratings yet
- DiesDocument80 pagesDiesRajyalakshmi.G50% (2)
- Module 4Document62 pagesModule 4Sachin SharmaNo ratings yet
- Press Working OperationsDocument23 pagesPress Working OperationsKanagaraj Ganesan100% (1)
- Carbide, Rubber, Polyester, Polyurethane, Zinc AlloyDocument13 pagesCarbide, Rubber, Polyester, Polyurethane, Zinc AlloyRolandNo ratings yet
- Die DesignDocument30 pagesDie Designshaomin_liang89No ratings yet
- BroachingDocument20 pagesBroachingKareem AbdelazizNo ratings yet
- ,!7IA8H2 Gdeeia!Document473 pages,!7IA8H2 Gdeeia!Ehsan Poravar100% (2)
- Tool and DieDocument15 pagesTool and DieJohn Jhay CanlasNo ratings yet
- App Module 2,3,4 NotesDocument38 pagesApp Module 2,3,4 NotesNikhil SekharanNo ratings yet
- Dayton Tech StampingDocument78 pagesDayton Tech StampingRaghu VenkatNo ratings yet
- Stamping DiesDocument32 pagesStamping Diesfuzzzzy2No ratings yet
- Unit-V Design of Moulds Molding PartsDocument8 pagesUnit-V Design of Moulds Molding Partsyuvaraj4509No ratings yet
- Designing of Stamping DiesDocument28 pagesDesigning of Stamping DiesSumeshKrishnanNo ratings yet
- Sheet Metal DesignDocument33 pagesSheet Metal DesignNanda Sagar100% (3)
- The Advantages of Broaching Have Been Stated As UnderDocument3 pagesThe Advantages of Broaching Have Been Stated As UnderNishit ParmarNo ratings yet
- U BendingDocument31 pagesU BendingbabutyNo ratings yet
- Broaching OperationsDocument1 pageBroaching OperationsR HNo ratings yet
- Burrs SnippetDocument3 pagesBurrs SnippetNurul HudaNo ratings yet
- 202004032250570818prashant Engg Manufacturing Sheet Metal 3Document14 pages202004032250570818prashant Engg Manufacturing Sheet Metal 3GURU SAMY ANo ratings yet
- Ijresm V2 I6 98 PDFDocument11 pagesIjresm V2 I6 98 PDFPeterNo ratings yet
- JigDocument6 pagesJigArun ManoNo ratings yet
- Injection Molding DesignDocument17 pagesInjection Molding DesignprasathbalaNo ratings yet
- Sheet Metal BendingDocument23 pagesSheet Metal BendingTuyenNo ratings yet
- Press ToolDocument71 pagesPress Toolamolnjainajgmail.com 7507254906No ratings yet
- Design of Dies - Unit 5 PDFDocument178 pagesDesign of Dies - Unit 5 PDF210 SureshNo ratings yet
- DocumentDocument2 pagesDocumentGabuya, Justine Mark Q. ME3ANo ratings yet
- Blow Molding Design Guide: Blow Molding Is A Simple Five-Step SequenceDocument9 pagesBlow Molding Design Guide: Blow Molding Is A Simple Five-Step SequencemaufinottiNo ratings yet
- 095 Fundamentals of Press Die Structure DesignDocument7 pages095 Fundamentals of Press Die Structure DesignMiguelNo ratings yet
- Module 6 DrillingDocument18 pagesModule 6 DrillingdejanflojdNo ratings yet
- Press Dies Tutorial PDFDocument5 pagesPress Dies Tutorial PDFvenkatesh Gowda B SNo ratings yet
- Chapter 7Document25 pagesChapter 7Timothy MartinezNo ratings yet
- Advanced Production and Process2Document32 pagesAdvanced Production and Process2christo royNo ratings yet
- Chapter 5Document29 pagesChapter 5Tamirat NemomsaNo ratings yet
- By: Ing. J. Daniel Aguilar MorenoDocument91 pagesBy: Ing. J. Daniel Aguilar MorenoCarim JiménezNo ratings yet
- Sheet Metal Design - GuideDocument7 pagesSheet Metal Design - GuidechoonhooiNo ratings yet
- DJFP QUESTION BANK 23rd NovDocument6 pagesDJFP QUESTION BANK 23rd NovGunasekaranNo ratings yet
- Module-Ii of Pdptlecture Notes of Chinmay Das 34: 2.5 Blanking Die andDocument61 pagesModule-Ii of Pdptlecture Notes of Chinmay Das 34: 2.5 Blanking Die andAnonymous vZBZ1IHhNo ratings yet
- DiesDocument4 pagesDiesjohan pambudiNo ratings yet
- PiercingDocument3 pagesPiercingk.prasadNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Elementary Course in Woodwork: Designed for use in high and technical schools, with illustrationsFrom EverandElementary Course in Woodwork: Designed for use in high and technical schools, with illustrationsNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Regular Maintenance - Mold: Msme Tool Room (Indo German Tool Room) Ahmedabad SubjectDocument66 pagesRegular Maintenance - Mold: Msme Tool Room (Indo German Tool Room) Ahmedabad SubjectazadNo ratings yet
- Sona Specification Meeting FormatDocument2 pagesSona Specification Meeting FormatazadNo ratings yet
- Vulcan Core Industries: Sample Inspection CertificateDocument1 pageVulcan Core Industries: Sample Inspection CertificateazadNo ratings yet
- Cost/ Crankshaft Calculation On OP 10 (Centre Drilling)Document16 pagesCost/ Crankshaft Calculation On OP 10 (Centre Drilling)azadNo ratings yet
- Vulcan Core Industries Pvt. LTD.: Sample Inspection ReportDocument1 pageVulcan Core Industries Pvt. LTD.: Sample Inspection ReportazadNo ratings yet
- Vulcan Core Industries Drawing-Rev. Slide Chair BER 31911109-2Document2 pagesVulcan Core Industries Drawing-Rev. Slide Chair BER 31911109-2azadNo ratings yet
- 108 - t1, 31.08.2015 Pdi - Qad-28 Sample Inspection Reportslide Chair - Machine (Ber.319-111108)Document1 page108 - t1, 31.08.2015 Pdi - Qad-28 Sample Inspection Reportslide Chair - Machine (Ber.319-111108)azadNo ratings yet
- Scr452 - 20.01.2016 Pdi - Qad-28 Sample Inspection Reportcheck Rail - Machine (Scr-452)Document1 pageScr452 - 20.01.2016 Pdi - Qad-28 Sample Inspection Reportcheck Rail - Machine (Scr-452)azadNo ratings yet
- Vulcan Core Industries: Sample Inspection CertificateDocument1 pageVulcan Core Industries: Sample Inspection CertificateazadNo ratings yet
- Vulcan Core Industries: Sample Inspection CertificateDocument1 pageVulcan Core Industries: Sample Inspection CertificateazadNo ratings yet
- PPAP Part Submission WarrantDocument4 pagesPPAP Part Submission WarrantazadNo ratings yet
- Pdi 05 01.2015 Qad 28sample Inspection Report Mach. 74 100Document1 pagePdi 05 01.2015 Qad 28sample Inspection Report Mach. 74 100azad100% (1)
- Sheet Process: Technical Data ModificationDocument1 pageSheet Process: Technical Data ModificationazadNo ratings yet
- Final Inspection - Tata Ace DiscDocument3 pagesFinal Inspection - Tata Ace DiscazadNo ratings yet
- Rejection Analysis For January 2012: % Age Desending Order Cum. Total % RejDocument7 pagesRejection Analysis For January 2012: % Age Desending Order Cum. Total % RejazadNo ratings yet
- Top Plate - Qad-28 Sample Inspection ReportDocument3 pagesTop Plate - Qad-28 Sample Inspection ReportazadNo ratings yet
- Course Content For Cnc-Turning/Cnc-Milling ProgrammingDocument2 pagesCourse Content For Cnc-Turning/Cnc-Milling ProgrammingazadNo ratings yet
- Sheet Process: Technical Data ModificationDocument1 pageSheet Process: Technical Data ModificationazadNo ratings yet
- Sheet Process: Technical Data ModificationDocument1 pageSheet Process: Technical Data ModificationazadNo ratings yet
- CAAP Telephone Public Directory PDFDocument4 pagesCAAP Telephone Public Directory PDFMaria Angelica Rodriguez AlonsoNo ratings yet
- Linear Programming TheoryDocument99 pagesLinear Programming TheoryRamez SafwatNo ratings yet
- GalvinDocument9 pagesGalvinІгор ШNo ratings yet
- BSS19860 04 MF&C Vis 2Document4 pagesBSS19860 04 MF&C Vis 2Johan TanNo ratings yet
- Childhood and Growing UpDocument181 pagesChildhood and Growing UpManichander100% (2)
- Lesson Plan in Science Perpetuation of Life I. Learning ObjectivesDocument3 pagesLesson Plan in Science Perpetuation of Life I. Learning ObjectivesRachel Lorenzo SaldoNo ratings yet
- 6ulsc Sample AbDocument2 pages6ulsc Sample Absana AshrafNo ratings yet
- Puchasing and ProcurementDocument15 pagesPuchasing and ProcurementShruti DhawanNo ratings yet
- Passenger/Itinerary Receipt: Electronic Ticket 220-2332362081Document2 pagesPassenger/Itinerary Receipt: Electronic Ticket 220-2332362081Dzeri LoganNo ratings yet
- 01 2021 1 01410111 Fee VoucherDocument1 page01 2021 1 01410111 Fee VoucherKareem UllahNo ratings yet
- Loba Chemie Price List 2018-19 PDFDocument288 pagesLoba Chemie Price List 2018-19 PDFdelta lab sangliNo ratings yet
- ICoT 5200 - 5300 - 5400 Ordering GuideDocument1 pageICoT 5200 - 5300 - 5400 Ordering GuidePeter RhoadsNo ratings yet
- F520Document2 pagesF520Marcos AldrovandiNo ratings yet
- Lab Exercise No. 5 Mesh Analysis: Danica Marie Dumalagan, Kristoffer John Giganto, Jhury Kevin LastreDocument2 pagesLab Exercise No. 5 Mesh Analysis: Danica Marie Dumalagan, Kristoffer John Giganto, Jhury Kevin LastreKristoffer John GigantoNo ratings yet
- MENTOR FEEDBACK FORM March 2022Document2 pagesMENTOR FEEDBACK FORM March 2022Darius NixNo ratings yet
- Eurasian PlateDocument6 pagesEurasian PlateJoshua SalazarNo ratings yet
- Phoenix: February Price ListDocument52 pagesPhoenix: February Price ListDhiman DodhiaNo ratings yet
- The Heart of Innovation in SPARK - GFRP BridgeDocument8 pagesThe Heart of Innovation in SPARK - GFRP BridgeMysara MohsenNo ratings yet
- SMK Bandaraya Kota Kinabalu English Language Lesson Plan: MondayDocument6 pagesSMK Bandaraya Kota Kinabalu English Language Lesson Plan: MondaySITI NORZUANI BINTI BAHARUDDIN MoeNo ratings yet
- BPM CbokDocument3 pagesBPM CbokDaniel WongNo ratings yet
- Req Specification ACDocument5 pagesReq Specification ACen ziaNo ratings yet
- Man and SupermanDocument4 pagesMan and SupermanSrestha Kar100% (1)
- Kahn's Light: The Measurable and The Unmeasurable of The Bangladesh National Assembly BuildingDocument14 pagesKahn's Light: The Measurable and The Unmeasurable of The Bangladesh National Assembly BuildingbilibiliNo ratings yet
- A Is For Alienation ArticleDocument4 pagesA Is For Alienation ArticleFamily Court-CorruptionNo ratings yet
- Bangladesh Country PaperDocument27 pagesBangladesh Country PaperFaruque As Sunny SunnyNo ratings yet
- TIP Course 1 DepEd TeacherDocument124 pagesTIP Course 1 DepEd TeacherCharlyn GanzonNo ratings yet
- Cpim BrochureDocument4 pagesCpim BrochureMuhammadNo ratings yet
- TPHA Conference Paper - Kasongi 2022Document15 pagesTPHA Conference Paper - Kasongi 2022Donald KasongiNo ratings yet
- Samsung 2600mah ICR18650-26ADocument16 pagesSamsung 2600mah ICR18650-26AStreet_skNo ratings yet