Download as ppt, pdf, or txt
You might also like
- Mold Design Spec SheetDocument1 pageMold Design Spec Sheetomerscheen0% (1)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- Theory of Moulds - ContentsDocument9 pagesTheory of Moulds - Contentsnagesh_sprao19275% (4)
- MoldflowDocument74 pagesMoldflowRajesh PandaNo ratings yet
- Injection Molding BasicsDocument26 pagesInjection Molding BasicsVIGNESH100% (1)
- Protomold Cube KeyDocument2 pagesProtomold Cube KeyMarius MarchisNo ratings yet
- Injection Moulding MachineDocument35 pagesInjection Moulding MachineRajesh Kumar88% (8)
- Mold and Die - PPTDocument110 pagesMold and Die - PPTThaloengsak Kucharoenpaisan100% (2)
- CNCDocument99 pagesCNCSree Raj92% (12)
- Injection Mould With Hot RunnerDocument17 pagesInjection Mould With Hot RunnerKiran KumarNo ratings yet
- Injection Mould Hot RunnerDocument17 pagesInjection Mould Hot RunnerKiran KumarNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Moulding Technology: by Balraj TanwarDocument37 pagesMoulding Technology: by Balraj TanwarVinod KumarNo ratings yet
- Marplex - Injection Moulding of ThermoplasticsDocument24 pagesMarplex - Injection Moulding of ThermoplasticsStarchyLittleOleMeNo ratings yet
- Plastic Injection Molding Write UpDocument16 pagesPlastic Injection Molding Write UpVishal MahajanNo ratings yet
- PIM 101 Ebook-1Document33 pagesPIM 101 Ebook-1agniflameNo ratings yet
- Plastic InjectionDocument21 pagesPlastic InjectionSimon RisteskiNo ratings yet
- Insert MoldingDocument27 pagesInsert MoldingYuvaraj Yuvaraj100% (1)
- Mold Design FeasabilityDocument16 pagesMold Design FeasabilitySreedhar PugalendhiNo ratings yet
- Injection MoldingDocument33 pagesInjection MoldingDineshkumar RathinavelNo ratings yet
- Plastic InjectionDocument39 pagesPlastic InjectionRishav KumarNo ratings yet
- 02injection Moulding MachineDocument31 pages02injection Moulding MachineS Karthick KeyanNo ratings yet
- Setting Process ConditionDocument11 pagesSetting Process Conditioneitan-dalia4971No ratings yet
- Mould Theory PDFDocument35 pagesMould Theory PDFArunava Bala75% (4)
- Hot Runner SystemsDocument17 pagesHot Runner SystemsAkash Shettannavar50% (2)
- Tooling Standards Manual: MouldsDocument36 pagesTooling Standards Manual: Mouldsandre boniniNo ratings yet
- 9 Ejection System PDFDocument10 pages9 Ejection System PDFBa BuNo ratings yet
- Injection Mold Design DetailsDocument43 pagesInjection Mold Design DetailsKen100% (1)
- Frank Fischer - Injection MoldingDocument12 pagesFrank Fischer - Injection MoldingStarchyLittleOleMeNo ratings yet
- Injection Molding Troubleshooting Flash BurnmarksDocument60 pagesInjection Molding Troubleshooting Flash Burnmarkswawawa1100% (1)
- MouldDocument16 pagesMouldetamil87No ratings yet
- Clamping Force & Tonnage CalculationDocument3 pagesClamping Force & Tonnage CalculationJyoti KaleNo ratings yet
- Mold PlasticDocument98 pagesMold PlasticSenthil KumarNo ratings yet
- Injection Moulding SlidesDocument29 pagesInjection Moulding Slideszulkefli-abdullah-8044No ratings yet
- Explain Basic Injection Molding Machine ProcessDocument9 pagesExplain Basic Injection Molding Machine ProcessNazriNo ratings yet
- Injection MouldinDocument32 pagesInjection MouldinKarthick KarthickNo ratings yet
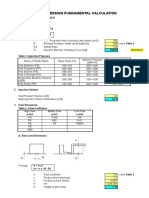
- Mold Design Fundamental Calculation BATTERY COVERDocument7 pagesMold Design Fundamental Calculation BATTERY COVERrgrao85No ratings yet
- Introduction Injection MoldingDocument39 pagesIntroduction Injection Moldingmaran.suguNo ratings yet
- Mould BaseDocument58 pagesMould BaseFurqan AlamNo ratings yet
- Plastic Mold MaintenanceDocument5 pagesPlastic Mold MaintenanceHajjaji ImedNo ratings yet
- Feed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andDocument26 pagesFeed Is The Path, Which Plastic Melt From Nozzle Traverses To Reach The Impressions Without Much Loss of andS Karthick KeyanNo ratings yet
- Design For InjectionDocument38 pagesDesign For Injectionnurwinantoindra100% (1)
- Material - 5. Injection Moulding Technology Part 3 - 3Document127 pagesMaterial - 5. Injection Moulding Technology Part 3 - 3Sachin KumarNo ratings yet
- CV Cipet Production NewDocument4 pagesCV Cipet Production NewKamlesh KumarNo ratings yet
- Design of The Injection MouldDocument19 pagesDesign of The Injection MouldSiddhant Prakash GoyalNo ratings yet
- How To Select Plastic Injection Moulding MachineDocument48 pagesHow To Select Plastic Injection Moulding MachineDiego Sáchica60% (5)
- 02.injection Moulding Process, Machine & Mould ConstructionDocument229 pages02.injection Moulding Process, Machine & Mould ConstructionAnand kumar100% (4)
- Molding CavityDocument7 pagesMolding CavitySudarno BaraNo ratings yet
- Advance Injection Mould DesignDocument175 pagesAdvance Injection Mould DesignŠetkić Semir100% (1)
- Mold Making & Injection Molding - Bluestar Mould Group 2015Document59 pagesMold Making & Injection Molding - Bluestar Mould Group 2015Huy Bui VanNo ratings yet
- 塑模保養維修講義 mold maintenance handbook: By PimDocument33 pages塑模保養維修講義 mold maintenance handbook: By PimHồng Hoàng100% (1)
- Two Plate Three PlateDocument15 pagesTwo Plate Three PlateHarshvardhan KharatNo ratings yet
- 4.0 Number of Cavities CalculationDocument40 pages4.0 Number of Cavities CalculationStelwin Fernandez80% (5)
- Plastic Design ConsiderationsDocument16 pagesPlastic Design ConsiderationsAlok MallickNo ratings yet
- Injection Moulding - Quality Molded PartsDocument28 pagesInjection Moulding - Quality Molded PartsQuản Lê Đình100% (3)
- Plastic Injection Training ReportDocument31 pagesPlastic Injection Training ReportsazmsNo ratings yet
- Top12-Results From MoldflowDocument30 pagesTop12-Results From Moldflowpawang422100% (1)
- New Injection Molding Machine SY200 I PDFDocument5 pagesNew Injection Molding Machine SY200 I PDFkamelNo ratings yet
- Cold Runner eDocument7 pagesCold Runner eKodhansNo ratings yet
- 3R For EDMDocument76 pages3R For EDMSree Raj100% (1)
- MASTIP-HOT RUNNER-SystemSelectionGuide - V2.07Document44 pagesMASTIP-HOT RUNNER-SystemSelectionGuide - V2.07Sree RajNo ratings yet
- Moulding ProblemDocument52 pagesMoulding ProblemSree RajNo ratings yet
- Die CastingDocument43 pagesDie CastingSree Raj83% (12)
- Diecasting 2Document11 pagesDiecasting 2Sree RajNo ratings yet
- Injection Molding: 2.810 Fall 2002 Professor Tim GutowskiDocument42 pagesInjection Molding: 2.810 Fall 2002 Professor Tim GutowskiSree Raj100% (1)
- Hard Chrome PlatingDocument8 pagesHard Chrome PlatingSree RajNo ratings yet
- Heat Treatment EnglishDocument16 pagesHeat Treatment EnglishmuradhidmiNo ratings yet
- Moulds DesignDocument240 pagesMoulds DesignSree Raj92% (13)
- UEP Bulletin 1724E-206Document65 pagesUEP Bulletin 1724E-206José Pablo Espinoza SolísNo ratings yet
- Eagle Nest Brochure PDFDocument2 pagesEagle Nest Brochure PDFBradley FernandesNo ratings yet
- File Systems LabDocument19 pagesFile Systems Labdv100% (1)
- Cambium CLI Manual 2.4.3Document24 pagesCambium CLI Manual 2.4.3Khadik AyahNa AziziNo ratings yet
- Estimating Building CostDocument8 pagesEstimating Building CostFREDIELABRADORNo ratings yet
- Leakage Clamp Meter: Users ManualDocument74 pagesLeakage Clamp Meter: Users ManualJavier Laso LópezNo ratings yet
- Ducted Blower Follow Outdoor RC - D - ERDocument26 pagesDucted Blower Follow Outdoor RC - D - ERnaren233No ratings yet
- Specifications Lignes Ba1 Bb1 Bb3 Bd2 Bg1 Bl5Document40 pagesSpecifications Lignes Ba1 Bb1 Bb3 Bd2 Bg1 Bl5LAKHTIRINo ratings yet
- BUET04 UDocument31 pagesBUET04 Uমোঃ ইনজামুল হক মেহেদীNo ratings yet
- Create Associative Mass Part Attribute For Parts List: Body Measurement Functionality. Analysis Measure Bodies..Document4 pagesCreate Associative Mass Part Attribute For Parts List: Body Measurement Functionality. Analysis Measure Bodies..lukadoNo ratings yet
- CSDJplus Manual Eng v1.2Document270 pagesCSDJplus Manual Eng v1.2Mislav Tambo MilanovićNo ratings yet
- Fluid Mechanics 2 Chapter 3 PDFDocument18 pagesFluid Mechanics 2 Chapter 3 PDFsakali aliNo ratings yet
- Madakasira Drawings PDFDocument156 pagesMadakasira Drawings PDFravindrarao_mNo ratings yet
- Imu Thesis WordDocument18 pagesImu Thesis WordHanselNo ratings yet
- Campey - Dakota Turf Tender - Operators Manual 2006aDocument44 pagesCampey - Dakota Turf Tender - Operators Manual 2006aCampey Turf Care SystemsNo ratings yet
- 450 Watt 6m Amplifier: Chris, G3WOS - July 1993Document10 pages450 Watt 6m Amplifier: Chris, G3WOS - July 1993Adrian DrakesNo ratings yet
- NDT - Auto RT 5Document12 pagesNDT - Auto RT 5paimpillyNo ratings yet
- SBA 17 Plan and Design ProposalDocument4 pagesSBA 17 Plan and Design Proposalalphaxvoid69No ratings yet
- Blood SpatterDocument13 pagesBlood SpatterGabriel Stossel (2020)No ratings yet
- Introduction To SCMDocument38 pagesIntroduction To SCMArif Shan50% (2)
- 240-0130 Rev 4 - VentX Console Service Manual-2Document70 pages240-0130 Rev 4 - VentX Console Service Manual-2Tania AvilésNo ratings yet
- TORCSDocument15 pagesTORCSJavier Vinuesa MuñozNo ratings yet
- System Software - Unit IDocument77 pagesSystem Software - Unit IJASPER WESSLYNo ratings yet
- Drawing Assignment 2Document2 pagesDrawing Assignment 2Shabana ferozNo ratings yet
- Wheels and TyresDocument135 pagesWheels and TyresaungthawNo ratings yet
- Cuplaje Rigide - RoDocument2 pagesCuplaje Rigide - Roioan cristian cotorobaiNo ratings yet
- Tunnelconsult Job List PDFDocument68 pagesTunnelconsult Job List PDFarslanpasaNo ratings yet
- Boali CPCD30Document96 pagesBoali CPCD30Sittca MantenimientoNo ratings yet
- 0.50Mm Center FFC Jumper Cable (High Temperature) ChartDocument2 pages0.50Mm Center FFC Jumper Cable (High Temperature) ChartJohn MCClainNo ratings yet
- Digsilent Powerfactory: Technical Reference DocumentationDocument12 pagesDigsilent Powerfactory: Technical Reference DocumentationMarcos GonzalesNo ratings yet