Download as ppt, pdf, or txt
You might also like
- Manufacturing Facilities Design & Material Handling: Sixth EditionFrom EverandManufacturing Facilities Design & Material Handling: Sixth EditionNo ratings yet
- CAE CertificateDocument2 pagesCAE CertificateShannon Walker100% (2)
- Placement Report - KPMG - AbridgedDocument14 pagesPlacement Report - KPMG - AbridgedVenkat SaiNo ratings yet
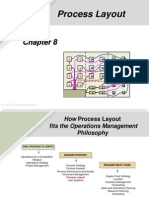
- Chapter 9 Layout StrategyDocument51 pagesChapter 9 Layout StrategyHimanshu TipreNo ratings yet
- Operations Management: Layout StrategyDocument16 pagesOperations Management: Layout StrategyMarjon VillanuevaNo ratings yet
- Sterling Ruby - A Relief Lashed + A Still PoseDocument22 pagesSterling Ruby - A Relief Lashed + A Still PoseArtdataNo ratings yet
- Life Insurance Management System AbstractDocument2 pagesLife Insurance Management System AbstractSantosh GaikwadNo ratings yet
- Operations Management: Layout StrategyDocument29 pagesOperations Management: Layout StrategyMohd Nazri SalimNo ratings yet
- Layout Strategy PPT at BEC DOMSDocument71 pagesLayout Strategy PPT at BEC DOMSBabasab Patil (Karrisatte)No ratings yet
- FPD CompilationDocument13 pagesFPD CompilationJustin Grace CabaysaNo ratings yet
- Operations Management: Layout StrategyDocument29 pagesOperations Management: Layout StrategyAmitNo ratings yet
- Types of LayoutDocument8 pagesTypes of LayoutWidya YuliartiNo ratings yet
- Chapter 3. Facilities LayoutDocument18 pagesChapter 3. Facilities Layoutmunawer abdusamedNo ratings yet
- Layout and Line BalancingDocument72 pagesLayout and Line BalancingJolly JyotiNo ratings yet
- Facility LayoutDocument30 pagesFacility LayouttejathebaapNo ratings yet
- LayoutDocument35 pagesLayoutEkta DevkotaNo ratings yet
- Facility Layout Narrative ReportDocument21 pagesFacility Layout Narrative Reportshaina mae arnezNo ratings yet
- Gerson FileDocument7 pagesGerson FileElie Losito FeliaNo ratings yet
- CHAPTER 6 - Layout StrategyDocument13 pagesCHAPTER 6 - Layout Strategysyahida mmaamonNo ratings yet
- Ch09 Layout StrategyDocument71 pagesCh09 Layout Strategygreatguy_07No ratings yet
- Assembly LineDocument40 pagesAssembly LineManik Kamboj100% (1)
- Process Facility LayoutDocument5 pagesProcess Facility LayoutAllan CalvoNo ratings yet
- Layout and Location StrategyDocument25 pagesLayout and Location StrategyPranesh SanthamoorthyNo ratings yet
- Facility DesignDocument39 pagesFacility DesignAparna SinghNo ratings yet
- KR Ch8EDocument31 pagesKR Ch8EPranav NakhateNo ratings yet
- Facility Layout IDocument54 pagesFacility Layout IsmartwebsNo ratings yet
- Chapter 4 Plant LayoutDocument11 pagesChapter 4 Plant LayoutpawanNo ratings yet
- Unit 3 Facility Layout PlanningDocument31 pagesUnit 3 Facility Layout Planningnagpal0384No ratings yet
- Plant LayoutDocument4 pagesPlant LayoutSaul VillarrealNo ratings yet
- Chapter 4Document12 pagesChapter 4Melindo JommarNo ratings yet
- 4 Facilities PlanningDocument45 pages4 Facilities PlanningSampson DziwornuNo ratings yet
- Chap 4 - Facility Layout: Manufacturing and ServicesDocument22 pagesChap 4 - Facility Layout: Manufacturing and Serviceskitson200No ratings yet
- Lec 37-39 40-42 15 Dec 29 Dec 2021Document92 pagesLec 37-39 40-42 15 Dec 29 Dec 2021Abdul AhadNo ratings yet
- Kombolcha Institute of Technology Department of Industrial EngineeringDocument41 pagesKombolcha Institute of Technology Department of Industrial EngineeringFakihat MohammedNo ratings yet
- Operations Management: Topic 3 - Plant LayoutDocument79 pagesOperations Management: Topic 3 - Plant Layoutfaz143No ratings yet
- Plant LayoutDocument13 pagesPlant LayoutLukka KarthikNo ratings yet
- Facility Location & LayoutDocument22 pagesFacility Location & LayoutRahulNo ratings yet
- Session 4 Summary: Layout Strategies and Facility DesignDocument11 pagesSession 4 Summary: Layout Strategies and Facility Designpaul le cozNo ratings yet
- Factors Determining Layout and Design Computer Science Essay 57771Document9 pagesFactors Determining Layout and Design Computer Science Essay 57771Suriya PrakashNo ratings yet
- LayoutDocument12 pagesLayoutJulrick Cubio EgbusNo ratings yet
- Systematic Layout PlanningDocument7 pagesSystematic Layout PlanningsthalNo ratings yet
- Facility Layout - Lecture NotesDocument42 pagesFacility Layout - Lecture NotesSame SamNo ratings yet
- Product & Process LayoutDocument37 pagesProduct & Process Layoutmeghp8074No ratings yet
- Layout Strategies: de Ocampo, Jenalyn Pineda, Daniela Corpuz, Lindsay Cabrera, PatriciaDocument33 pagesLayout Strategies: de Ocampo, Jenalyn Pineda, Daniela Corpuz, Lindsay Cabrera, Patriciamelvin cunananNo ratings yet
- (Production and Operations Management) Chapter 4 SummaryDocument7 pages(Production and Operations Management) Chapter 4 Summarytrang.ngo71No ratings yet
- 0004.0 - OM SESSION 4 (Chapter 7 - Layout & Flow)Document32 pages0004.0 - OM SESSION 4 (Chapter 7 - Layout & Flow)Tâm NhưNo ratings yet
- Plant Layout (Ch-3)Document57 pagesPlant Layout (Ch-3)ajit88akNo ratings yet
- Project of Facility LayoutDocument12 pagesProject of Facility LayoutMOHD.ARISH100% (1)
- Flow, Space, and Activity Relationship: Facilities Planning Third Year ProductionDocument38 pagesFlow, Space, and Activity Relationship: Facilities Planning Third Year ProductionSherif Ibrahim0% (1)
- LayoutDocument122 pagesLayoutWassen Hejjawi0% (1)
- Chapter 9Document81 pagesChapter 9becNo ratings yet
- Purposes and Principles of Layout: IOME AssignmentDocument23 pagesPurposes and Principles of Layout: IOME Assignmentshubhamjain233No ratings yet
- Layout - Definition: - Layout: The Physical Arrangement ofDocument32 pagesLayout - Definition: - Layout: The Physical Arrangement ofRichar Contreras BejarNo ratings yet
- Layout DecisionsDocument3 pagesLayout DecisionsAyan VicoNo ratings yet
- Facility LayoutDocument30 pagesFacility LayoutamitNo ratings yet
- Nicole T. Aretaño 2BSA4 Assign#7 OPEMAN-18 Assignment#7 QuestionsDocument2 pagesNicole T. Aretaño 2BSA4 Assign#7 OPEMAN-18 Assignment#7 Questionsnicolearetano417No ratings yet
- Unit III - Prod. Mgt.Document60 pagesUnit III - Prod. Mgt.coxshulerNo ratings yet
- 4 Process Layout-Ch 6 (Stevenson)Document51 pages4 Process Layout-Ch 6 (Stevenson)tahmid quayumNo ratings yet
- Layout StrategyDocument78 pagesLayout StrategyUsman ShahidNo ratings yet
- Facility LayoutDocument25 pagesFacility LayoutAtibAhmedNo ratings yet
- 5S: A Practical Guide to Visualizing and Organizing Workplaces to Improve ProductivityFrom Everand5S: A Practical Guide to Visualizing and Organizing Workplaces to Improve ProductivityRating: 5 out of 5 stars5/5 (3)
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- post-GST Invoice (1017)Document5 pagespost-GST Invoice (1017)BasavarajBusnurNo ratings yet
- Adi ShankaraDocument2 pagesAdi ShankaraBasavarajBusnurNo ratings yet
- 2 BEdnotification2021 22 FinalDocument30 pages2 BEdnotification2021 22 FinalBasavarajBusnurNo ratings yet
- N. West Mengement Book, ExtraDocument1 pageN. West Mengement Book, ExtraBasavarajBusnurNo ratings yet
- 05631320230502212057Document13 pages05631320230502212057BasavarajBusnurNo ratings yet
- A B C D e F G H I J K L M N o P Q R S T U V W X y ZDocument4 pagesA B C D e F G H I J K L M N o P Q R S T U V W X y ZBasavarajBusnurNo ratings yet
- 123Document1 page123BasavarajBusnurNo ratings yet
- NQCPK5479N: Anil KumarDocument2 pagesNQCPK5479N: Anil KumarBasavarajBusnurNo ratings yet
- A Hero Is Anyone Who Can Show Courage When Faced With A ProblemDocument5 pagesA Hero Is Anyone Who Can Show Courage When Faced With A ProblemBasavarajBusnurNo ratings yet
- CUNPJ7813B: JayadevappaDocument2 pagesCUNPJ7813B: JayadevappaBasavarajBusnurNo ratings yet
- Àjãpáë Péãazàæ: Psi (Civil) 545 - Appl No Post CFÐ Àaséå Psi (Civil) 402 - Appl NoDocument2 pagesÀjãpáë Péãazàæ: Psi (Civil) 545 - Appl No Post CFÐ Àaséå Psi (Civil) 402 - Appl NoBasavarajBusnurNo ratings yet
- English Project TitlesDocument4 pagesEnglish Project TitlesBasavarajBusnurNo ratings yet
- Àjãpáë Péãazàæ: Psi (Civil) 545 - Appl No Post CFÐ ÀaséåDocument2 pagesÀjãpáë Péãazàæ: Psi (Civil) 545 - Appl No Post CFÐ ÀaséåBasavarajBusnurNo ratings yet
- Application For Karnataka Teacher Eligibility Test KartetDocument1 pageApplication For Karnataka Teacher Eligibility Test KartetBasavarajBusnurNo ratings yet
- Application For Karnataka Teacher Eligibility Test KartetDocument1 pageApplication For Karnataka Teacher Eligibility Test KartetBasavarajBusnurNo ratings yet
- 6th Kannada Science PDFDocument248 pages6th Kannada Science PDFBasavarajBusnurNo ratings yet
- Application For Karnataka Teacher Eligibility Test KartetDocument1 pageApplication For Karnataka Teacher Eligibility Test KartetBasavarajBusnurNo ratings yet
- Application For Karnataka Teacher Eligibility Test KartetDocument1 pageApplication For Karnataka Teacher Eligibility Test KartetBasavarajBusnurNo ratings yet
- Medicinal and Nutritional Characteristics of Fruits in Human HealthDocument8 pagesMedicinal and Nutritional Characteristics of Fruits in Human HealthBasavarajBusnurNo ratings yet
- Karnataka Forest Department PDFDocument2 pagesKarnataka Forest Department PDFBasavarajBusnur100% (1)
- INCON13 GEN 041childlabourDocument13 pagesINCON13 GEN 041childlabourBasavarajBusnurNo ratings yet
- ChallanPostOffice 26may2020 3951846 PDFDocument1 pageChallanPostOffice 26may2020 3951846 PDFBasavarajBusnurNo ratings yet
- ChallanPostOffice 27may2020 9704825Document1 pageChallanPostOffice 27may2020 9704825BasavarajBusnurNo ratings yet
- 7th English Maths 2 PDFDocument156 pages7th English Maths 2 PDFBasavarajBusnurNo ratings yet
- FDD 2015 IYPT Reference KitDocument58 pagesFDD 2015 IYPT Reference KitwilsoneiwNo ratings yet
- 12th Reading Worksheet Unit 0Document1 page12th Reading Worksheet Unit 0Roughie L. PalmaNo ratings yet
- BMP3002 BP - As1 Brief - Sept 2022 CohortDocument4 pagesBMP3002 BP - As1 Brief - Sept 2022 Cohortmilka traykovNo ratings yet
- Design Analysis of Light StructuresDocument17 pagesDesign Analysis of Light StructuresgligamsnNo ratings yet
- Coupling and Constraint EquationsDocument19 pagesCoupling and Constraint EquationstripathijohnNo ratings yet
- Robotics Autonomous Systems: ElsevierDocument11 pagesRobotics Autonomous Systems: ElsevierKuldeep SaxenaNo ratings yet
- SPE 77351 Wet Gas Metering: Trends in Applications and Technical DevelopmentsDocument14 pagesSPE 77351 Wet Gas Metering: Trends in Applications and Technical DevelopmentsFernando OlaveoNo ratings yet
- Order Scheduler For JabilDocument11 pagesOrder Scheduler For JabilMagesh MagiNo ratings yet
- Chief Examiners Report 2011Document107 pagesChief Examiners Report 2011McLean GeorgeNo ratings yet
- 1 Nature of Inquiry and ResearchDocument7 pages1 Nature of Inquiry and ResearchInna Sanvictores67% (3)
- Find Internet Explorer's Temporary Internet FilesDocument2 pagesFind Internet Explorer's Temporary Internet FilesPappu KhanNo ratings yet
- OpenSAP Ui51 Week0 All SlidesDocument42 pagesOpenSAP Ui51 Week0 All Slideschoikyow5061No ratings yet
- Tai Lieu Tham KhaoDocument3 pagesTai Lieu Tham KhaoGiangNo ratings yet
- Suicide in Children and Adolescents Cambridge Child and Adolescent PsychiatryDocument333 pagesSuicide in Children and Adolescents Cambridge Child and Adolescent PsychiatryFlorin Tudose100% (1)
- FDS Lab Manual PrintDocument74 pagesFDS Lab Manual PrintMuntaz MuntazNo ratings yet
- Final MCEN2043 SampleDocument10 pagesFinal MCEN2043 SampleAutumn ZemlickaNo ratings yet
- Mikrotik Security: The Forgotten Things: Michael TakeuchiDocument40 pagesMikrotik Security: The Forgotten Things: Michael TakeuchiBoesten VandikaNo ratings yet
- European Computer Driving Licence (ECDL) and International Computer Driving Licence (ICDL) European Question and Test Base (EQTB)Document36 pagesEuropean Computer Driving Licence (ECDL) and International Computer Driving Licence (ICDL) European Question and Test Base (EQTB)liakonstNo ratings yet
- Title of Project: Graphics EditorDocument34 pagesTitle of Project: Graphics EditorSanjay Ab100% (1)
- Analysis of Statically Determinate TrussesDocument13 pagesAnalysis of Statically Determinate Trussessyahirhadziq94No ratings yet
- Francis Turbine and Generator Machine Fo PDFDocument6 pagesFrancis Turbine and Generator Machine Fo PDFAdarsh Kumar ManwalNo ratings yet
- Allen 2008Document16 pagesAllen 2008demilichNo ratings yet
- Exper5 Digital Adders-SubtractorsDocument5 pagesExper5 Digital Adders-SubtractorsPECMURUGANNo ratings yet
- Coep 1 PDFDocument4 pagesCoep 1 PDFRavindra JagadaleNo ratings yet
- ERP - Domain ExpertiseDocument3 pagesERP - Domain Expertisesandeep b tNo ratings yet
- Software Test Plan For Automated Ticket Issuing System For Dhaka Subway SystemsDocument16 pagesSoftware Test Plan For Automated Ticket Issuing System For Dhaka Subway SystemsMazharul Haque100% (3)