Download as ppt, pdf, or txt
You might also like
- ASTM D638 10 - Standard Test Method For Tensile Properties of PlasticsDocument16 pagesASTM D638 10 - Standard Test Method For Tensile Properties of PlasticsAndre SpirimNo ratings yet
- Case HardeningDocument84 pagesCase HardeningMduduzi Magiva Mahlangu100% (1)
- Case HardeningDocument17 pagesCase Hardeningmahi_mNo ratings yet
- Case HardeningDocument38 pagesCase HardeningsatyaNo ratings yet
- Carburization of SteelDocument9 pagesCarburization of SteelRtr Ahmed Abidemi CertifiedNo ratings yet
- Surface Hardening of SteelDocument50 pagesSurface Hardening of SteelTeptep GonzalesNo ratings yet
- Case HardeningDocument5 pagesCase Hardening299142rohitktNo ratings yet
- Heattreatment2 170109140229Document48 pagesHeattreatment2 170109140229naseema shaikNo ratings yet
- Heat Treatment LectureDocument58 pagesHeat Treatment LectureKeith Tanaka Magaka100% (1)
- Deepesh Heat TreatmentDocument26 pagesDeepesh Heat TreatmentVaidNo ratings yet
- 17SE02CH003 Hardening, CarburizingDocument14 pages17SE02CH003 Hardening, CarburizingJigesh MehtaNo ratings yet
- Report Heat Treatment Eng Lab 3Document7 pagesReport Heat Treatment Eng Lab 3khalifawhan43% (7)
- معادنDocument6 pagesمعادنhalkbysy801No ratings yet
- Case Hardening MethodsDocument9 pagesCase Hardening MethodsRap itttt100% (2)
- Tratamente Termice F4Document6 pagesTratamente Termice F4andreeaoana45No ratings yet
- Notes On Materials Science and Engineering: Unit: IiiDocument10 pagesNotes On Materials Science and Engineering: Unit: IiiAnandVasuNo ratings yet
- Document 7Document6 pagesDocument 7Roy mugendi100% (1)
- Case HardeningDocument34 pagesCase HardeningSachinNo ratings yet
- Lecture 11Document16 pagesLecture 11abuobidashihabNo ratings yet
- Case HardeningDocument18 pagesCase HardeningPaksham MahajanNo ratings yet
- Surface TreatmentDocument35 pagesSurface TreatmentAnshul VermaNo ratings yet
- Gas Löschung.20140429.061546Document2 pagesGas Löschung.20140429.061546rule99gardenNo ratings yet
- Heat TreatmentDocument4 pagesHeat TreatmentAshish BoraNo ratings yet
- Heat TreatmentDocument31 pagesHeat TreatmentJackNo ratings yet
- Heat Treatment: Unit - IiDocument94 pagesHeat Treatment: Unit - Iisenthilkumar tsNo ratings yet
- Heat TreatmentDocument26 pagesHeat TreatmentMirza Shaizad BegNo ratings yet
- Heat TreatmentsDocument18 pagesHeat Treatmentschumalaka100% (1)
- Heat Treatment Part 2Document46 pagesHeat Treatment Part 2Naman DaveNo ratings yet
- Case HardeningDocument6 pagesCase Hardeningabhi16100% (1)
- Kjklnhjhytguythjbhgvbhvjhbhkugg Silla Ki Heat TreatmentDocument31 pagesKjklnhjhytguythjbhgvbhvjhbhkugg Silla Ki Heat TreatmentJackNo ratings yet
- MMS Unit 3 Hardening of SteelsDocument17 pagesMMS Unit 3 Hardening of SteelsPraveen KolukulaNo ratings yet
- Chapter 4 Heat Treatment of SteelDocument29 pagesChapter 4 Heat Treatment of SteelDa Champ Cena100% (2)
- Heat Treatment, Case HardeningDocument15 pagesHeat Treatment, Case HardeningM Insan KamilNo ratings yet
- Gear Heat TreatmentDocument40 pagesGear Heat TreatmentvishnuNo ratings yet
- Gvbhvjhbhkuggsilla Ki Heat TreatmentDocument31 pagesGvbhvjhbhkuggsilla Ki Heat TreatmentJackNo ratings yet
- Hjbjjnkjkjklnhjhytguythjbhgvbhvjh Bhkuggsilla Ki Heat TreatmentDocument31 pagesHjbjjnkjkjklnhjhytguythjbhgvbhvjh Bhkuggsilla Ki Heat TreatmentJackNo ratings yet
- Lecture-6: Heat Treatment of Metals and Alloys - Importance Heat Treatment Processes NormalisingDocument47 pagesLecture-6: Heat Treatment of Metals and Alloys - Importance Heat Treatment Processes NormalisingSarojKumarSinghNo ratings yet
- Jnkjkjklnhjhytguythjbhgvbhvjhbhk Uggsilla Ki Heat TreatmentDocument31 pagesJnkjkjklnhjhytguythjbhgvbhvjhbhk Uggsilla Ki Heat TreatmentJackNo ratings yet
- Worksheet7_20MT30019Document11 pagesWorksheet7_20MT30019productNo ratings yet
- 4Document31 pages4JackNo ratings yet
- MMEN 120 - Surface HardeningDocument19 pagesMMEN 120 - Surface HardeningnattydreadfathelahNo ratings yet
- Hjhytguythjbhgvbhvjhbhkuggsilla Ki Heat TreatmentDocument31 pagesHjhytguythjbhgvbhvjhbhkuggsilla Ki Heat TreatmentJackNo ratings yet
- Jhbhkuggsilla Ki Heat TreatmentDocument31 pagesJhbhkuggsilla Ki Heat TreatmentJackNo ratings yet
- Uggsilla Ki Heat TreatmentDocument31 pagesUggsilla Ki Heat TreatmentJackNo ratings yet
- Uhergihnheat TreatmentDocument31 pagesUhergihnheat TreatmentJackNo ratings yet
- Case Hardening Heat TreatmentDocument15 pagesCase Hardening Heat Treatmentmohit1990dodwalNo ratings yet
- CarburisingDocument4 pagesCarburisingSelva KumarNo ratings yet
- 54tuhergihnheat TreatmentDocument31 pages54tuhergihnheat TreatmentJackNo ratings yet
- EMM2312 - Surface HardeningDocument19 pagesEMM2312 - Surface Hardeningjohnnjoro100No ratings yet
- Surface Hardening of Steel: 1. Case Hardening 2. Nitriding 3. Flam Hardening 4. Induction HardeningDocument10 pagesSurface Hardening of Steel: 1. Case Hardening 2. Nitriding 3. Flam Hardening 4. Induction HardeningiurtfkuhygfjkhgjkhgjNo ratings yet
- Heat Treatment of Metals Module 4Document88 pagesHeat Treatment of Metals Module 4Palliyil UjwalNo ratings yet
- Heat Treatment of Metals-SmrDocument39 pagesHeat Treatment of Metals-SmrsultanrandhawaNo ratings yet
- 6-Surface Hardening PDFDocument11 pages6-Surface Hardening PDFSohanur RahmanNo ratings yet
- Heat Treatments: PERFECT - HK - Creativity in FasteningDocument2 pagesHeat Treatments: PERFECT - HK - Creativity in Fasteningdivya2prabakarNo ratings yet
- Heat Treatment of Steels - II: By: Nishant S. Khatod Assistant Professor STC, LaturDocument35 pagesHeat Treatment of Steels - II: By: Nishant S. Khatod Assistant Professor STC, LaturMr. T. Anjaneyulu Mr. T. AnjaneyuluNo ratings yet
- Chemical Engineering Material Iron-Carbon-DiagramsDocument12 pagesChemical Engineering Material Iron-Carbon-Diagramsaditya_lomteNo ratings yet
- Heat Treatment of SteelsDocument6 pagesHeat Treatment of SteelsSrinivas LaishettyNo ratings yet
- Carbon It RidingDocument12 pagesCarbon It Ridingpuneetchawla9No ratings yet
- Two MarksDocument18 pagesTwo MarksKathirvel KNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- MGS Asynchrongetriebemotoren442357 02en Es It PDFDocument285 pagesMGS Asynchrongetriebemotoren442357 02en Es It PDFAngelicaNo ratings yet
- Linha AquecidaDocument36 pagesLinha AquecidaarlindomatosNo ratings yet
- Basic of FBC BoilerDocument25 pagesBasic of FBC BoilerJayam KondanNo ratings yet
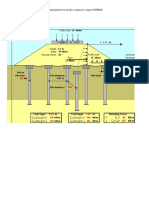
- Belastingschema Augeo Systeem Volgens Bs8006: Traffic Load 14 KN/MDocument6 pagesBelastingschema Augeo Systeem Volgens Bs8006: Traffic Load 14 KN/MDuy Hưng TrầnNo ratings yet
- Introduction To General Relativity Solutions 56-60 PDFDocument5 pagesIntroduction To General Relativity Solutions 56-60 PDFdaveNo ratings yet
- Ac Generator Phy ProjectDocument11 pagesAc Generator Phy ProjectRvSearching 07No ratings yet
- Experiment No. 3: University of The East - Caloocan College of Engineering Civil Engineering DepartmentDocument6 pagesExperiment No. 3: University of The East - Caloocan College of Engineering Civil Engineering DepartmentJHONRUSSEL ANTONIONo ratings yet
- Exp 3 Plate Heat ExchangerDocument6 pagesExp 3 Plate Heat ExchangerMeema FaatimahbagNo ratings yet
- Chemical BondingDocument13 pagesChemical BondingSenpai JenjenNo ratings yet
- Exp1 Divergence of LaserDocument8 pagesExp1 Divergence of Laserفرقان كاظمNo ratings yet
- PC 2009 Powder Coating GlossaryDocument2 pagesPC 2009 Powder Coating GlossaryTamoor TariqNo ratings yet
- 072 - ME8593, ME6503 Design of Machine Elements DEM - NotesDocument190 pages072 - ME8593, ME6503 Design of Machine Elements DEM - NotesR Raj Singh SinghNo ratings yet
- Tugas RutinDocument6 pagesTugas RutinYogi SihiteNo ratings yet
- SIF3011 Tutorial2Document2 pagesSIF3011 Tutorial2Izzah RosliNo ratings yet
- Flyash Kinetics Revised v1Document43 pagesFlyash Kinetics Revised v1jarol22No ratings yet
- Set - 3Document8 pagesSet - 3Game LoveNo ratings yet
- DUPLEX 1400 - 15100 Basic-N EN - 2018 - 03Document8 pagesDUPLEX 1400 - 15100 Basic-N EN - 2018 - 03Constantin CilibiuNo ratings yet
- Young EinsteinDocument9 pagesYoung EinsteinSomu ShivaNo ratings yet
- Questions & Answers - Ultrasonic Instrument Characterizations Level 2Document6 pagesQuestions & Answers - Ultrasonic Instrument Characterizations Level 2Sathishkumar Srinivasan100% (2)
- Aluminum 6061Document3 pagesAluminum 6061Ali FahemNo ratings yet
- Analysis of The Most Common Failures of Gears in Universal Gear ReducersDocument8 pagesAnalysis of The Most Common Failures of Gears in Universal Gear ReducersVictorNo ratings yet
- Anbazhagan, P. Et Al. (2012) Review of Correlations Between SPT N and Shear Modulus (SDEE)Document18 pagesAnbazhagan, P. Et Al. (2012) Review of Correlations Between SPT N and Shear Modulus (SDEE)moomeejeeNo ratings yet
- Newtons Laws of Motion 1Document25 pagesNewtons Laws of Motion 1tracycamilla01No ratings yet
- Solid Mechanics Plane Stress and Plane StrainsDocument8 pagesSolid Mechanics Plane Stress and Plane StrainskingstonNo ratings yet
- Gen Chem2Document53 pagesGen Chem2Reishi Angela Pantua AsinNo ratings yet
- Stainless Steel 2000Document26 pagesStainless Steel 2000Purushothama Nanje GowdaNo ratings yet
- ThermoFlex Service ManualDocument90 pagesThermoFlex Service ManualDavide RadaelliNo ratings yet
- Gear DesignDocument67 pagesGear DesignrobineNo ratings yet
- Ventilation Air For Indoor Pools: Technical Bulletin 5Document4 pagesVentilation Air For Indoor Pools: Technical Bulletin 5samirNo ratings yet