Download as ppt, pdf, or txt
You might also like
- Hand ToolsDocument4 pagesHand Toolsayessa evangelistaNo ratings yet
- Heat TreatmentsDocument35 pagesHeat TreatmentssaurabhNo ratings yet
- Introduction To Heat TreatmentDocument10 pagesIntroduction To Heat TreatmentAzhar AliNo ratings yet
- Heat TreatmentDocument9 pagesHeat TreatmentsvsddsdsNo ratings yet
- Heat Treatment GC - 08Document54 pagesHeat Treatment GC - 08kr_abhijeet72356587No ratings yet
- Annealing, Normalizing, Quenching, Martensitic TransformationDocument22 pagesAnnealing, Normalizing, Quenching, Martensitic TransformationAboo BackerNo ratings yet
- Heat Treatment (CHAPTER 3)Document48 pagesHeat Treatment (CHAPTER 3)Muhammad AbdullahNo ratings yet
- Unit 2 Heat TreatmentDocument59 pagesUnit 2 Heat TreatmentAmutha PSGRKCWNo ratings yet
- Full Annealing Full Annealing Is The Process of Slowly Raising The Temperature About 50Document10 pagesFull Annealing Full Annealing Is The Process of Slowly Raising The Temperature About 50scorpionarnoldNo ratings yet
- Heat Treatment: Unit - IiDocument94 pagesHeat Treatment: Unit - Iisenthilkumar tsNo ratings yet
- Heat Treatment of Metals-SmrDocument39 pagesHeat Treatment of Metals-SmrsultanrandhawaNo ratings yet
- Report Heat Treatment Eng Lab 3Document7 pagesReport Heat Treatment Eng Lab 3khalifawhan43% (7)
- Bab 6 Heat Treatment of SteelsDocument23 pagesBab 6 Heat Treatment of SteelsReynard LisanNo ratings yet
- Heat TreatmentDocument64 pagesHeat Treatmentnaseema shaikNo ratings yet
- Annealing, Normalizing, Quenching, Martensitic TransformationDocument22 pagesAnnealing, Normalizing, Quenching, Martensitic TransformationAboo Backer100% (1)
- Annealing, Normalizing, Quenching, Martensitic TransformationDocument22 pagesAnnealing, Normalizing, Quenching, Martensitic Transformationmukesh_ganganiNo ratings yet
- Annealing Normalizing QuenchingDocument22 pagesAnnealing Normalizing QuenchingManish GuptaNo ratings yet
- Notes On Materials Science and Engineering: Unit: IiiDocument10 pagesNotes On Materials Science and Engineering: Unit: IiiAnandVasuNo ratings yet
- 3 HardeningDocument14 pages3 HardeningyuvarajchiNo ratings yet
- Anealing TypesDocument29 pagesAnealing TypesPratheep AddrinNo ratings yet
- Heat Treatment of SteelDocument59 pagesHeat Treatment of SteelNaman ShethNo ratings yet
- Heat TreatmentDocument40 pagesHeat TreatmentFavour LawrenceNo ratings yet
- Martempering and AustemperingDocument6 pagesMartempering and AustemperingRecep Vatansever100% (2)
- Heat Treatment of SteelDocument35 pagesHeat Treatment of Steelakhilsyam21No ratings yet
- Heat Treatments - Softening - Annealing2Document3 pagesHeat Treatments - Softening - Annealing2JiteshPbhujbalNo ratings yet
- Lab PHY 2Document16 pagesLab PHY 2Shivraj ChouguleNo ratings yet
- Chapter 4 Heat Treatment of SteelDocument29 pagesChapter 4 Heat Treatment of SteelDa Champ Cena100% (2)
- Heat Treatment of MetalsDocument44 pagesHeat Treatment of Metalsikram7550100% (2)
- Heat Treatment of Steel PDFDocument8 pagesHeat Treatment of Steel PDFkaviatchennai100% (2)
- Heat Treatment LectureDocument58 pagesHeat Treatment LectureKeith Tanaka Magaka100% (1)
- Lecture 12 - Hardening MethodsDocument53 pagesLecture 12 - Hardening MethodssimNo ratings yet
- Heat TreatmentDocument59 pagesHeat TreatmentINSTECH Consulting100% (1)
- HeattreatmentDocument29 pagesHeattreatmentUJJWAL PRAKASHNo ratings yet
- Heat Treatment ProcessesDocument7 pagesHeat Treatment ProcessesArjun H NambiarNo ratings yet
- Engg Metallurgy Lecture 5Document54 pagesEngg Metallurgy Lecture 5Patil Sudheer GowdNo ratings yet
- Heat Treatment of SteelsDocument29 pagesHeat Treatment of SteelsGraham KundaiNo ratings yet
- TEMPERINGDocument9 pagesTEMPERINGNordiana IdrisNo ratings yet
- Capili Jefferson 12Document9 pagesCapili Jefferson 12Christian Al EncarnacionNo ratings yet
- Heat Treatment of SteelsDocument6 pagesHeat Treatment of SteelsSrinivas LaishettyNo ratings yet
- Dual PhaseDocument3 pagesDual Phaseahmed ezwaiNo ratings yet
- Heat TreatmentDocument29 pagesHeat TreatmentGUNTA LOHITHNo ratings yet
- Material Science and Engineering Heat TRDocument18 pagesMaterial Science and Engineering Heat TRSamit NagNo ratings yet
- Heat TreatmentDocument34 pagesHeat Treatmentrahul72No ratings yet
- 4 - Heat TreatmentDocument29 pages4 - Heat TreatmentNomor SatuNo ratings yet
- Heat Treatment ProcessDocument46 pagesHeat Treatment ProcessMallappa KomarNo ratings yet
- Heat Treatment of Metals Module 4Document88 pagesHeat Treatment of Metals Module 4Palliyil UjwalNo ratings yet
- Heat Treatments of SteelsDocument7 pagesHeat Treatments of SteelsBianca MihalacheNo ratings yet
- Theory of Heat TreatmentDocument8 pagesTheory of Heat Treatmentayie740% (1)
- Heat Treatment ProcessesDocument7 pagesHeat Treatment Processessonu100% (1)
- Heat Treatment of Steels (Power Point Presentation)Document14 pagesHeat Treatment of Steels (Power Point Presentation)Armando Lopez Bond75% (4)
- HEAT TREATMENT of SteelDocument33 pagesHEAT TREATMENT of Steelparamaguru vNo ratings yet
- Note CHP 3 Material Science 281 Uitm Em110Document40 pagesNote CHP 3 Material Science 281 Uitm Em110bino_ryeNo ratings yet
- Presentation On Heat TreatmentDocument38 pagesPresentation On Heat Treatmentamit gajbhiyeNo ratings yet
- 3 Eng Stainless Steel Tube AnnealingDocument16 pages3 Eng Stainless Steel Tube AnnealingVictor HugoNo ratings yet
- Iron - Carbon Phase DiagramDocument33 pagesIron - Carbon Phase Diagramvishnu anand100% (2)
- Lecturenote - 1043678988chapter 3 Heat Treatment PDFDocument15 pagesLecturenote - 1043678988chapter 3 Heat Treatment PDFVarun SinghNo ratings yet
- Heat Treatment ProcessesDocument61 pagesHeat Treatment ProcessesMadhubalan100% (1)
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- How To Paint A CarDocument13 pagesHow To Paint A CarJohn Doeling100% (4)
- Nyloprint Techn Data enDocument2 pagesNyloprint Techn Data enpatavioNo ratings yet
- 4239-Vw-Sg-00000001-Is01 Project Painting and Lining General SpecificationDocument22 pages4239-Vw-Sg-00000001-Is01 Project Painting and Lining General SpecificationsimiNo ratings yet
- Intrepid FBV15285 - Coil Damage ReportDocument10 pagesIntrepid FBV15285 - Coil Damage ReportVIKTORNo ratings yet
- Mil STD 2219aDocument43 pagesMil STD 2219asimasima1No ratings yet
- Gaspro™ Tem-3700: Ultra-High Purity Nickel 316L In-Line FilterDocument2 pagesGaspro™ Tem-3700: Ultra-High Purity Nickel 316L In-Line FilternajiruddinshaikNo ratings yet
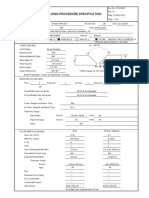
- Welding Procedure Specification: JOINTS (QW-402)Document3 pagesWelding Procedure Specification: JOINTS (QW-402)Nitin KurupNo ratings yet
- CARPENTRYDocument2 pagesCARPENTRYGraceNo ratings yet
- Wooden Pallet - AllDocument21 pagesWooden Pallet - Allชาญณรงค์ ชาแท่นNo ratings yet
- 77 Cast Iron Electrode InstructionsDocument2 pages77 Cast Iron Electrode Instructionsjoaquin r.No ratings yet
- Data SheetDocument2 pagesData SheetArielNo ratings yet
- Sprinkler MethodDocument6 pagesSprinkler Methodakram husseinNo ratings yet
- Welding Procedure Specification: WPS For Low Yeild Streght Carbon Steel Without PWHT (SMAW)Document1 pageWelding Procedure Specification: WPS For Low Yeild Streght Carbon Steel Without PWHT (SMAW)Lipika GayenNo ratings yet
- PresentationDocument17 pagesPresentationvinothksNo ratings yet
- Maintaince 2019Document62 pagesMaintaince 2019soporteNo ratings yet
- Dokumen - Tips - Internship Reportjyoti CNC Automation PVT LTDDocument30 pagesDokumen - Tips - Internship Reportjyoti CNC Automation PVT LTDKishan NarigaraNo ratings yet
- CHAPTER 4 (Thread)Document12 pagesCHAPTER 4 (Thread)hudarusliNo ratings yet
- Fumos Gases SoldaDocument28 pagesFumos Gases SoldaSavio MarquesNo ratings yet
- Installation Clean Agent SystemsDocument14 pagesInstallation Clean Agent Systems721917114 47No ratings yet
- Chemical Kinetics - CBSE Sol File Ex-1Document5 pagesChemical Kinetics - CBSE Sol File Ex-1PriyanshiNo ratings yet
- DMTX CMTX 2019 BrochureDocument6 pagesDMTX CMTX 2019 Brochureசரவணகுமார் மாரியப்பன்No ratings yet
- Saudiaramcostandards 140726082837 Phpapp01Document12 pagesSaudiaramcostandards 140726082837 Phpapp01RakeshNo ratings yet
- C007a 0Document15 pagesC007a 0Kasia MazurNo ratings yet
- Strut System Catalog 2018Document308 pagesStrut System Catalog 2018Muhammad irfan javaidNo ratings yet
- Base and Hanger Spring Data SheetsDocument4 pagesBase and Hanger Spring Data SheetsxkokarcaxNo ratings yet
- 12 WeldingDocument14 pages12 WeldingCarl CrawfordNo ratings yet
- Heat Treatment GlossaryDocument7 pagesHeat Treatment GlossaryhsemargNo ratings yet
- Astm A194Document3 pagesAstm A194kingstonNo ratings yet
- Introduction To WeldingDocument192 pagesIntroduction To WeldingPDL IdeasNo ratings yet