Download as pptx, pdf, or txt
You might also like
- Organic Nitrogen Compounds Tutorial SolutionsDocument8 pagesOrganic Nitrogen Compounds Tutorial SolutionsDomNo ratings yet
- GSA Notes On 2D ElementDocument17 pagesGSA Notes On 2D ElementTim ChongNo ratings yet
- ASTM Vol.4.10Document3 pagesASTM Vol.4.10Prastika Wahid SantosoNo ratings yet
- Slide 2 Ceramic Fabrication-NextDocument31 pagesSlide 2 Ceramic Fabrication-NextafriyantiNo ratings yet
- Slide 3 Ceramic Fabrication NextDocument34 pagesSlide 3 Ceramic Fabrication NextM Daniyal Yas'adNo ratings yet
- 3 Ceramic Fabrication NextDocument34 pages3 Ceramic Fabrication NextFaisal Azis RamadhanNo ratings yet
- Ceramic FabricationDocument38 pagesCeramic FabricationAlexander DavidNo ratings yet
- Metal CeramicsDocument62 pagesMetal CeramicsSai Kumar67% (3)
- Glass & Ceramics FormingDocument36 pagesGlass & Ceramics FormingSief MohyNo ratings yet
- Ebt 222 Ceramic Wet Forming MethodDocument43 pagesEbt 222 Ceramic Wet Forming MethodafiqahNo ratings yet
- 2b-CASTING PROCESSESDocument42 pages2b-CASTING PROCESSESIzzat IkramNo ratings yet
- Advannced Manufacturing Process. Module 1Document61 pagesAdvannced Manufacturing Process. Module 1Thomas TharakanNo ratings yet
- AMP Unit 4Document30 pagesAMP Unit 4Ajai BaskarNo ratings yet
- Powder CEP SlidesDocument14 pagesPowder CEP SlidesAhmad JanNo ratings yet
- Plastic MouldingDocument22 pagesPlastic Moulding4064 Harshitha RampellyNo ratings yet
- Processing of Ceramics and Glasses: IPE 201: Manufacturing Processes I Prof. Dr. A.K.M. Nurul Amin IPE Department, MISTDocument72 pagesProcessing of Ceramics and Glasses: IPE 201: Manufacturing Processes I Prof. Dr. A.K.M. Nurul Amin IPE Department, MISTsafin kaosarNo ratings yet
- Cast 2Document77 pagesCast 2yash guptaNo ratings yet
- Ceramics: Presentation By: Sam-Bandawe Wesley A. Juma Mcdonald KDocument23 pagesCeramics: Presentation By: Sam-Bandawe Wesley A. Juma Mcdonald Kmcdonald jumaNo ratings yet
- Expendable Moulding ProcessDocument52 pagesExpendable Moulding ProcessSmart AkkiNo ratings yet
- CastingDocument9 pagesCastingprakush01975225403No ratings yet
- Lecture 16 - 21: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIDocument38 pagesLecture 16 - 21: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIUsamaNo ratings yet
- You CanDocument70 pagesYou Canananda narayananNo ratings yet
- Unit 4Document55 pagesUnit 4anath.overkillNo ratings yet
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document38 pagesMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNo ratings yet
- Material Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015Document123 pagesMaterial Selection: Process & Process Selections: Materials Selection and Design EBT 447 SEMESTER I, 2014/2015fatinzalilaNo ratings yet
- Week 4 - Casting - Part3Document32 pagesWeek 4 - Casting - Part3nergiz2203No ratings yet
- Casting ProcessesDocument42 pagesCasting ProcessesVijay PawarNo ratings yet
- GlasscementchargefabriDocument30 pagesGlasscementchargefabriMani KandanNo ratings yet
- Metal Casting 1Document44 pagesMetal Casting 1PIYUSH SHARMANo ratings yet
- Ceramic Materials Unit 5,6Document32 pagesCeramic Materials Unit 5,6Akhil BaaNo ratings yet
- Unit - I-Manu Tech-IDocument38 pagesUnit - I-Manu Tech-IMareeswaran Maruthamuthu MNo ratings yet
- Dr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egDocument46 pagesDr. Ahmed Khalifa Ahmed - Khalifa@mhiet - Edu.egØŠMÄÑ MØHÂMĒDNo ratings yet
- Casting - Lecture 3Document47 pagesCasting - Lecture 3e22mecu0009No ratings yet
- Hot Working: Muslim Mahardika, ST, M.Eng, PHDDocument34 pagesHot Working: Muslim Mahardika, ST, M.Eng, PHDYONGKI BATUBARANo ratings yet
- Powder MetallurgyDocument52 pagesPowder MetallurgybetruckoumaNo ratings yet
- Sample Presentation - Denture Base MaterialsDocument99 pagesSample Presentation - Denture Base MaterialsDrnisanth100% (1)
- Ceramic OcwDocument30 pagesCeramic OcwZain AhmedNo ratings yet
- 7 - Special Casting ProcessesDocument21 pages7 - Special Casting ProcessesSaniyahNo ratings yet
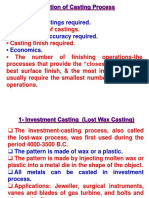
- Number of Castings Required. - Dimensional Accuracy Required. - EconomicsDocument16 pagesNumber of Castings Required. - Dimensional Accuracy Required. - EconomicsMustafa AbdullahNo ratings yet
- Casting ProcessesDocument40 pagesCasting ProcessesreynierNo ratings yet
- Lecture 7 - Common Manufacturing Processes IIDocument41 pagesLecture 7 - Common Manufacturing Processes IIKamal SurenNo ratings yet
- Lecture 6-Common Manufaturing Processes IDocument29 pagesLecture 6-Common Manufaturing Processes IKamal SurenNo ratings yet
- Thermoforming 1Document94 pagesThermoforming 1Average GuyNo ratings yet
- Chapter Four: Technology of Special Casting ProcessesDocument28 pagesChapter Four: Technology of Special Casting Processessearetekeste20102014No ratings yet
- Jauhemetallurgian Perusteet: Sintering - ISO DefinitionDocument16 pagesJauhemetallurgian Perusteet: Sintering - ISO DefinitionStevie Alfian RizkiNo ratings yet
- Lec 3 Casting and Solidification Change (Compatibility Mode)Document47 pagesLec 3 Casting and Solidification Change (Compatibility Mode)Muhammad UsmanNo ratings yet
- 6 - Bulk Deformation ProcessesDocument34 pages6 - Bulk Deformation ProcessesZack MalikNo ratings yet
- 6 - Bulk Deformation ProcessesDocument34 pages6 - Bulk Deformation ProcessesMaida NurhidayahNo ratings yet
- 9 19 01 2023Document21 pages9 19 01 2023keshavkoolwalNo ratings yet
- MME 295 Lec 5Document20 pagesMME 295 Lec 5Fahim Faisal RaunaqNo ratings yet
- Sintering of Ceramics: BY: Mohammad AliDocument34 pagesSintering of Ceramics: BY: Mohammad AliTyasYolanSafitri'BhsNo ratings yet
- Glass IndustryDocument68 pagesGlass IndustryTaha ZafarNo ratings yet
- Compression MouldingDocument14 pagesCompression MouldingGovind R NairNo ratings yet
- Compression MouldingDocument14 pagesCompression MouldingGovind R NairNo ratings yet
- Compression Molding: Nature of Materials and ProcessesDocument14 pagesCompression Molding: Nature of Materials and ProcessesGovind R NairNo ratings yet
- Conformado de Materiales CeramicosDocument48 pagesConformado de Materiales Ceramicos'Lau WeistNo ratings yet
- Powder Metallurgy: Ms C MawareDocument41 pagesPowder Metallurgy: Ms C Mawarechris mushunjeNo ratings yet
- MEC640 ASSIGNMENT2 Nurudin (2021823758)Document4 pagesMEC640 ASSIGNMENT2 Nurudin (2021823758)MUHAMMAD NURUDIN IMAN GHANINo ratings yet
- Chapter 7 Shaping and FormingDocument80 pagesChapter 7 Shaping and Formingcacao2cocoaNo ratings yet
- Processing of Traditional Ceramics Processing of New Ceramics Processing of CermetsDocument44 pagesProcessing of Traditional Ceramics Processing of New Ceramics Processing of CermetsAhmad Helmi AdnanNo ratings yet
- Casting TheoryDocument55 pagesCasting TheorygggNo ratings yet
- Sintering 5Document34 pagesSintering 5Farid MuliaNo ratings yet
- Laboratory Manual of Glass-BlowingFrom EverandLaboratory Manual of Glass-BlowingRating: 5 out of 5 stars5/5 (1)
- Influence Line: 2.1 Exercise N. 1Document9 pagesInfluence Line: 2.1 Exercise N. 1Eva100% (1)
- Modelling of Plain Cement Concrete PavementDocument8 pagesModelling of Plain Cement Concrete PavementIonutNo ratings yet
- MCQS On Power Electronics 1Document3 pagesMCQS On Power Electronics 1Ameen Ullah100% (1)
- June 2015 (IAL) QP - M1 EdexcelDocument14 pagesJune 2015 (IAL) QP - M1 EdexcelRishita SinghNo ratings yet
- 1 s2.0 S0920410516302388 MainDocument7 pages1 s2.0 S0920410516302388 MainmahmoudNo ratings yet
- Vector Calc Final Solutions - CaltechDocument7 pagesVector Calc Final Solutions - CaltechDezire GetNo ratings yet
- IndexDocument167 pagesIndexahmadpoly100% (1)
- Synopsis-Minor Project (Industry Grade) : Department of Electrical & Electronics Engineering O P Jindal UniversityDocument3 pagesSynopsis-Minor Project (Industry Grade) : Department of Electrical & Electronics Engineering O P Jindal UniversityPradeep SinghNo ratings yet
- Calculation Sheet: 2-Phase Control Valve CalculationDocument13 pagesCalculation Sheet: 2-Phase Control Valve CalculationEslamSheblNo ratings yet
- Srigayatri Educational Institutions: Neet Tot Gt-2Document5 pagesSrigayatri Educational Institutions: Neet Tot Gt-2Anmol BhardwajNo ratings yet
- Part 1Document70 pagesPart 1Mehnaz SafdarNo ratings yet
- Assignment On Synchronous MachineDocument3 pagesAssignment On Synchronous MachineSumit PrakashNo ratings yet
- PC-FT 403: Lecture (3) byDocument62 pagesPC-FT 403: Lecture (3) byFT 19 Suparno DasNo ratings yet
- Model 1Document68 pagesModel 1Prashanth Menon0% (1)
- Atcor3 Manual PDFDocument263 pagesAtcor3 Manual PDFAnonymous cC2VeA9MBNo ratings yet
- MCQ 140Document14 pagesMCQ 140Aawez AkhterNo ratings yet
- Edc 3Document10 pagesEdc 329viswa12No ratings yet
- 03 Practice - Classification of The Elements Key PDFDocument1 page03 Practice - Classification of The Elements Key PDFjtNo ratings yet
- 31 CH203 Fall 2014 Lecture 31 PDFDocument22 pages31 CH203 Fall 2014 Lecture 31 PDFBUCH203No ratings yet
- Circulat Motion ProblemsDocument15 pagesCirculat Motion ProblemsSadiki WallaceNo ratings yet
- 07 Fatigue Failure IDocument33 pages07 Fatigue Failure Iforemar100% (1)
- Lsdyna Lsprepost IntroDocument74 pagesLsdyna Lsprepost IntroBlick ZitaNo ratings yet
- Advanced Lab Course 88: Wave Phenomena in A Double Plasma ExperimentDocument28 pagesAdvanced Lab Course 88: Wave Phenomena in A Double Plasma ExperimentHamza OuerfelliNo ratings yet
- Week3 PDFDocument16 pagesWeek3 PDFmouseandmooseNo ratings yet
- Solvents in NMR Spectroscopy: EgpatDocument8 pagesSolvents in NMR Spectroscopy: EgpatanilNo ratings yet
- Physics Olympiad XX PDFDocument1 pagePhysics Olympiad XX PDFspriyaNo ratings yet
- r7210202 Fluid Mechanics and Hydraulic MachineryDocument1 pager7210202 Fluid Mechanics and Hydraulic MachinerysivabharathamurthyNo ratings yet