Download as ppt, pdf, or txt
You might also like
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Deutsche Firmen in Katar / German Companies in QatarDocument2 pagesDeutsche Firmen in Katar / German Companies in QatarMahran GuesmiNo ratings yet
- Iso 17776-2000 PDFDocument8 pagesIso 17776-2000 PDFMorenoJo100% (1)
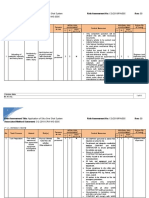
- Risk Assessment For Polyurea Waterproofing WorksDocument11 pagesRisk Assessment For Polyurea Waterproofing WorksJamsheed Ap Kadangod100% (1)
- 34 Radio Altimeter SystemDocument20 pages34 Radio Altimeter SystemTarik Benzineb50% (2)
- Dell & Eureka Forbes' Channel StrategyDocument17 pagesDell & Eureka Forbes' Channel StrategySaHil GuptaNo ratings yet
- Study of Dividing HeadsDocument10 pagesStudy of Dividing HeadsChandan SrivastavaNo ratings yet
- Automated InspectionDocument31 pagesAutomated InspectionelkhawadNo ratings yet
- Automated InspectionDocument31 pagesAutomated InspectionVijay Kumar100% (8)
- Computer Aided Quality ControlDocument16 pagesComputer Aided Quality ControlhariniNo ratings yet
- Automated Inspection: Unit ViDocument45 pagesAutomated Inspection: Unit ViAnonymous surAitMpaNo ratings yet
- Computer Aided Quality ControlDocument16 pagesComputer Aided Quality ControlSunil J Raykar76% (17)
- Modern Techniques - 6Document51 pagesModern Techniques - 6Abdelrahmam AshrafNo ratings yet
- Unit Vi Automated InspectionDocument70 pagesUnit Vi Automated InspectionRajesh ShahNo ratings yet
- Inspection Metrology: Mechanical EngineeringDocument21 pagesInspection Metrology: Mechanical EngineeringwhatisnameNo ratings yet
- 4th CAMUnitDocument59 pages4th CAMUnitPradeepvenugopalNo ratings yet
- Cim Module III-1Document37 pagesCim Module III-1Akash ByjuNo ratings yet
- Computer Aided Quality Control (Caqc)Document20 pagesComputer Aided Quality Control (Caqc)raviNo ratings yet
- DF Lecture 26-28Document70 pagesDF Lecture 26-28riya.3No ratings yet
- Computer Aided Quality ControlDocument48 pagesComputer Aided Quality ControlAvcNo ratings yet
- Metrology and Quality AssuranceDocument25 pagesMetrology and Quality AssuranceFaisal MaqsoodNo ratings yet
- Cim Module IIIDocument126 pagesCim Module IIIRamees KpNo ratings yet
- CAQCDocument20 pagesCAQCANIL DATTATRAYA MANDLIK100% (2)
- Subject - Automation Engineering Subject Code - 7ME04 Semester - Seventh Unit No.-06Document13 pagesSubject - Automation Engineering Subject Code - 7ME04 Semester - Seventh Unit No.-06santosh sivarNo ratings yet
- CAD-CAM Unit-5aDocument14 pagesCAD-CAM Unit-5aSHYAM NANINo ratings yet
- Computer Aided Quality Control: Unit-5Document14 pagesComputer Aided Quality Control: Unit-5kula shekar reddyNo ratings yet
- Coordinates Measuring Machines (CMM)Document20 pagesCoordinates Measuring Machines (CMM)Muthu RajNo ratings yet
- CMMDocument26 pagesCMMSanjeev kumar Verma100% (1)
- Btm2133-Chapter 9 CMMDocument35 pagesBtm2133-Chapter 9 CMMAswaja313No ratings yet
- Computer and Numerically Controlled Machines Numerically Controlled (NC)Document7 pagesComputer and Numerically Controlled Machines Numerically Controlled (NC)pranav29No ratings yet
- 08 - Measurements, Inspection Principles and CMMDocument38 pages08 - Measurements, Inspection Principles and CMMBhartendu TavriNo ratings yet
- Lec - 1 .CAMDocument21 pagesLec - 1 .CAMOmar AlkadyNo ratings yet
- 11. Inspection Technologies (linhtao-PC の競合コピー 2018-11-02)Document29 pages11. Inspection Technologies (linhtao-PC の競合コピー 2018-11-02)Long Đinh VũNo ratings yet
- UNIT-5 Advances in MetrologyDocument45 pagesUNIT-5 Advances in MetrologySURESH KUMAR APNo ratings yet
- Automation PPT - AlemuDocument29 pagesAutomation PPT - AlemuAlemu MergaNo ratings yet
- Computer Aided Manufacturing-IvvvvvvvvDocument41 pagesComputer Aided Manufacturing-Ivvvvvvvvkhalil alhatabNo ratings yet
- Unit - V FinalDocument20 pagesUnit - V FinalSantosh SantuNo ratings yet
- Chapter5 Automatic Inspection System CMMDocument9 pagesChapter5 Automatic Inspection System CMMKRISHNA KANT GUPTANo ratings yet
- VT 4Document18 pagesVT 4demoknight tf2No ratings yet
- CNC Programming & Application: Federal TVET Institute Manufacturing Technology Department Addis Abeba EthiopiaDocument58 pagesCNC Programming & Application: Federal TVET Institute Manufacturing Technology Department Addis Abeba EthiopiaGezae MebrahtuNo ratings yet
- Mechatronics CHAPTER 1Document39 pagesMechatronics CHAPTER 1NahomNo ratings yet
- Syllabus: - Computer Enabled Subtractive ProcessesDocument33 pagesSyllabus: - Computer Enabled Subtractive ProcessesParabellum GamingNo ratings yet
- Metrology and Quality Assurance Lab: Department of Mechanical EngineeringDocument6 pagesMetrology and Quality Assurance Lab: Department of Mechanical EngineeringAliNo ratings yet
- CNC Mid 1 KeyDocument14 pagesCNC Mid 1 Keypala srinivas reddyNo ratings yet
- Chapter 1Document17 pagesChapter 1Yoyo tubeNo ratings yet
- CMM and CAIDocument6 pagesCMM and CAIdrkbala007No ratings yet
- CNC Programming PresentationDocument150 pagesCNC Programming PresentationVaibhav Vithoba Naik50% (4)
- Lecture NC, CNC and DNCDocument33 pagesLecture NC, CNC and DNCabbas ali100% (2)
- InternDocument11 pagesInternSrajay SsNo ratings yet
- AutomationDocument12 pagesAutomationPradeep N BNo ratings yet
- Measurement and InspectionDocument33 pagesMeasurement and InspectionSri RNo ratings yet
- Computer Aided Inspection Process Planning SystemDocument14 pagesComputer Aided Inspection Process Planning SystemAtul JainNo ratings yet
- CH 3Document81 pagesCH 3Munawar AbdusamedNo ratings yet
- CNC Machines-1Document79 pagesCNC Machines-1LAVNIMESH AGNIHOTRINo ratings yet
- PTC CH7 Intro To CAMDocument30 pagesPTC CH7 Intro To CAMManoj Kumar NayakNo ratings yet
- Industrial Control SystemsDocument34 pagesIndustrial Control SystemsAmmar OwesNo ratings yet
- Chapter 2Document22 pagesChapter 2Yoyo tubeNo ratings yet
- Computer Aided Manufacturing Part 1Document76 pagesComputer Aided Manufacturing Part 1lelisadiriba849No ratings yet
- Ch15-Inspection in FMSDocument25 pagesCh15-Inspection in FMSyogesh jadhavNo ratings yet
- Introduction To Computer Numerically Controlled (CNC) MachinesDocument23 pagesIntroduction To Computer Numerically Controlled (CNC) MachinesRafi ShaikNo ratings yet
- Organisation ProfileDocument18 pagesOrganisation ProfileAtul DwivediNo ratings yet
- Welcome: Industrial Trainig Institute. Palana. Centre of ExcellenceDocument100 pagesWelcome: Industrial Trainig Institute. Palana. Centre of ExcellenceAthar MahmoodNo ratings yet
- CNC TechnologyDocument51 pagesCNC TechnologylyriccNo ratings yet
- Practical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneFrom EverandPractical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneNo ratings yet
- Marico Forecast DCF Template 2020 With RatiosDocument30 pagesMarico Forecast DCF Template 2020 With RatiosGomish SharmaNo ratings yet
- Chapter 8 Boundary LayersDocument22 pagesChapter 8 Boundary LayersGomish SharmaNo ratings yet
- FM AssignmentDocument1 pageFM AssignmentGomish Sharma0% (1)
- TQM - Question BankDocument3 pagesTQM - Question BankGomish SharmaNo ratings yet
- Parts of Speech and SVADocument15 pagesParts of Speech and SVAGomish SharmaNo ratings yet
- Learn How That Can Help You Demystify A Long Sentence: PurposeDocument6 pagesLearn How That Can Help You Demystify A Long Sentence: PurposeGomish SharmaNo ratings yet
- DOM Question BankDocument4 pagesDOM Question BankGomish SharmaNo ratings yet
- Fuzzy Logic PdaDocument12 pagesFuzzy Logic PdaGomish SharmaNo ratings yet
- Engineering Mechanics-Moments and Equivalent Force Systems: Q.1 Find The Moment of The Given Forces About ODocument1 pageEngineering Mechanics-Moments and Equivalent Force Systems: Q.1 Find The Moment of The Given Forces About OGomish SharmaNo ratings yet
- Elements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoDocument16 pagesElements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoGomish Sharma100% (1)
- Friction Stir Welding: AluminiumDocument14 pagesFriction Stir Welding: AluminiumGomish SharmaNo ratings yet
- Gujarat Technological UniversityDocument1 pageGujarat Technological UniversityAoneNo ratings yet
- Call Center TerminologiesDocument3 pagesCall Center TerminologiesJoy CelestialNo ratings yet
- KamcoDocument10 pagesKamcoThirumanas Kottarathil K RNo ratings yet
- Osd Case Analysis Acme and OmegaDocument2 pagesOsd Case Analysis Acme and Omegayogendra choukikerNo ratings yet
- Mivec: MIVEC (Mitsubishi Innovative Valve Timing Electronic Control System)Document5 pagesMivec: MIVEC (Mitsubishi Innovative Valve Timing Electronic Control System)alibababujanglapokNo ratings yet
- Ltm170eu L21Document31 pagesLtm170eu L21liquidus2172No ratings yet
- EASA-TCDS-E.052 (IM) Rolls - Royce Model 250 Series II Engines-01-22062011Document12 pagesEASA-TCDS-E.052 (IM) Rolls - Royce Model 250 Series II Engines-01-22062011starsalingsoul80000% (1)
- 10895-2 UsDocument11 pages10895-2 Usabdo alkawanNo ratings yet
- SAP Application AreasDocument100 pagesSAP Application AreasLodewijk BorsboomNo ratings yet
- Nishant Kumar: Professional ExperienceDocument3 pagesNishant Kumar: Professional Experiencenishant1984No ratings yet
- Sizing, Specifying and Selecting Centrifugal Pumps (CE) PDFDocument5 pagesSizing, Specifying and Selecting Centrifugal Pumps (CE) PDFjdgh1986100% (1)
- IGCSE Business Edxcel NotesDocument18 pagesIGCSE Business Edxcel NotesYasmin YehiaNo ratings yet
- DFDDDocument45 pagesDFDDEzKeezENo ratings yet
- Pega 7 - Pega PRPC Basic Concepts V 0.1Document13 pagesPega 7 - Pega PRPC Basic Concepts V 0.1Vijay Kori100% (1)
- Excel Premium Pins BrochureDocument2 pagesExcel Premium Pins BrochureMax SashikhinNo ratings yet
- Busway (Low Voltage) Aftermarket Solutions - CA - EN - 6 - 2012Document16 pagesBusway (Low Voltage) Aftermarket Solutions - CA - EN - 6 - 2012Jonatan Lopez RodriguezNo ratings yet
- POSCO SS VN - Inspection Testing Plan - ITPDocument4 pagesPOSCO SS VN - Inspection Testing Plan - ITPNguyen Anh Tuan100% (1)
- Surface Grinding Machine: Chris-MarineDocument2 pagesSurface Grinding Machine: Chris-MarineRahila AlaviNo ratings yet
- Bending Tools RF-A English - OriginalDocument116 pagesBending Tools RF-A English - OriginalGunnie PandherNo ratings yet
- App Form CRSF007 Grade1 Sept2011Document4 pagesApp Form CRSF007 Grade1 Sept2011Gys Smeda100% (1)
- TEC-033000 - MET-DoR-PIV-P635 (CMethod Statement For General RCC Work.)Document8 pagesTEC-033000 - MET-DoR-PIV-P635 (CMethod Statement For General RCC Work.)Haymanot BaynesagnNo ratings yet
- PR01301 Eurol Product CatalogueDocument57 pagesPR01301 Eurol Product CatalogueMarco LizanaNo ratings yet
- Kydex ThermoformingDocument6 pagesKydex Thermoformingsaddleman100% (1)
- Perkins 1103a-33tg1 45kva PDFDocument2 pagesPerkins 1103a-33tg1 45kva PDFYosi Darmawansyah0% (1)