Download as ppt, pdf, or txt
You might also like
- Lime Kiln Gasification General - 2012Document18 pagesLime Kiln Gasification General - 2012DiogoNo ratings yet
- Firing Systems in Power PlantsDocument54 pagesFiring Systems in Power PlantsamarparimiNo ratings yet
- SN11524 - Router Jig Milling MachineDocument22 pagesSN11524 - Router Jig Milling MachineFrancisco Braga100% (3)
- Introduction To Vertical Roller MillDocument35 pagesIntroduction To Vertical Roller MillUtkarshKatiyarNo ratings yet
- CNH Spec DWGB105 - Specifying General TolerancesDocument10 pagesCNH Spec DWGB105 - Specifying General TolerancesJoe Scopelite100% (4)
- Worder & Pandel (Cap Berbec) : X TopoareDocument12 pagesWorder & Pandel (Cap Berbec) : X TopoareFlorinTudose100% (2)
- Coal Gasification1Document11 pagesCoal Gasification1Febri Deni FirdiansyahNo ratings yet
- Unit I Stokers & Feed Water Treatment - 2Document27 pagesUnit I Stokers & Feed Water Treatment - 2sai venkatsharmaNo ratings yet
- 1.2 Layout of Modern Coal Power Plant, Super Critical Boilers, FBC Boilers, Steam and Heating RatesDocument32 pages1.2 Layout of Modern Coal Power Plant, Super Critical Boilers, FBC Boilers, Steam and Heating Rateskarthikeyan SNo ratings yet
- Coal Gasification Technology and Syngas ProductionDocument11 pagesCoal Gasification Technology and Syngas Productionrzlisk011713No ratings yet
- Fossil FuelsDocument55 pagesFossil FuelsBrian MasauliNo ratings yet
- Conventional Vs Advanced Technologies For Combustion Lec 2Document26 pagesConventional Vs Advanced Technologies For Combustion Lec 2SherjanNo ratings yet
- Unit I-Steam Power PlantDocument69 pagesUnit I-Steam Power Plantsai venkatsharmaNo ratings yet
- Topic 2&3 - FuelsDocument61 pagesTopic 2&3 - FuelsOk SokNo ratings yet
- Introduction To Boilers: Submitted To: Dr. Vivekananda Vivekananda Submitted By: Archee Gupta Kartik SinoliyaDocument23 pagesIntroduction To Boilers: Submitted To: Dr. Vivekananda Vivekananda Submitted By: Archee Gupta Kartik SinoliyaKARTIK SINOLIYANo ratings yet
- Biomass For H&P - Lecture 2-2006Document51 pagesBiomass For H&P - Lecture 2-2006Leonardo Nanjar100% (1)
- Coal GasificationDocument11 pagesCoal GasificationALIyilmazNo ratings yet
- Boiler TrainingDocument40 pagesBoiler TrainingHarry Ansari100% (1)
- Coal Handling Storage of CoalDocument122 pagesCoal Handling Storage of CoalpsunmoorthyNo ratings yet
- Fuels and Combustion-Part2 PDFDocument57 pagesFuels and Combustion-Part2 PDFSugan NallaNo ratings yet
- Factors in P.F. Boiler DesignDocument147 pagesFactors in P.F. Boiler DesignAnil Palamwar100% (3)
- Burner Design 2019Document58 pagesBurner Design 2019Zia Ur Rahman KhanNo ratings yet
- 4a Boiler DesignDocument148 pages4a Boiler DesignSaurabh Kumar100% (4)
- Boilers & Fired Systems: Clean Coal TechnologyDocument47 pagesBoilers & Fired Systems: Clean Coal TechnologyfakharkhiljiNo ratings yet
- Indian BoilersDocument10 pagesIndian Boilerslavpandey8719No ratings yet
- Lecture 5 Boilers and Fired SystemsDocument48 pagesLecture 5 Boilers and Fired SystemsUzairTahirNo ratings yet
- Encon Thermal Engineers: Answer To The Continued Need For Energy ConservationDocument73 pagesEncon Thermal Engineers: Answer To The Continued Need For Energy Conservationdawit mesfinNo ratings yet
- Week 8 - Steam and BoilersDocument29 pagesWeek 8 - Steam and BoilersSandino Michael Angelo AguilarNo ratings yet
- Thermal (Steam) Power Plants Mainly Consists of 4 CircuitsDocument100 pagesThermal (Steam) Power Plants Mainly Consists of 4 CircuitsNikhil Patidar100% (1)
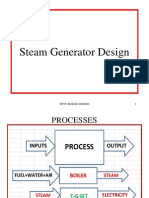
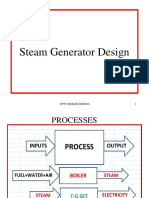
- Steam Generator DesignDocument147 pagesSteam Generator Designzerocool86100% (1)
- Boiler InterviewDocument16 pagesBoiler InterviewSachin PatelNo ratings yet
- Lecture 6 - Biomass Energy Conversion Technologies and Processes - GasificationDocument20 pagesLecture 6 - Biomass Energy Conversion Technologies and Processes - GasificationBenard KalamboNo ratings yet
- 2 BoilersDocument58 pages2 BoilersSundara MoorthyNo ratings yet
- Steam Power Plant: Solar LoungeDocument57 pagesSteam Power Plant: Solar LoungeTHEOPHILUS ATO FLETCHERNo ratings yet
- Introduction To Boiler Boiler: Boiler Types and ClassificationsDocument9 pagesIntroduction To Boiler Boiler: Boiler Types and ClassificationsGH Eco RJNo ratings yet
- Coal Mill1Document28 pagesCoal Mill1MY NAME IS NEERAJ..:):)No ratings yet
- CHE 514 Lecture 07, 2023Document14 pagesCHE 514 Lecture 07, 2023taiwo22110No ratings yet
- Furnace PDFDocument75 pagesFurnace PDFNiladri BiswasNo ratings yet
- Steam GeneratorDocument55 pagesSteam GeneratorSumeet SinghNo ratings yet
- High Pressure Boilers 1238Document41 pagesHigh Pressure Boilers 1238rajushamla9927No ratings yet
- Thermal Power PlantDocument139 pagesThermal Power PlantSadiq Antu100% (1)
- unit1Document80 pagesunit1LAXMI S FXEET036No ratings yet
- 4 - Ore Reduction Technology Madelein Todd PDFDocument17 pages4 - Ore Reduction Technology Madelein Todd PDFThe GantengNo ratings yet
- Chapter No. 06: Pulverised FuelDocument6 pagesChapter No. 06: Pulverised FuelhananNo ratings yet
- High Pressure BoilersDocument18 pagesHigh Pressure BoilersVivek VardhanNo ratings yet
- Four Types of Gasifiers Are Currently Available For Commercial UseDocument13 pagesFour Types of Gasifiers Are Currently Available For Commercial UseFatima MasoodNo ratings yet
- Thermal (Steam) Power Plants Mainly Consists of 4 CircuitsDocument99 pagesThermal (Steam) Power Plants Mainly Consists of 4 CircuitssharmashnNo ratings yet
- Coal Quality and End-Use in Power Generation: Com BustionDocument28 pagesCoal Quality and End-Use in Power Generation: Com BustionLilik ArdiyantoNo ratings yet
- Pte Unit 4Document39 pagesPte Unit 4Sahil ValechaNo ratings yet
- Biomass Gasification: Presented By: 1. Feta Kukuh Pambudi 2. Enock Michael KandimbaDocument35 pagesBiomass Gasification: Presented By: 1. Feta Kukuh Pambudi 2. Enock Michael KandimbaVictory LapNo ratings yet
- Blast Furnace Full SlideDocument31 pagesBlast Furnace Full SlideJunaedyDjafarNo ratings yet
- 14-17 ConversionDocument16 pages14-17 ConversionLakshya SaxenaNo ratings yet
- Coal HandlingDocument59 pagesCoal HandlingChandan PandeyNo ratings yet
- Coal Based Power PlantDocument41 pagesCoal Based Power Plant94gaurav100% (1)
- Delayed Coking by NavidDocument63 pagesDelayed Coking by NavidShivangi ThakkerNo ratings yet
- UNIT:1: Coal Based Thermal Power PlantsDocument81 pagesUNIT:1: Coal Based Thermal Power Plantssknaren_gopiNo ratings yet
- Components & Efficiency of Steam Turbine PPDocument15 pagesComponents & Efficiency of Steam Turbine PPHAMIDNo ratings yet
- Steam Power Plant and CoalDocument74 pagesSteam Power Plant and CoalRahul SoniNo ratings yet
- Chapter - II Thermal Power Stations: SyllabusDocument27 pagesChapter - II Thermal Power Stations: SyllabusPrathap VuyyuruNo ratings yet
- Steam Power PlantDocument58 pagesSteam Power PlantmadhueeNo ratings yet
- An Overview of CFBC Boiler: By-Mukesh JhaDocument88 pagesAn Overview of CFBC Boiler: By-Mukesh Jhabalaji krishnan100% (2)
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- North American Contraflow Masonry Heater Glossary of TermsFrom EverandNorth American Contraflow Masonry Heater Glossary of TermsRating: 5 out of 5 stars5/5 (1)
- Good Stoves Facilitation: How to Innovate and Change the WorldFrom EverandGood Stoves Facilitation: How to Innovate and Change the WorldNo ratings yet
- Flue Gas Desulfurization Systems PDFDocument53 pagesFlue Gas Desulfurization Systems PDFsenthil031277No ratings yet
- REC Policy For Special Long-Term Transition Loan To DISCOMs For COVID 19 PDFDocument4 pagesREC Policy For Special Long-Term Transition Loan To DISCOMs For COVID 19 PDFsenthil031277No ratings yet
- Structures Data BookDocument25 pagesStructures Data BookRam MohanNo ratings yet
- REC Policy For Special Long-Term Transition Loan To DISCOMs For COVID 19 PDFDocument4 pagesREC Policy For Special Long-Term Transition Loan To DISCOMs For COVID 19 PDFsenthil031277No ratings yet
- Part 1 Sonic Soot Blowing - A Better UnderstandingDocument74 pagesPart 1 Sonic Soot Blowing - A Better Understandingsenthil031277No ratings yet
- Thermal Power Plant RehabilitationDocument51 pagesThermal Power Plant Rehabilitationsenthil031277No ratings yet
- Condensate Recovery Solutions SB S71 02 enDocument16 pagesCondensate Recovery Solutions SB S71 02 ensenthil031277No ratings yet
- Engineering Design Guideline - HX Rev 3Document24 pagesEngineering Design Guideline - HX Rev 3axle_ramNo ratings yet
- Understanding Gas Turbine PerformanceDocument42 pagesUnderstanding Gas Turbine Performancesenthil03127794% (17)
- 238 Modeling of Gas Turbines and Steam Turbines in Combined Cycle Power Plants PDFDocument119 pages238 Modeling of Gas Turbines and Steam Turbines in Combined Cycle Power Plants PDFsenthil031277100% (2)
- World Bank Data On Energy IssuesDocument8 pagesWorld Bank Data On Energy Issuessenthil031277No ratings yet
- NCERT Maths For Class VDocument200 pagesNCERT Maths For Class Vsenthil031277100% (1)
- PD 2021 After Your Kidney Transplant 2013Document178 pagesPD 2021 After Your Kidney Transplant 2013senthil031277No ratings yet
- Setup Instructions: Change Drill Every 30PcsDocument1 pageSetup Instructions: Change Drill Every 30Pcsnidhal kotorsiNo ratings yet
- BioEx.D.Foam Anglais Web PDFDocument2 pagesBioEx.D.Foam Anglais Web PDFhectorNo ratings yet
- Tail Gas Treatment Unit: By:-Brijesh PatelDocument15 pagesTail Gas Treatment Unit: By:-Brijesh PatelRana Digvijay K SNo ratings yet
- MFE004Document34 pagesMFE004Logic ManjuNo ratings yet
- Alodine 1200 - Two Component Brush-On ProcessDocument3 pagesAlodine 1200 - Two Component Brush-On ProcessPakpinNo ratings yet
- S&K Engg - Catalogue - Skeng0112@gmailDocument9 pagesS&K Engg - Catalogue - Skeng0112@gmailKrunalNo ratings yet
- ABS Welding With Backing StripDocument1 pageABS Welding With Backing StripAbuBakarSiddkeRumiNo ratings yet
- Woodver Coatings Company CatalogDocument16 pagesWoodver Coatings Company Catalognaveen.kumarNo ratings yet
- TB5000 SGT-200/Tornado SGT-100/Typhoon: Advanced Repairs Available Only From Liburdi Turbine ServicesDocument2 pagesTB5000 SGT-200/Tornado SGT-100/Typhoon: Advanced Repairs Available Only From Liburdi Turbine ServicesfrdnNo ratings yet
- 20-Division 15-Section 15190 Packaged Sewage Treatment-Version 2.0Document13 pages20-Division 15-Section 15190 Packaged Sewage Treatment-Version 2.0Fasil ENo ratings yet
- TEGO® Foamex 810: Description Technical DataDocument1 pageTEGO® Foamex 810: Description Technical Datahai nguyenNo ratings yet
- Catalog EncoreDocument71 pagesCatalog EncoreGabiNo ratings yet
- As 4833-2007 Pressure-Sensitive Labels For Stock-Paper Stock-Plastic and General Purpose UseDocument8 pagesAs 4833-2007 Pressure-Sensitive Labels For Stock-Paper Stock-Plastic and General Purpose UseSAI Global - APACNo ratings yet
- Equivalents of Carbon Steel QualitiesDocument9 pagesEquivalents of Carbon Steel QualitiesGANESHNo ratings yet
- Experiment 1Document9 pagesExperiment 1TAFSIR UDDINNo ratings yet
- Appendix T - Weld Metal - Welding Procedure Specification Notch Toughness Verification Test - BNBC 2020 CommentaryDocument2 pagesAppendix T - Weld Metal - Welding Procedure Specification Notch Toughness Verification Test - BNBC 2020 CommentaryTarif Aziz MarufNo ratings yet
- Relief ConceptsDocument9 pagesRelief ConceptsDeepak ThapliyalNo ratings yet
- DNV OS C 401 (2001) Rules Fabrication and Testing of Offshore Structures PDFDocument44 pagesDNV OS C 401 (2001) Rules Fabrication and Testing of Offshore Structures PDFrami ghorbelNo ratings yet
- CNC Lab ReportDocument5 pagesCNC Lab ReportMuhammad SanaNo ratings yet
- Estogrout MP70 PremixDocument2 pagesEstogrout MP70 PremixElias Jaya PerkasaNo ratings yet
- I) Direct Reduced Iron: Production: March 2016Document29 pagesI) Direct Reduced Iron: Production: March 2016Kyaw SwarNo ratings yet
- Datasheet For Steel Grades Carbon Steel Swrch6ADocument3 pagesDatasheet For Steel Grades Carbon Steel Swrch6AzaxaxazNo ratings yet
- Company Profile - Sri Ranganathar Industries Private Limited PDFDocument22 pagesCompany Profile - Sri Ranganathar Industries Private Limited PDFSenthilkumar RamalingamNo ratings yet
- Chapter 1-IntroductionDocument6 pagesChapter 1-IntroductionG. Dancer GhNo ratings yet
- 77 1006 SafetyReliefValveDocument8 pages77 1006 SafetyReliefValverahul soniNo ratings yet