Download as ppt, pdf, or txt
You might also like
- Tank Farm & Storage Terminal Cost EstimateDocument3 pagesTank Farm & Storage Terminal Cost Estimateyogi100% (5)
- Carbon Capture, Utilization, and Storage Game Changers in Asia: 2020 Compendium of Technologies and EnablersFrom EverandCarbon Capture, Utilization, and Storage Game Changers in Asia: 2020 Compendium of Technologies and EnablersRating: 4.5 out of 5 stars4.5/5 (2)
- 2007-2010 Toyota Camry Part List and Part NumbersDocument247 pages2007-2010 Toyota Camry Part List and Part Numbersmaverickau100% (3)
- 2014 12 01 Nova Scotia Diligence Report - Web ReadyDocument50 pages2014 12 01 Nova Scotia Diligence Report - Web ReadyheatherloneyNo ratings yet
- Biofuels From Farm To FuelDocument55 pagesBiofuels From Farm To FueljsbautinNo ratings yet
- L Baxter SES BYU Cryogenic Capture DevelopmentDocument30 pagesL Baxter SES BYU Cryogenic Capture DevelopmentFinal ShineNo ratings yet
- SunShot 2030 Fact Sheet PDFDocument5 pagesSunShot 2030 Fact Sheet PDFvelquerNo ratings yet
- Presentation Pavement ManagementDocument11 pagesPresentation Pavement ManagementCubo TNo ratings yet
- Ogjournal20201005 DL PDFDocument68 pagesOgjournal20201005 DL PDFMarcelo SchaderNo ratings yet
- Climbers Scale BP HeadquartersDocument69 pagesClimbers Scale BP HeadquartersProtect Florida's BeachesNo ratings yet
- S&P-Platts Webinar H2 18MAR2020Document32 pagesS&P-Platts Webinar H2 18MAR2020Prith HarasgamaNo ratings yet
- MINERIA InvestChileWorkshop FinalDocument12 pagesMINERIA InvestChileWorkshop FinalAlberto LobonesNo ratings yet
- Auveco HNI 468Document2 pagesAuveco HNI 468BillNo ratings yet
- FTI IR OverviewDocument24 pagesFTI IR OverviewrafistyleNo ratings yet
- 2 Demand, Supply, Market Equilibrium, and ElasticityDocument19 pages2 Demand, Supply, Market Equilibrium, and ElasticitykesianaNo ratings yet
- Time To Exit & IPOs - PitchBook - 1H - 2016Document14 pagesTime To Exit & IPOs - PitchBook - 1H - 2016Arthur CahuantziNo ratings yet
- Credicorp Pronostica "Caída Significativa" en Precio de La Acción de Nutresa Después de La OPADocument10 pagesCredicorp Pronostica "Caída Significativa" en Precio de La Acción de Nutresa Después de La OPASemanaNo ratings yet
- Weekly SP Market Report Week Ending January 08th 2021 Week 1 Report No 01.21Document9 pagesWeekly SP Market Report Week Ending January 08th 2021 Week 1 Report No 01.21Sandesh Tukaram GhandatNo ratings yet
- Wind Plant Cost of Energy: Past and Future: Maureen Hand, PH.DDocument13 pagesWind Plant Cost of Energy: Past and Future: Maureen Hand, PH.DenkzNo ratings yet
- Joe BennecheDocument28 pagesJoe BennecheAsad AliNo ratings yet
- Structural Adhesives and NVH Selector Guide: Global Distributor of Henkel LOCTITEDocument32 pagesStructural Adhesives and NVH Selector Guide: Global Distributor of Henkel LOCTITEJitendra ItankarNo ratings yet
- Kata LogDocument106 pagesKata LogOscarNo ratings yet
- D&D Price List (ON-GRID)Document1 pageD&D Price List (ON-GRID)Ankit SinghNo ratings yet
- Climate Impacts of Bitcoin Mining in The USDocument17 pagesClimate Impacts of Bitcoin Mining in The USAxel StraminskyNo ratings yet
- Nr05 - Strategic Resources Pellet Conversion ProjectDocument6 pagesNr05 - Strategic Resources Pellet Conversion ProjectJared JoubertNo ratings yet
- JPM Oil 2030 - Long Term Incentive Oil PriceDocument54 pagesJPM Oil 2030 - Long Term Incentive Oil PriceНикита МузафаровNo ratings yet
- Request AOLDocument10 pagesRequest AOLjyarowNo ratings yet
- Dos Bocas Refinery 1585457994Document12 pagesDos Bocas Refinery 1585457994Edwin Altúzar GNo ratings yet
- ScaleVP Marketview DEC2008Document29 pagesScaleVP Marketview DEC2008Scale Venture PartnersNo ratings yet
- US-Israel High Technology Forum: Anita M. AntenucciDocument10 pagesUS-Israel High Technology Forum: Anita M. AntenucciRahul SaikiaNo ratings yet
- BMO AxD Weekly - VF - 2020-01-13Document15 pagesBMO AxD Weekly - VF - 2020-01-13Alex WangNo ratings yet
- FUTURE ENERGY TECHNOLOGIES, With Thomas Valone, Ph.D.Document51 pagesFUTURE ENERGY TECHNOLOGIES, With Thomas Valone, Ph.D.Tedd St Rain100% (1)
- GMG PUE Ice Making Financial Model FINALDocument45 pagesGMG PUE Ice Making Financial Model FINALEnergy Center MexicoNo ratings yet
- Henkel Structural AdhesivesDocument32 pagesHenkel Structural Adhesivesrujecov100% (1)
- Implementation of Wave Effects in The Unstructured Delft3D Suite FinalDocument24 pagesImplementation of Wave Effects in The Unstructured Delft3D Suite FinalSud HaldarNo ratings yet
- Broadcom Networking Overview - For JP Morgan-20210111-FINALDocument33 pagesBroadcom Networking Overview - For JP Morgan-20210111-FINALMohsen GoodarziNo ratings yet
- Rate Report 03.12.19Document13 pagesRate Report 03.12.19PP PolymerBazaarNo ratings yet
- Chile Utilities - 2014.11.18 - Endesa and Enersis - Fundamentals Remain Strong - Updating Estimates and Introducing YE2015 Target PricesDocument28 pagesChile Utilities - 2014.11.18 - Endesa and Enersis - Fundamentals Remain Strong - Updating Estimates and Introducing YE2015 Target PricesPaola Najera100% (1)
- LATR Proportionality Guide Calculator V1.0Document12 pagesLATR Proportionality Guide Calculator V1.0Cole AnspacherNo ratings yet
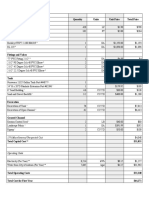
- Cost Estimate For Senior Design - Sheet1 1Document2 pagesCost Estimate For Senior Design - Sheet1 1api-400559384No ratings yet
- Cost Estimate For Senior Design - Sheet1 1Document2 pagesCost Estimate For Senior Design - Sheet1 1api-400559384No ratings yet
- Tower 2009AR Dated 31 Mar 2010Document146 pagesTower 2009AR Dated 31 Mar 2010scho0577No ratings yet
- Kiboko Profile - Updated 22nd Sep 16Document18 pagesKiboko Profile - Updated 22nd Sep 16RanNo ratings yet
- MOR November 2022 - Supplier Bill Backs Deliveries 1212Document1 pageMOR November 2022 - Supplier Bill Backs Deliveries 1212Daniel PilladoNo ratings yet
- NAPCOR 2021RateReport MemberDocument64 pagesNAPCOR 2021RateReport MemberyenauftuNo ratings yet
- Ge 20110314Document2 pagesGe 20110314andrewbloggerNo ratings yet
- Storage Futures Study Reeds Bess Costs DataDocument127 pagesStorage Futures Study Reeds Bess Costs DataAlbert Casian AlanisNo ratings yet
- Deloitte Us-Regulatory-Realities-Amind-Ma-MomentumDocument9 pagesDeloitte Us-Regulatory-Realities-Amind-Ma-MomentumSharmadNo ratings yet
- Ethanolfromcornstarch PDFDocument44 pagesEthanolfromcornstarch PDFDerrick Scott FullerNo ratings yet
- Norco Annual Report 2020Document215 pagesNorco Annual Report 2020Jigar Rameshbhai PatelNo ratings yet
- 04Document18 pages04Irma SariNo ratings yet
- 03-Oimb-Doi Overview Baguio e Power 2018Document28 pages03-Oimb-Doi Overview Baguio e Power 2018Jamie L. TanNo ratings yet
- TR CapexDocument1 pageTR Capexrahul281081No ratings yet
- Auveco HNI 482Document3 pagesAuveco HNI 482BillNo ratings yet
- 6 Band EQDocument6 pages6 Band EQMarceloMeirellesNo ratings yet
- Excel 2007 Working FileDocument18 pagesExcel 2007 Working FileMohammed JunaidNo ratings yet
- Future Energy Evolution - Thomas Valone, 2010Document90 pagesFuture Energy Evolution - Thomas Valone, 2010Thomas Valone100% (2)
- Calgon Carbon CorporationDocument5 pagesCalgon Carbon CorporationAndrew HostetlerNo ratings yet
- Properties Liberty 2 3607973589Document8 pagesProperties Liberty 2 3607973589Jhonatan Santa Cruz ChiloNo ratings yet
- Clay Refractory Products World Summary: Market Sector Values & Financials by CountryFrom EverandClay Refractory Products World Summary: Market Sector Values & Financials by CountryNo ratings yet
- Electrical Carbon & Graphite Products World Summary: Market Sector Values & Financials by CountryFrom EverandElectrical Carbon & Graphite Products World Summary: Market Sector Values & Financials by CountryNo ratings yet
- Product Submittals For ProjectDocument46 pagesProduct Submittals For ProjectJavier GarcíaNo ratings yet
- Kad03 - 0 Manual de Secador Kad 165Document69 pagesKad03 - 0 Manual de Secador Kad 165Javier GarcíaNo ratings yet
- SP3D Piping Practice Lab: Creating SpoolsDocument5 pagesSP3D Piping Practice Lab: Creating SpoolsJavier GarcíaNo ratings yet
- Smartplant 3D: Practice Labs For CommonDocument32 pagesSmartplant 3D: Practice Labs For CommonJavier GarcíaNo ratings yet
- Drawings Creation Practice LabsDocument27 pagesDrawings Creation Practice LabsJavier GarcíaNo ratings yet
- Radial Flow Tee BrochureDocument1 pageRadial Flow Tee BrochureJavier GarcíaNo ratings yet
- SmartPlant 3D Grid-Structure Labs v9Document230 pagesSmartPlant 3D Grid-Structure Labs v9Javier García100% (1)
- Mangueras IndustrialesDocument192 pagesMangueras IndustrialesJavier GarcíaNo ratings yet
- S15 - Practice LabDocument2 pagesS15 - Practice LabJavier GarcíaNo ratings yet
- Metalurgia AvnerDocument346 pagesMetalurgia AvnerJavier García100% (1)
- The Above-Ground Sulfur Seal From The Makers of Controtrace®Document2 pagesThe Above-Ground Sulfur Seal From The Makers of Controtrace®Javier GarcíaNo ratings yet
- Socket Weld & Screwed FittingsDocument31 pagesSocket Weld & Screwed FittingsJavier GarcíaNo ratings yet
- 8a Horizontal Vessels 10-5-01Document39 pages8a Horizontal Vessels 10-5-01Javier GarcíaNo ratings yet
- 2C Flanges 9-01Document33 pages2C Flanges 9-01Javier GarcíaNo ratings yet
- 2D Boltsgask 9-01Document9 pages2D Boltsgask 9-01Javier GarcíaNo ratings yet
- 8B Pumps 10-10-01Document63 pages8B Pumps 10-10-01Javier GarcíaNo ratings yet
- 3a Specifications 10-5-01Document30 pages3a Specifications 10-5-01Javier GarcíaNo ratings yet
- 4a Instruments P&T 10-15-01Document35 pages4a Instruments P&T 10-15-01Javier GarcíaNo ratings yet
- Review of The More Common Pipe Supports and Their Fabrication DetailsDocument28 pagesReview of The More Common Pipe Supports and Their Fabrication DetailsJavier GarcíaNo ratings yet
- 6 24222 Rev2 PDFDocument2 pages6 24222 Rev2 PDFJavier GarcíaNo ratings yet
- 5 24077 Rev2 PDFDocument3 pages5 24077 Rev2 PDFJavier GarcíaNo ratings yet
- 4 24231 Rev3 PDFDocument2 pages4 24231 Rev3 PDFJavier GarcíaNo ratings yet
- HRD100Document8 pagesHRD100minjvtNo ratings yet
- Transformer BasicsDocument10 pagesTransformer BasicsRaja DesinguNo ratings yet
- Save Electricity: N1126024468 CWR73 - 7 - 1126024468Document1 pageSave Electricity: N1126024468 CWR73 - 7 - 1126024468Prithviraj R. ChauhanNo ratings yet
- 91Document12 pages91Zoran DanilovNo ratings yet
- Paper BagsDocument36 pagesPaper BagsSagar Shinde100% (3)
- Frynas CSRinOilandGasDocument26 pagesFrynas CSRinOilandGasRishi MetawalaNo ratings yet
- Synchronous Motors Selection Guide KM - SG - 000183 - en-USDocument24 pagesSynchronous Motors Selection Guide KM - SG - 000183 - en-USJuan Francisco Marin MendiolaNo ratings yet
- BaraMesh Shaker ScreenssDocument2 pagesBaraMesh Shaker ScreenssObande OrinyaNo ratings yet
- Turbo Case Study 14Document15 pagesTurbo Case Study 14atenciaj100% (3)
- Nonwovens Made of CottonDocument5 pagesNonwovens Made of CottonrejoramaNo ratings yet
- Jetfire Darmatt LFTDocument4 pagesJetfire Darmatt LFTHyeong-Ho KimNo ratings yet
- Huawei Modular Datacenter Solution (IDS2000) : Huawei Technologies Co., LTDDocument4 pagesHuawei Modular Datacenter Solution (IDS2000) : Huawei Technologies Co., LTDDmitriy BaybulatovNo ratings yet
- Calendar Year 2022 DAMISDocument1,117 pagesCalendar Year 2022 DAMISJAGUAR GAMINGNo ratings yet
- RoTIC Symposium 2023 - Agenda - Knowledge TheatreDocument2 pagesRoTIC Symposium 2023 - Agenda - Knowledge Theatresempon chellaiya ANo ratings yet
- Source Changeover SystemsDocument112 pagesSource Changeover SystemsLucianno NmNo ratings yet
- Silicon Metal (ZhongYa Silicon)Document3 pagesSilicon Metal (ZhongYa Silicon)Benge WengNo ratings yet
- PDFDocument107 pagesPDFMasum RezaNo ratings yet
- Maharashtra State Electricity Distribution Co. LTD.: For Any Queries On This Bill Please Contact MSEDCL CallDocument1 pageMaharashtra State Electricity Distribution Co. LTD.: For Any Queries On This Bill Please Contact MSEDCL CallRamboNo ratings yet
- Vat On Sale of Services AND Use or Lease of PropertyDocument67 pagesVat On Sale of Services AND Use or Lease of PropertyZvioule Ma FuentesNo ratings yet
- DKCDocument407 pagesDKCCarlos MoralesNo ratings yet
- Chery Manual de MotorDocument49 pagesChery Manual de Motorcarlitox1192100% (1)
- Pumps API-610 PDFDocument5 pagesPumps API-610 PDFGeorge_Wabag_2014No ratings yet
- XRTDocument7 pagesXRTmushava nyokaNo ratings yet
- 131-110 - Falk A-Plus Parallel and Right Angle Gear Drives - CatalogDocument118 pages131-110 - Falk A-Plus Parallel and Right Angle Gear Drives - CatalogDanilo NóbregaNo ratings yet
- 4.2. Description of Exemplary Flexibility MeasuresDocument2 pages4.2. Description of Exemplary Flexibility MeasuresSead RizvanovićNo ratings yet
- Atlas Copco Qas 78Document2 pagesAtlas Copco Qas 78adri_rodriguez_40% (1)
- Wood Pellet Heat GuidebookDocument26 pagesWood Pellet Heat GuidebookSudhakar GanjikuntaNo ratings yet
- Canvas Shoes ProjectDocument12 pagesCanvas Shoes ProjectVivek RainaNo ratings yet
- Smart Energy NetworkDocument22 pagesSmart Energy Networkgourav VermaNo ratings yet