
Matematicki Model
Matematicki Model
You might also like
- Cnc Стругови2Document18 pagesCnc Стругови2Soko LetiNo ratings yet
- Aksijalno Naprezanje 2 Sa ResenjimaDocument15 pagesAksijalno Naprezanje 2 Sa ResenjimamomirNo ratings yet
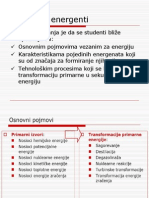
- 1 - Osnovni Pojmovi Iz EnergetikeDocument53 pages1 - Osnovni Pojmovi Iz EnergetikeMiljanMNo ratings yet
- Nepokretni Delovi MotoraDocument27 pagesNepokretni Delovi MotoraivanradojkovicNo ratings yet
- TORP - Glodanje I BusenjeDocument12 pagesTORP - Glodanje I BusenjeЙованГрозныйNo ratings yet
- TORP - StruganjeDocument12 pagesTORP - StruganjeЙованГрозныйNo ratings yet
- PT4 Rendisanje StuDocument41 pagesPT4 Rendisanje StuivanradojkovicNo ratings yet
- Nekonvencionalni Postupci Obrade PDFDocument16 pagesNekonvencionalni Postupci Obrade PDFKsenija JocicNo ratings yet
- Meko Lemljenje SeminarskiDocument13 pagesMeko Lemljenje Seminarskielectricsev3828No ratings yet
- Vezbe - ZavarivanjeDocument8 pagesVezbe - ZavarivanjeПетар ВасићNo ratings yet
- Smicanje TeorijaDocument6 pagesSmicanje Teorijacveta100% (1)
- Test 1Document4 pagesTest 1Anonymous SuIPoo7No ratings yet
- MaterijaliDocument28 pagesMaterijalirikiNo ratings yet
- Klizni LezajiDocument20 pagesKlizni LezajiVerica Petrovic-ManicNo ratings yet
- Podela StrugovaDocument4 pagesPodela StrugovaСмиљанић МилошNo ratings yet
- LivenjeDocument12 pagesLivenjeLazar RadosavljevicNo ratings yet
- Sklopni Crtez PumpeDocument1 pageSklopni Crtez PumpeKrejziNigaNo ratings yet
- 57 - 60. Obrada Ravnih Površina Povišene TačnostiDocument3 pages57 - 60. Obrada Ravnih Površina Povišene TačnostiVaha PukaNo ratings yet
- Osnove Proračuna Mašinskih ElemenataDocument20 pagesOsnove Proračuna Mašinskih ElemenataNikola BarbulovićNo ratings yet
- Struktura Vremena Obrade - OdtDocument1 pageStruktura Vremena Obrade - OdtMarta RakicNo ratings yet
- Мерење угла radijaniDocument2 pagesМерење угла radijaniSaša StankovićNo ratings yet
- Predavanje 5Document84 pagesPredavanje 5Serpana100% (1)
- Termicka Obrada CelikaDocument27 pagesTermicka Obrada CelikaVojkan DamjanovićNo ratings yet
- Merenje I Kontrola Skripta 2Document11 pagesMerenje I Kontrola Skripta 2Anonymous hos8odNo ratings yet
- 07 Naizmenicne Struje, RLC KolaDocument50 pages07 Naizmenicne Struje, RLC KolaRebecca BlackburnNo ratings yet
- Mag MigDocument13 pagesMag MigBrankoNo ratings yet
- Agregat I GranulatDocument64 pagesAgregat I GranulatA PNo ratings yet
- 5.kompjuterski Upravljani Sistemi Za Obradu Rezanjem 2Document39 pages5.kompjuterski Upravljani Sistemi Za Obradu Rezanjem 2Mateja GlamočakNo ratings yet
- Proracun ZamajcaDocument8 pagesProracun ZamajcaMilan Polovina100% (1)
- 11 Merni PretvaračiDocument1 page11 Merni PretvaračiSaša CrljenicaNo ratings yet
- Predgrevanje Kod ZavarivanjaDocument13 pagesPredgrevanje Kod ZavarivanjaAnonymous umabEI6No ratings yet
- Dobijanje Gvozdja I CelikaDocument59 pagesDobijanje Gvozdja I CelikaNermin Hans MujkanovicNo ratings yet
- 05 Masinski Elementi 2 KinematikaDocument29 pages05 Masinski Elementi 2 KinematikaRikiNo ratings yet
- AndrijaDocument33 pagesAndrijaLilamala LilavelikaNo ratings yet
- Projektni Zadatak 3 - Mirza DurakovićDocument32 pagesProjektni Zadatak 3 - Mirza DurakovićMirza DurakovicNo ratings yet
- Zupčasti Prenosnici SnageDocument13 pagesZupčasti Prenosnici SnageMaksim DimicNo ratings yet
- Statika Konstrukcija 1-SumaracDocument141 pagesStatika Konstrukcija 1-SumaracEdoNo ratings yet
- I Kolokvijum Pitanja I OdgovoriDocument17 pagesI Kolokvijum Pitanja I Odgovorio_vasoNo ratings yet
- Pitanja I Odgovori Za 4 Kontrolni Iz KonstruisanjaDocument7 pagesPitanja I Odgovori Za 4 Kontrolni Iz KonstruisanjaAleksandar PrelićNo ratings yet
- Programiranje Kompijuterski Upravljanih MasinaDocument12 pagesProgramiranje Kompijuterski Upravljanih MasinaAndja VeljkovicNo ratings yet
- CNC StrugoviDocument5 pagesCNC StrugoviMuffinInACupNo ratings yet
- Masti I UljaDocument9 pagesMasti I UljaElena PrvulovićNo ratings yet
- Opšte Karakteristike Horoskopskih ZnakovaDocument15 pagesOpšte Karakteristike Horoskopskih ZnakovaSladjaNo ratings yet
- Vezba 8 - Odredjivanje Tvrdoce Rokvel Metodom I Dinamickim MetodamaDocument9 pagesVezba 8 - Odredjivanje Tvrdoce Rokvel Metodom I Dinamickim MetodamaDušica SpasojevićNo ratings yet
- Konusni ZupcaniciDocument24 pagesKonusni ZupcaniciRikiNo ratings yet
- MagnetizamDocument77 pagesMagnetizamWerdorPictures0% (1)
- Konstruisanje - Pitanja I Odgovori Za MatruskiDocument29 pagesKonstruisanje - Pitanja I Odgovori Za MatruskiБраниславГаврићNo ratings yet
- G CodeDocument14 pagesG Code7390840No ratings yet
- Visoka Škola Tehničkih Strukovnih StudijaDocument25 pagesVisoka Škola Tehničkih Strukovnih StudijajelisavetajelenaNo ratings yet
- Mapcnc 6Document69 pagesMapcnc 6123456789No ratings yet
- PT4 RendisanjeDocument83 pagesPT4 RendisanjeSrdjan DjordjevicNo ratings yet
- Seminarski Rad - Rucna DizalicaDocument11 pagesSeminarski Rad - Rucna DizalicaMilan Cosic100% (1)
- Obrada StruganjemDocument11 pagesObrada StruganjemСмиљанић МилошNo ratings yet
- Primeri Za Drvene Konstrukcije IV Deo 1508233332583Document23 pagesPrimeri Za Drvene Konstrukcije IV Deo 1508233332583Džuzdanović SenadNo ratings yet
- Masinska OdgovoriDocument9 pagesMasinska OdgovoriSedmin Bilalic100% (1)
- Pitanja I Odgovori Za Obradu Rezanjem-I KolokvijDocument14 pagesPitanja I Odgovori Za Obradu Rezanjem-I KolokvijTarik PelkoNo ratings yet
- Izrada Grafickog RadaDocument21 pagesIzrada Grafickog RadaJasna VukovicNo ratings yet
- 01 - Operater Mašinske ObradeDocument13 pages01 - Operater Mašinske ObradeZvezdan DjurdjevicNo ratings yet
- Jednostepeni Reduktor Sa Cilindričnim Zupcima Sa Kosim ZupcimaDocument56 pagesJednostepeni Reduktor Sa Cilindričnim Zupcima Sa Kosim ZupcimaVeled AhmicNo ratings yet
- Kinematika MAŠINA ALATKIDocument20 pagesKinematika MAŠINA ALATKIHusein LagumdzijaNo ratings yet
- Strana 1Document20 pagesStrana 1ivanradojkovicNo ratings yet
- Uvod U EMSDocument13 pagesUvod U EMSivanradojkovicNo ratings yet
- 06 Prirodni I Drustveni FaktoriDocument4 pages06 Prirodni I Drustveni FaktoriivanradojkovicNo ratings yet
- ОМВДТ82 - Одржавање Моторних ВозилаDocument1 pageОМВДТ82 - Одржавање Моторних ВозилаivanradojkovicNo ratings yet
- Drumski SaobracajDocument40 pagesDrumski SaobracajivanradojkovicNo ratings yet
- Medjugradski I Prigradski Nada 38Document38 pagesMedjugradski I Prigradski Nada 38ivanradojkovicNo ratings yet
- Transport Putnika U Drumskom SaobraćajuDocument82 pagesTransport Putnika U Drumskom SaobraćajuivanradojkovicNo ratings yet
- Plan Zastite VocaDocument8 pagesPlan Zastite VocaivanradojkovicNo ratings yet
- Transport Putnika - Protok Na Liniji Iii DioDocument53 pagesTransport Putnika - Protok Na Liniji Iii DioivanradojkovicNo ratings yet
- Transport Putnika - Protok Na Liniji Iii DioDocument49 pagesTransport Putnika - Protok Na Liniji Iii DioivanradojkovicNo ratings yet
- Servisne Stanice PDFDocument8 pagesServisne Stanice PDFivanradojkovicNo ratings yet
- 4-Obeleavanje Opasnih MaterijalaDocument23 pages4-Obeleavanje Opasnih MaterijalaivanradojkovicNo ratings yet
- Razvodni MehDocument15 pagesRazvodni MehivanradojkovicNo ratings yet
- Servisne StaniceDocument8 pagesServisne StaniceivanradojkovicNo ratings yet








































































Download as ppt, pdf, or txt
You might also like
- Cnc Стругови2Document18 pagesCnc Стругови2Soko LetiNo ratings yet
- Aksijalno Naprezanje 2 Sa ResenjimaDocument15 pagesAksijalno Naprezanje 2 Sa ResenjimamomirNo ratings yet
- 1 - Osnovni Pojmovi Iz EnergetikeDocument53 pages1 - Osnovni Pojmovi Iz EnergetikeMiljanMNo ratings yet
- Nepokretni Delovi MotoraDocument27 pagesNepokretni Delovi MotoraivanradojkovicNo ratings yet
- TORP - Glodanje I BusenjeDocument12 pagesTORP - Glodanje I BusenjeЙованГрозныйNo ratings yet
- TORP - StruganjeDocument12 pagesTORP - StruganjeЙованГрозныйNo ratings yet
- PT4 Rendisanje StuDocument41 pagesPT4 Rendisanje StuivanradojkovicNo ratings yet
- Nekonvencionalni Postupci Obrade PDFDocument16 pagesNekonvencionalni Postupci Obrade PDFKsenija JocicNo ratings yet
- Meko Lemljenje SeminarskiDocument13 pagesMeko Lemljenje Seminarskielectricsev3828No ratings yet
- Vezbe - ZavarivanjeDocument8 pagesVezbe - ZavarivanjeПетар ВасићNo ratings yet
- Smicanje TeorijaDocument6 pagesSmicanje Teorijacveta100% (1)
- Test 1Document4 pagesTest 1Anonymous SuIPoo7No ratings yet
- MaterijaliDocument28 pagesMaterijalirikiNo ratings yet
- Klizni LezajiDocument20 pagesKlizni LezajiVerica Petrovic-ManicNo ratings yet
- Podela StrugovaDocument4 pagesPodela StrugovaСмиљанић МилошNo ratings yet
- LivenjeDocument12 pagesLivenjeLazar RadosavljevicNo ratings yet
- Sklopni Crtez PumpeDocument1 pageSklopni Crtez PumpeKrejziNigaNo ratings yet
- 57 - 60. Obrada Ravnih Površina Povišene TačnostiDocument3 pages57 - 60. Obrada Ravnih Površina Povišene TačnostiVaha PukaNo ratings yet
- Osnove Proračuna Mašinskih ElemenataDocument20 pagesOsnove Proračuna Mašinskih ElemenataNikola BarbulovićNo ratings yet
- Struktura Vremena Obrade - OdtDocument1 pageStruktura Vremena Obrade - OdtMarta RakicNo ratings yet
- Мерење угла radijaniDocument2 pagesМерење угла radijaniSaša StankovićNo ratings yet
- Predavanje 5Document84 pagesPredavanje 5Serpana100% (1)
- Termicka Obrada CelikaDocument27 pagesTermicka Obrada CelikaVojkan DamjanovićNo ratings yet
- Merenje I Kontrola Skripta 2Document11 pagesMerenje I Kontrola Skripta 2Anonymous hos8odNo ratings yet
- 07 Naizmenicne Struje, RLC KolaDocument50 pages07 Naizmenicne Struje, RLC KolaRebecca BlackburnNo ratings yet
- Mag MigDocument13 pagesMag MigBrankoNo ratings yet
- Agregat I GranulatDocument64 pagesAgregat I GranulatA PNo ratings yet
- 5.kompjuterski Upravljani Sistemi Za Obradu Rezanjem 2Document39 pages5.kompjuterski Upravljani Sistemi Za Obradu Rezanjem 2Mateja GlamočakNo ratings yet
- Proracun ZamajcaDocument8 pagesProracun ZamajcaMilan Polovina100% (1)
- 11 Merni PretvaračiDocument1 page11 Merni PretvaračiSaša CrljenicaNo ratings yet
- Predgrevanje Kod ZavarivanjaDocument13 pagesPredgrevanje Kod ZavarivanjaAnonymous umabEI6No ratings yet
- Dobijanje Gvozdja I CelikaDocument59 pagesDobijanje Gvozdja I CelikaNermin Hans MujkanovicNo ratings yet
- 05 Masinski Elementi 2 KinematikaDocument29 pages05 Masinski Elementi 2 KinematikaRikiNo ratings yet
- AndrijaDocument33 pagesAndrijaLilamala LilavelikaNo ratings yet
- Projektni Zadatak 3 - Mirza DurakovićDocument32 pagesProjektni Zadatak 3 - Mirza DurakovićMirza DurakovicNo ratings yet
- Zupčasti Prenosnici SnageDocument13 pagesZupčasti Prenosnici SnageMaksim DimicNo ratings yet
- Statika Konstrukcija 1-SumaracDocument141 pagesStatika Konstrukcija 1-SumaracEdoNo ratings yet
- I Kolokvijum Pitanja I OdgovoriDocument17 pagesI Kolokvijum Pitanja I Odgovorio_vasoNo ratings yet
- Pitanja I Odgovori Za 4 Kontrolni Iz KonstruisanjaDocument7 pagesPitanja I Odgovori Za 4 Kontrolni Iz KonstruisanjaAleksandar PrelićNo ratings yet
- Programiranje Kompijuterski Upravljanih MasinaDocument12 pagesProgramiranje Kompijuterski Upravljanih MasinaAndja VeljkovicNo ratings yet
- CNC StrugoviDocument5 pagesCNC StrugoviMuffinInACupNo ratings yet
- Masti I UljaDocument9 pagesMasti I UljaElena PrvulovićNo ratings yet
- Opšte Karakteristike Horoskopskih ZnakovaDocument15 pagesOpšte Karakteristike Horoskopskih ZnakovaSladjaNo ratings yet
- Vezba 8 - Odredjivanje Tvrdoce Rokvel Metodom I Dinamickim MetodamaDocument9 pagesVezba 8 - Odredjivanje Tvrdoce Rokvel Metodom I Dinamickim MetodamaDušica SpasojevićNo ratings yet
- Konusni ZupcaniciDocument24 pagesKonusni ZupcaniciRikiNo ratings yet
- MagnetizamDocument77 pagesMagnetizamWerdorPictures0% (1)
- Konstruisanje - Pitanja I Odgovori Za MatruskiDocument29 pagesKonstruisanje - Pitanja I Odgovori Za MatruskiБраниславГаврићNo ratings yet
- G CodeDocument14 pagesG Code7390840No ratings yet
- Visoka Škola Tehničkih Strukovnih StudijaDocument25 pagesVisoka Škola Tehničkih Strukovnih StudijajelisavetajelenaNo ratings yet
- Mapcnc 6Document69 pagesMapcnc 6123456789No ratings yet
- PT4 RendisanjeDocument83 pagesPT4 RendisanjeSrdjan DjordjevicNo ratings yet
- Seminarski Rad - Rucna DizalicaDocument11 pagesSeminarski Rad - Rucna DizalicaMilan Cosic100% (1)
- Obrada StruganjemDocument11 pagesObrada StruganjemСмиљанић МилошNo ratings yet
- Primeri Za Drvene Konstrukcije IV Deo 1508233332583Document23 pagesPrimeri Za Drvene Konstrukcije IV Deo 1508233332583Džuzdanović SenadNo ratings yet
- Masinska OdgovoriDocument9 pagesMasinska OdgovoriSedmin Bilalic100% (1)
- Pitanja I Odgovori Za Obradu Rezanjem-I KolokvijDocument14 pagesPitanja I Odgovori Za Obradu Rezanjem-I KolokvijTarik PelkoNo ratings yet
- Izrada Grafickog RadaDocument21 pagesIzrada Grafickog RadaJasna VukovicNo ratings yet
- 01 - Operater Mašinske ObradeDocument13 pages01 - Operater Mašinske ObradeZvezdan DjurdjevicNo ratings yet
- Jednostepeni Reduktor Sa Cilindričnim Zupcima Sa Kosim ZupcimaDocument56 pagesJednostepeni Reduktor Sa Cilindričnim Zupcima Sa Kosim ZupcimaVeled AhmicNo ratings yet
- Kinematika MAŠINA ALATKIDocument20 pagesKinematika MAŠINA ALATKIHusein LagumdzijaNo ratings yet
- Strana 1Document20 pagesStrana 1ivanradojkovicNo ratings yet
- Uvod U EMSDocument13 pagesUvod U EMSivanradojkovicNo ratings yet
- 06 Prirodni I Drustveni FaktoriDocument4 pages06 Prirodni I Drustveni FaktoriivanradojkovicNo ratings yet
- ОМВДТ82 - Одржавање Моторних ВозилаDocument1 pageОМВДТ82 - Одржавање Моторних ВозилаivanradojkovicNo ratings yet
- Drumski SaobracajDocument40 pagesDrumski SaobracajivanradojkovicNo ratings yet
- Medjugradski I Prigradski Nada 38Document38 pagesMedjugradski I Prigradski Nada 38ivanradojkovicNo ratings yet
- Transport Putnika U Drumskom SaobraćajuDocument82 pagesTransport Putnika U Drumskom SaobraćajuivanradojkovicNo ratings yet
- Plan Zastite VocaDocument8 pagesPlan Zastite VocaivanradojkovicNo ratings yet
- Transport Putnika - Protok Na Liniji Iii DioDocument53 pagesTransport Putnika - Protok Na Liniji Iii DioivanradojkovicNo ratings yet
- Transport Putnika - Protok Na Liniji Iii DioDocument49 pagesTransport Putnika - Protok Na Liniji Iii DioivanradojkovicNo ratings yet
- Servisne Stanice PDFDocument8 pagesServisne Stanice PDFivanradojkovicNo ratings yet
- 4-Obeleavanje Opasnih MaterijalaDocument23 pages4-Obeleavanje Opasnih MaterijalaivanradojkovicNo ratings yet
- Razvodni MehDocument15 pagesRazvodni MehivanradojkovicNo ratings yet
- Servisne StaniceDocument8 pagesServisne StaniceivanradojkovicNo ratings yet