
Pesawat Angkat: Fitri Hardiyanti, M.Eng
Pesawat Angkat: Fitri Hardiyanti, M.Eng
You might also like
- Acroba SerManual FA15-30Document190 pagesAcroba SerManual FA15-30Vasile Vrabie100% (4)
- Service Manual: L455/L456, L350/351, L300/301Document80 pagesService Manual: L455/L456, L350/351, L300/301Enrique CarrascoNo ratings yet
- Trench Drain PDFDocument2 pagesTrench Drain PDFMax ViejaNo ratings yet
- Manual HolmatroDocument100 pagesManual Holmatroalyboscan100% (1)
- Powering Disney's "Frozen" With A Carnot RefrigeratorDocument3 pagesPowering Disney's "Frozen" With A Carnot RefrigeratorInquit_No ratings yet
- Material HandlingDocument99 pagesMaterial HandlingsalunkensNo ratings yet
- Material HandlingDocument43 pagesMaterial HandlingAtulMaurya100% (1)
- Part Iii Material Handling and Identification TechnologiesDocument50 pagesPart Iii Material Handling and Identification TechnologiesNaval GuptaNo ratings yet
- Material HandlingDocument39 pagesMaterial Handlingbathinsreenivas100% (1)
- 03A.Material Handling Equipment PDFDocument41 pages03A.Material Handling Equipment PDFPutri EmNo ratings yet
- Material Handling & Identification TechnologiesDocument66 pagesMaterial Handling & Identification TechnologiesFiroz Khan100% (1)
- Materials Handling EquipmentDocument58 pagesMaterials Handling Equipmentahmed jemalNo ratings yet
- Lecture 9 and 10Document19 pagesLecture 9 and 10Philani XabaNo ratings yet
- Unit IvDocument32 pagesUnit IvKrishnendu NayekNo ratings yet
- Addis Abeba Science and Technology University: College of Electrical and Mechanical EngineeringDocument67 pagesAddis Abeba Science and Technology University: College of Electrical and Mechanical EngineeringmeronNo ratings yet
- Automated Material Handling and StorageDocument28 pagesAutomated Material Handling and StoragerobertharrisonNo ratings yet
- Hid - Chapter 1Document60 pagesHid - Chapter 1samuel mechNo ratings yet
- Chap 1 (Introduction)Document68 pagesChap 1 (Introduction)Tesema TeshomeNo ratings yet
- Chapter-5 Automated Materials Handling and Storage Systems: Material Handling Technologies in The Production SystemDocument30 pagesChapter-5 Automated Materials Handling and Storage Systems: Material Handling Technologies in The Production Systemolyad ahmedinNo ratings yet
- CIM-Ch5 - 30P - 11DEC2016Document32 pagesCIM-Ch5 - 30P - 11DEC2016olyad ahmedinNo ratings yet
- Chapter - One Materials Handling EquipmentDocument69 pagesChapter - One Materials Handling Equipmenthadush gebreNo ratings yet
- wk10 ppt10 MATERIAL TRANSPORT SYSTEMSDocument36 pageswk10 ppt10 MATERIAL TRANSPORT SYSTEMSSulaiman AhmadNo ratings yet
- Transportation Systems: Ing. Borys Culqui Msc. April 2020Document9 pagesTransportation Systems: Ing. Borys Culqui Msc. April 2020Cesar QuilumbaquinNo ratings yet
- Chapter 4 Material Transport Systems V1Document23 pagesChapter 4 Material Transport Systems V1Do Thi My LeNo ratings yet
- Module 7-Material HandlingDocument74 pagesModule 7-Material HandlingJuan Diego Sanchez MarquezNo ratings yet
- Materials Handling EquipmentDocument68 pagesMaterials Handling EquipmentbernabasNo ratings yet
- CH 2 MH and Storage SystemDocument23 pagesCH 2 MH and Storage Systemsearetekeste20102014No ratings yet
- FMS - PPT FF-2Document36 pagesFMS - PPT FF-219M059 - PRANEET KANNA BNo ratings yet
- MM 323 MAN SYS 2013 FALL 1 Introduction Material Handling SystemsDocument52 pagesMM 323 MAN SYS 2013 FALL 1 Introduction Material Handling SystemsoddomancanNo ratings yet
- Group 1 MH FinalDocument40 pagesGroup 1 MH FinalRoli Jojy JohnNo ratings yet
- Material HandlingDocument19 pagesMaterial Handlingcooljudgesingh0% (1)
- Q4 Module 2Document19 pagesQ4 Module 2Den Mark Tuazon RañolaNo ratings yet
- MHE Chapter 2Document74 pagesMHE Chapter 2nurhussen nureNo ratings yet
- Material Handling EquipmentsDocument77 pagesMaterial Handling EquipmentsSundar AnandNo ratings yet
- Lecture Note Week 2Document130 pagesLecture Note Week 2A4blackNo ratings yet
- ConveyorDocument37 pagesConveyorSyed BukhariNo ratings yet
- FPD Unit-2 Material HandlingDocument58 pagesFPD Unit-2 Material HandlingVinay KorekarNo ratings yet
- Handling and Transportation-1Document47 pagesHandling and Transportation-1amanuelNo ratings yet
- Automated Guided VehicleDocument13 pagesAutomated Guided VehicleTedy ThomasNo ratings yet
- MHS-Konsep Dasar Dan Peralatan Pemindahan-P12-13Document58 pagesMHS-Konsep Dasar Dan Peralatan Pemindahan-P12-13feddy hendriyawanNo ratings yet
- MaterialDocument24 pagesMaterialJefferson De Mesa MercadoNo ratings yet
- Material Handling LeturerDocument42 pagesMaterial Handling LeturerMohammad Anwar AliNo ratings yet
- Material Handling Systems:: Submitted By: SWATI DUBEY (PG2018-P053) Logistics and Warehousing ManagementDocument23 pagesMaterial Handling Systems:: Submitted By: SWATI DUBEY (PG2018-P053) Logistics and Warehousing ManagementSwati DubeyNo ratings yet
- Module 7-Material HandlingDocument74 pagesModule 7-Material HandlingSang Ka KalaNo ratings yet
- 1 Flexiblemanufacturing Systems (Agvs) - GRP 4Document33 pages1 Flexiblemanufacturing Systems (Agvs) - GRP 4Phillip ChirongweNo ratings yet
- Material HandlingDocument64 pagesMaterial HandlingDaniel Espina100% (1)
- Material Handling in CIMDocument82 pagesMaterial Handling in CIMHot Shot0% (2)
- PTLF - 08 - Material HandlingDocument101 pagesPTLF - 08 - Material HandlingMerlin ArdiantiNo ratings yet
- Material Handling: Mechanical Engineering Department Carlos III UniversityDocument13 pagesMaterial Handling: Mechanical Engineering Department Carlos III UniversityDiego Fernado AvendañoNo ratings yet
- Chapter 5 AGVDocument79 pagesChapter 5 AGVHiền Trang Lê ThiênNo ratings yet
- Chapter 5 AGVDocument76 pagesChapter 5 AGVQuỳnh NguyễnNo ratings yet
- Lecture 7 Material HandlingDocument66 pagesLecture 7 Material HandlingMark Angelo NioscoNo ratings yet
- 1 Material Handling and Identification TechnologiesDocument75 pages1 Material Handling and Identification TechnologiesPavan Teja100% (1)
- Chapter 6 ASRSDocument66 pagesChapter 6 ASRSKhánh Đoan Lê ĐìnhNo ratings yet
- 4 Types of Materials Handling EquipmentDocument3 pages4 Types of Materials Handling EquipmentAmbo King MutiNo ratings yet
- ROBOTICS Lecture Notese Unit VDocument26 pagesROBOTICS Lecture Notese Unit VMYILVAGANANNo ratings yet
- Chapter 6Document24 pagesChapter 6Nebiyou KorraNo ratings yet
- Material Handling NotesDocument7 pagesMaterial Handling NotesDennis Tee NdareraNo ratings yet
- Material Handling EquipmentDocument41 pagesMaterial Handling EquipmentesakkirajNo ratings yet
- Material HandlingDocument20 pagesMaterial HandlingMitali KolambekarNo ratings yet
- Mechanical Engineering 7 Sem Batch: 7C2: Name Enroll NoDocument33 pagesMechanical Engineering 7 Sem Batch: 7C2: Name Enroll NoElena JelerNo ratings yet
- Material Handling Equipment...Document41 pagesMaterial Handling Equipment...Shubhan Singh100% (2)
- CAD/CAM/CIMDocument42 pagesCAD/CAM/CIMNPMYS23No ratings yet
- TransportationDocument4 pagesTransportation12 Plato Mercado, Chrishyne JoyNo ratings yet
- Langevin of DiamagnetismDocument6 pagesLangevin of Diamagnetismlakshmi2811No ratings yet
- Moisture-Dielectric Meter Method: ObjectiveDocument2 pagesMoisture-Dielectric Meter Method: Objectivefood tecknologistNo ratings yet
- Gas Evolution and Self-Discharge in Li-Mn02 Primary Batteries (A358683)Document27 pagesGas Evolution and Self-Discharge in Li-Mn02 Primary Batteries (A358683)MedSparkNo ratings yet
- 7.power System Stability1Document20 pages7.power System Stability1Maneesha ManuNo ratings yet
- Enzyme ImmobilizationDocument67 pagesEnzyme ImmobilizationBijayaKumarUpretyNo ratings yet
- Guide Specification PowerWave 33-1Document11 pagesGuide Specification PowerWave 33-1ZIPDASHNo ratings yet
- Project Report On BriquettingDocument11 pagesProject Report On BriquettingdilipNo ratings yet
- x8088/8086 Compare and Jump InstructionDocument30 pagesx8088/8086 Compare and Jump InstructionRuel Niño LapidezNo ratings yet
- File:///d - /Users/god/Desktop/xp - TXT (08-10-2013 19:22:45)Document2 pagesFile:///d - /Users/god/Desktop/xp - TXT (08-10-2013 19:22:45)Raja MukhopadhyayNo ratings yet
- Cascaded H Bridge Multilevel Inverter Modelling and SimulationDocument34 pagesCascaded H Bridge Multilevel Inverter Modelling and SimulationPriyanka GuptaNo ratings yet
- Jet Engine IntegrationDocument8 pagesJet Engine IntegrationZeeshan100% (1)
- Titroline Dystar Indigo Vat 40% Solution: Automatic Titrator For Determination of Indigo and Sodium DithioniteDocument4 pagesTitroline Dystar Indigo Vat 40% Solution: Automatic Titrator For Determination of Indigo and Sodium DithionitefernandolimaNo ratings yet
- Danfoss TL5GDocument2 pagesDanfoss TL5GAnonymous uxZ5FYLP3jNo ratings yet
- Brake System PDFDocument6 pagesBrake System PDFNenad JovanicNo ratings yet
- IB HL - Resource ManagementDocument13 pagesIB HL - Resource Managementmedeck bruce100% (1)
- API 674 Positive Displacement PumpsDocument67 pagesAPI 674 Positive Displacement PumpsFrancisco Pérez ChaniqueNo ratings yet
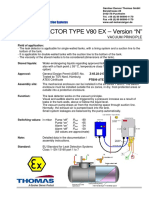
- V80EX N Data SheetDocument1 pageV80EX N Data SheetAlen KušecNo ratings yet
- Richard Clem Over-Unity Engine - 1992Document11 pagesRichard Clem Over-Unity Engine - 19921357531100% (1)
- Tdj-609017Deh-65F: Xpol 698 960Mhz 65° 16.5dbi 0° 10° Manual or by Optional Rcu (Remote Control Unit) AntennaDocument1 pageTdj-609017Deh-65F: Xpol 698 960Mhz 65° 16.5dbi 0° 10° Manual or by Optional Rcu (Remote Control Unit) AntennaАлександр100% (1)
- As NZS 4763-2011 Safety of Portable InvertersDocument8 pagesAs NZS 4763-2011 Safety of Portable InvertersSAI Global - APAC0% (2)
- Foot Step Power Generation SynopsisDocument14 pagesFoot Step Power Generation SynopsisTARUN SINGH0% (1)
- Citadel Push Email Guide v1Document21 pagesCitadel Push Email Guide v1mcbridematt100% (2)
- Practica 1 Laboratorio Calidad de AguaDocument10 pagesPractica 1 Laboratorio Calidad de AguaEddie ArciniegaNo ratings yet
- Speedvac Spd1030 Spd2030 Dsspdvc1030 enDocument4 pagesSpeedvac Spd1030 Spd2030 Dsspdvc1030 enHendy Dwi WarmikoNo ratings yet























































































Download as ppt, pdf, or txt
You might also like
- Acroba SerManual FA15-30Document190 pagesAcroba SerManual FA15-30Vasile Vrabie100% (4)
- Service Manual: L455/L456, L350/351, L300/301Document80 pagesService Manual: L455/L456, L350/351, L300/301Enrique CarrascoNo ratings yet
- Trench Drain PDFDocument2 pagesTrench Drain PDFMax ViejaNo ratings yet
- Manual HolmatroDocument100 pagesManual Holmatroalyboscan100% (1)
- Powering Disney's "Frozen" With A Carnot RefrigeratorDocument3 pagesPowering Disney's "Frozen" With A Carnot RefrigeratorInquit_No ratings yet
- Material HandlingDocument99 pagesMaterial HandlingsalunkensNo ratings yet
- Material HandlingDocument43 pagesMaterial HandlingAtulMaurya100% (1)
- Part Iii Material Handling and Identification TechnologiesDocument50 pagesPart Iii Material Handling and Identification TechnologiesNaval GuptaNo ratings yet
- Material HandlingDocument39 pagesMaterial Handlingbathinsreenivas100% (1)
- 03A.Material Handling Equipment PDFDocument41 pages03A.Material Handling Equipment PDFPutri EmNo ratings yet
- Material Handling & Identification TechnologiesDocument66 pagesMaterial Handling & Identification TechnologiesFiroz Khan100% (1)
- Materials Handling EquipmentDocument58 pagesMaterials Handling Equipmentahmed jemalNo ratings yet
- Lecture 9 and 10Document19 pagesLecture 9 and 10Philani XabaNo ratings yet
- Unit IvDocument32 pagesUnit IvKrishnendu NayekNo ratings yet
- Addis Abeba Science and Technology University: College of Electrical and Mechanical EngineeringDocument67 pagesAddis Abeba Science and Technology University: College of Electrical and Mechanical EngineeringmeronNo ratings yet
- Automated Material Handling and StorageDocument28 pagesAutomated Material Handling and StoragerobertharrisonNo ratings yet
- Hid - Chapter 1Document60 pagesHid - Chapter 1samuel mechNo ratings yet
- Chap 1 (Introduction)Document68 pagesChap 1 (Introduction)Tesema TeshomeNo ratings yet
- Chapter-5 Automated Materials Handling and Storage Systems: Material Handling Technologies in The Production SystemDocument30 pagesChapter-5 Automated Materials Handling and Storage Systems: Material Handling Technologies in The Production Systemolyad ahmedinNo ratings yet
- CIM-Ch5 - 30P - 11DEC2016Document32 pagesCIM-Ch5 - 30P - 11DEC2016olyad ahmedinNo ratings yet
- Chapter - One Materials Handling EquipmentDocument69 pagesChapter - One Materials Handling Equipmenthadush gebreNo ratings yet
- wk10 ppt10 MATERIAL TRANSPORT SYSTEMSDocument36 pageswk10 ppt10 MATERIAL TRANSPORT SYSTEMSSulaiman AhmadNo ratings yet
- Transportation Systems: Ing. Borys Culqui Msc. April 2020Document9 pagesTransportation Systems: Ing. Borys Culqui Msc. April 2020Cesar QuilumbaquinNo ratings yet
- Chapter 4 Material Transport Systems V1Document23 pagesChapter 4 Material Transport Systems V1Do Thi My LeNo ratings yet
- Module 7-Material HandlingDocument74 pagesModule 7-Material HandlingJuan Diego Sanchez MarquezNo ratings yet
- Materials Handling EquipmentDocument68 pagesMaterials Handling EquipmentbernabasNo ratings yet
- CH 2 MH and Storage SystemDocument23 pagesCH 2 MH and Storage Systemsearetekeste20102014No ratings yet
- FMS - PPT FF-2Document36 pagesFMS - PPT FF-219M059 - PRANEET KANNA BNo ratings yet
- MM 323 MAN SYS 2013 FALL 1 Introduction Material Handling SystemsDocument52 pagesMM 323 MAN SYS 2013 FALL 1 Introduction Material Handling SystemsoddomancanNo ratings yet
- Group 1 MH FinalDocument40 pagesGroup 1 MH FinalRoli Jojy JohnNo ratings yet
- Material HandlingDocument19 pagesMaterial Handlingcooljudgesingh0% (1)
- Q4 Module 2Document19 pagesQ4 Module 2Den Mark Tuazon RañolaNo ratings yet
- MHE Chapter 2Document74 pagesMHE Chapter 2nurhussen nureNo ratings yet
- Material Handling EquipmentsDocument77 pagesMaterial Handling EquipmentsSundar AnandNo ratings yet
- Lecture Note Week 2Document130 pagesLecture Note Week 2A4blackNo ratings yet
- ConveyorDocument37 pagesConveyorSyed BukhariNo ratings yet
- FPD Unit-2 Material HandlingDocument58 pagesFPD Unit-2 Material HandlingVinay KorekarNo ratings yet
- Handling and Transportation-1Document47 pagesHandling and Transportation-1amanuelNo ratings yet
- Automated Guided VehicleDocument13 pagesAutomated Guided VehicleTedy ThomasNo ratings yet
- MHS-Konsep Dasar Dan Peralatan Pemindahan-P12-13Document58 pagesMHS-Konsep Dasar Dan Peralatan Pemindahan-P12-13feddy hendriyawanNo ratings yet
- MaterialDocument24 pagesMaterialJefferson De Mesa MercadoNo ratings yet
- Material Handling LeturerDocument42 pagesMaterial Handling LeturerMohammad Anwar AliNo ratings yet
- Material Handling Systems:: Submitted By: SWATI DUBEY (PG2018-P053) Logistics and Warehousing ManagementDocument23 pagesMaterial Handling Systems:: Submitted By: SWATI DUBEY (PG2018-P053) Logistics and Warehousing ManagementSwati DubeyNo ratings yet
- Module 7-Material HandlingDocument74 pagesModule 7-Material HandlingSang Ka KalaNo ratings yet
- 1 Flexiblemanufacturing Systems (Agvs) - GRP 4Document33 pages1 Flexiblemanufacturing Systems (Agvs) - GRP 4Phillip ChirongweNo ratings yet
- Material HandlingDocument64 pagesMaterial HandlingDaniel Espina100% (1)
- Material Handling in CIMDocument82 pagesMaterial Handling in CIMHot Shot0% (2)
- PTLF - 08 - Material HandlingDocument101 pagesPTLF - 08 - Material HandlingMerlin ArdiantiNo ratings yet
- Material Handling: Mechanical Engineering Department Carlos III UniversityDocument13 pagesMaterial Handling: Mechanical Engineering Department Carlos III UniversityDiego Fernado AvendañoNo ratings yet
- Chapter 5 AGVDocument79 pagesChapter 5 AGVHiền Trang Lê ThiênNo ratings yet
- Chapter 5 AGVDocument76 pagesChapter 5 AGVQuỳnh NguyễnNo ratings yet
- Lecture 7 Material HandlingDocument66 pagesLecture 7 Material HandlingMark Angelo NioscoNo ratings yet
- 1 Material Handling and Identification TechnologiesDocument75 pages1 Material Handling and Identification TechnologiesPavan Teja100% (1)
- Chapter 6 ASRSDocument66 pagesChapter 6 ASRSKhánh Đoan Lê ĐìnhNo ratings yet
- 4 Types of Materials Handling EquipmentDocument3 pages4 Types of Materials Handling EquipmentAmbo King MutiNo ratings yet
- ROBOTICS Lecture Notese Unit VDocument26 pagesROBOTICS Lecture Notese Unit VMYILVAGANANNo ratings yet
- Chapter 6Document24 pagesChapter 6Nebiyou KorraNo ratings yet
- Material Handling NotesDocument7 pagesMaterial Handling NotesDennis Tee NdareraNo ratings yet
- Material Handling EquipmentDocument41 pagesMaterial Handling EquipmentesakkirajNo ratings yet
- Material HandlingDocument20 pagesMaterial HandlingMitali KolambekarNo ratings yet
- Mechanical Engineering 7 Sem Batch: 7C2: Name Enroll NoDocument33 pagesMechanical Engineering 7 Sem Batch: 7C2: Name Enroll NoElena JelerNo ratings yet
- Material Handling Equipment...Document41 pagesMaterial Handling Equipment...Shubhan Singh100% (2)
- CAD/CAM/CIMDocument42 pagesCAD/CAM/CIMNPMYS23No ratings yet
- TransportationDocument4 pagesTransportation12 Plato Mercado, Chrishyne JoyNo ratings yet
- Langevin of DiamagnetismDocument6 pagesLangevin of Diamagnetismlakshmi2811No ratings yet
- Moisture-Dielectric Meter Method: ObjectiveDocument2 pagesMoisture-Dielectric Meter Method: Objectivefood tecknologistNo ratings yet
- Gas Evolution and Self-Discharge in Li-Mn02 Primary Batteries (A358683)Document27 pagesGas Evolution and Self-Discharge in Li-Mn02 Primary Batteries (A358683)MedSparkNo ratings yet
- 7.power System Stability1Document20 pages7.power System Stability1Maneesha ManuNo ratings yet
- Enzyme ImmobilizationDocument67 pagesEnzyme ImmobilizationBijayaKumarUpretyNo ratings yet
- Guide Specification PowerWave 33-1Document11 pagesGuide Specification PowerWave 33-1ZIPDASHNo ratings yet
- Project Report On BriquettingDocument11 pagesProject Report On BriquettingdilipNo ratings yet
- x8088/8086 Compare and Jump InstructionDocument30 pagesx8088/8086 Compare and Jump InstructionRuel Niño LapidezNo ratings yet
- File:///d - /Users/god/Desktop/xp - TXT (08-10-2013 19:22:45)Document2 pagesFile:///d - /Users/god/Desktop/xp - TXT (08-10-2013 19:22:45)Raja MukhopadhyayNo ratings yet
- Cascaded H Bridge Multilevel Inverter Modelling and SimulationDocument34 pagesCascaded H Bridge Multilevel Inverter Modelling and SimulationPriyanka GuptaNo ratings yet
- Jet Engine IntegrationDocument8 pagesJet Engine IntegrationZeeshan100% (1)
- Titroline Dystar Indigo Vat 40% Solution: Automatic Titrator For Determination of Indigo and Sodium DithioniteDocument4 pagesTitroline Dystar Indigo Vat 40% Solution: Automatic Titrator For Determination of Indigo and Sodium DithionitefernandolimaNo ratings yet
- Danfoss TL5GDocument2 pagesDanfoss TL5GAnonymous uxZ5FYLP3jNo ratings yet
- Brake System PDFDocument6 pagesBrake System PDFNenad JovanicNo ratings yet
- IB HL - Resource ManagementDocument13 pagesIB HL - Resource Managementmedeck bruce100% (1)
- API 674 Positive Displacement PumpsDocument67 pagesAPI 674 Positive Displacement PumpsFrancisco Pérez ChaniqueNo ratings yet
- V80EX N Data SheetDocument1 pageV80EX N Data SheetAlen KušecNo ratings yet
- Richard Clem Over-Unity Engine - 1992Document11 pagesRichard Clem Over-Unity Engine - 19921357531100% (1)
- Tdj-609017Deh-65F: Xpol 698 960Mhz 65° 16.5dbi 0° 10° Manual or by Optional Rcu (Remote Control Unit) AntennaDocument1 pageTdj-609017Deh-65F: Xpol 698 960Mhz 65° 16.5dbi 0° 10° Manual or by Optional Rcu (Remote Control Unit) AntennaАлександр100% (1)
- As NZS 4763-2011 Safety of Portable InvertersDocument8 pagesAs NZS 4763-2011 Safety of Portable InvertersSAI Global - APAC0% (2)
- Foot Step Power Generation SynopsisDocument14 pagesFoot Step Power Generation SynopsisTARUN SINGH0% (1)
- Citadel Push Email Guide v1Document21 pagesCitadel Push Email Guide v1mcbridematt100% (2)
- Practica 1 Laboratorio Calidad de AguaDocument10 pagesPractica 1 Laboratorio Calidad de AguaEddie ArciniegaNo ratings yet
- Speedvac Spd1030 Spd2030 Dsspdvc1030 enDocument4 pagesSpeedvac Spd1030 Spd2030 Dsspdvc1030 enHendy Dwi WarmikoNo ratings yet