
Herramientas para Conservar y Mejorar La Conversion Esbelta
Herramientas para Conservar y Mejorar La Conversion Esbelta
You might also like
- The Muqarrabeen File Book 1 CompleteDocument94 pagesThe Muqarrabeen File Book 1 CompleteDhulkifl Bey96% (24)
- Colgate Case StudyDocument10 pagesColgate Case Studyapi-350427360100% (3)
- Unit Iii Meaning and Significance of Statistical Process Control (SPC)Document7 pagesUnit Iii Meaning and Significance of Statistical Process Control (SPC)prasannabalajiNo ratings yet
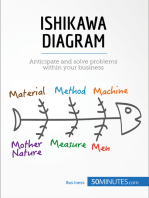
- Ishikawa Diagram: Anticipate and solve problems within your businessFrom EverandIshikawa Diagram: Anticipate and solve problems within your businessRating: 5 out of 5 stars5/5 (3)
- Day 1 - Well Bore PositioningV2Document64 pagesDay 1 - Well Bore PositioningV2wwwNo ratings yet
- Implementation of SPC Techniques in Automotive Industry: A Case StudyDocument15 pagesImplementation of SPC Techniques in Automotive Industry: A Case StudysushmaxNo ratings yet
- Statistical Quality ControlDocument23 pagesStatistical Quality Controljoan dueroNo ratings yet
- 7 Tools of Statistical Process ControlDocument3 pages7 Tools of Statistical Process ControlSachin Methree100% (1)
- Unit Iii Statistical Process Control and Process CapabilityDocument26 pagesUnit Iii Statistical Process Control and Process CapabilityDurai Raj KumarNo ratings yet
- Quality Management, Part 2: Monday, November 21, 2011 4:50 PMDocument11 pagesQuality Management, Part 2: Monday, November 21, 2011 4:50 PMAsif AhmedNo ratings yet
- Assignment of TQMDocument27 pagesAssignment of TQMNakib Ibna BasharNo ratings yet
- Manufacturing Technology AssignmentDocument15 pagesManufacturing Technology AssignmentDan Kiama MuriithiNo ratings yet
- Assignment 4 OlgaDocument7 pagesAssignment 4 Olgaapi-346798779No ratings yet
- Statistical Process ControlDocument8 pagesStatistical Process ControlSaurabh MishraNo ratings yet
- Week 5 - ReadingsDocument6 pagesWeek 5 - ReadingsRwanda PhillingtonNo ratings yet
- SPC For EverydayDocument8 pagesSPC For Everydayjrcg0914No ratings yet
- QC Tools in Apparel IndustryDocument19 pagesQC Tools in Apparel Industrypriyanka royNo ratings yet
- Process Capability and Statistical Process ControlDocument8 pagesProcess Capability and Statistical Process ControlDeepakh ArunNo ratings yet
- 7 Tools For The Quality Journey: Dr. Maricel Correa GalangDocument23 pages7 Tools For The Quality Journey: Dr. Maricel Correa Galangfull sunNo ratings yet
- Quality Management in Software EngineeringDocument8 pagesQuality Management in Software Engineeringselinasimpson1201No ratings yet
- Assignment: 4Document11 pagesAssignment: 4api-308384599No ratings yet
- A E Application of Quality Engineering Tools in Process IndustryDocument14 pagesA E Application of Quality Engineering Tools in Process IndustryAnonymous oWDHhPNo ratings yet
- Statistical Process Control SPCDocument3 pagesStatistical Process Control SPCtintucinNo ratings yet
- Quality Control in Analytical ProcessDocument14 pagesQuality Control in Analytical ProcessFrancis Oche AdahNo ratings yet
- OM Term Paper PresentationDocument8 pagesOM Term Paper PresentationWasim Akram TalukderNo ratings yet
- Assignment 3Document9 pagesAssignment 3api-265324689No ratings yet
- TQM 3Document8 pagesTQM 3api-273393702No ratings yet
- 1.3-1 Engage in Quality ImprovementDocument11 pages1.3-1 Engage in Quality ImprovementErwin BenitezNo ratings yet
- Process Control (SPC) PDFDocument5 pagesProcess Control (SPC) PDFAnonymous gQyrTUHX38No ratings yet
- Slide TQMDocument50 pagesSlide TQMmirshakibhasan11No ratings yet
- ProjectQuality-modified CompressedDocument60 pagesProjectQuality-modified CompressedAnupam BongaleNo ratings yet
- Back To Original Page: Quality System Requirements 9001 9000Document9 pagesBack To Original Page: Quality System Requirements 9001 9000Shreenivas ThakurNo ratings yet
- Lecture Control Charts 1558081780Document49 pagesLecture Control Charts 1558081780Dahn NguyenNo ratings yet
- Techniques of Quality ControlDocument15 pagesTechniques of Quality ControlAnshu SourabhNo ratings yet
- Production Management - Unit 8Document9 pagesProduction Management - Unit 8isiaktijani0No ratings yet
- 1Document8 pages1api-352131221No ratings yet
- Om II Unit III NotesDocument36 pagesOm II Unit III NotesAmruta PeriNo ratings yet
- Quality Management OrganizationsDocument8 pagesQuality Management Organizationsselinasimpson0801No ratings yet
- Unit - V IemDocument19 pagesUnit - V IemG Hitesh ReddyNo ratings yet
- SQCDocument36 pagesSQCMandeep SinghNo ratings yet
- 7-QC Tools: 1) Run ChartDocument10 pages7-QC Tools: 1) Run Chartkevin21790No ratings yet
- Chapter-3 Control ChartsDocument44 pagesChapter-3 Control ChartsComputer Maintainance Hardware and softwareNo ratings yet
- Measurement Techniques of Quality MGTDocument3 pagesMeasurement Techniques of Quality MGTKetan BhandariNo ratings yet
- Pom Unit 3Document31 pagesPom Unit 3Sumit nihalaniNo ratings yet
- Narrative ReportDocument7 pagesNarrative ReportJeLo ReaNdelarNo ratings yet
- TQM Assignment4 TejasgDocument8 pagesTQM Assignment4 Tejasgapi-282598664No ratings yet
- A Comparative Study of Software Reliability Models Using SPC On Ungrouped DataDocument6 pagesA Comparative Study of Software Reliability Models Using SPC On Ungrouped Dataeditor_ijarcsseNo ratings yet
- Quality Engineering and Management System Accounting EssayDocument12 pagesQuality Engineering and Management System Accounting EssayvasudhaaaaaNo ratings yet
- Auditing SPC InspectionDocument11 pagesAuditing SPC InspectionManu ElaNo ratings yet
- Statistical Process Control For Quality ImprovementDocument8 pagesStatistical Process Control For Quality ImprovementAhmed IsmailNo ratings yet
- P-Chart: Statistical Quality Control Control Chart Nonconforming Units Sample Go-No Go Gauges SpecificationsDocument12 pagesP-Chart: Statistical Quality Control Control Chart Nonconforming Units Sample Go-No Go Gauges SpecificationsAnita PanthakiNo ratings yet
- SPC in Communication EngineeringDocument12 pagesSPC in Communication EngineeringHusaini BaharinNo ratings yet
- Chapter 7 TQM and Planning ToolsDocument6 pagesChapter 7 TQM and Planning ToolsKaye Joy TendenciaNo ratings yet
- TQM Assignment 4Document14 pagesTQM Assignment 4api-2880199900% (1)
- PPT4-Statistical Process Control and Capability AnalysisDocument120 pagesPPT4-Statistical Process Control and Capability AnalysisDini MaharNo ratings yet
- Chapter 4 TQM Tools and TechniqueDocument61 pagesChapter 4 TQM Tools and TechniqueSanjay AdhikariNo ratings yet
- Fundamental Factors Affecting QualityDocument10 pagesFundamental Factors Affecting Qualityvicky980212No ratings yet
- Statistical Process Control: Quality Productivity Management Consultancy (QPMC)Document15 pagesStatistical Process Control: Quality Productivity Management Consultancy (QPMC)Sumeet SainiNo ratings yet
- A Roundup of Quality Control Tools and TechniquesDocument4 pagesA Roundup of Quality Control Tools and Techniquesrekrutmen2No ratings yet
- Lean SciagaDocument8 pagesLean SciagaMateusz KolendaNo ratings yet
- Level 1 - Cambridge Vocab For IELTS, English, Ielts - MemriseDocument3 pagesLevel 1 - Cambridge Vocab For IELTS, English, Ielts - MemrisetunisianouNo ratings yet
- Entre AssignmentDocument5 pagesEntre AssignmentPunum JaggNo ratings yet
- Le 3000 Sostanze Controverse Che Neways Non UtilizzaDocument122 pagesLe 3000 Sostanze Controverse Che Neways Non UtilizzaGiorgio FerracinNo ratings yet
- Mental Health Services Data Set (MHSDS) Autism Statistics: Metadata FileDocument4 pagesMental Health Services Data Set (MHSDS) Autism Statistics: Metadata FileLauren-Jodie WilsonNo ratings yet
- Astro GramaDocument4 pagesAstro GramageorgemihailNo ratings yet
- Problems Process Costing SOLUTIONDocument12 pagesProblems Process Costing SOLUTIONPatDabz67% (3)
- Conditionals Booklet InglésDocument1 pageConditionals Booklet InglésNuria Diaz GomezNo ratings yet
- Colgate Brand Image Mapping PDFDocument27 pagesColgate Brand Image Mapping PDFSumedha DuttaNo ratings yet
- Modifiable Risk Factors of Lifestyle Diseases: Prepared By: Albert Bermido TalagtagDocument15 pagesModifiable Risk Factors of Lifestyle Diseases: Prepared By: Albert Bermido TalagtagJoan 123No ratings yet
- Transfusion Reaction Algorithm V 2 FINAL 2016 11 02 PDFDocument1 pageTransfusion Reaction Algorithm V 2 FINAL 2016 11 02 PDFnohe992127No ratings yet
- Docslide - Us - Siae Alfo Plus User Manual PDFDocument110 pagesDocslide - Us - Siae Alfo Plus User Manual PDFh2ck3rNo ratings yet
- Assignement 2Document3 pagesAssignement 2Ma Vanessa Rose TacuyanNo ratings yet
- 01 Reinforcement Material AnswersDocument5 pages01 Reinforcement Material Answerspicoleta2No ratings yet
- SNAKE PLANT (Sansevieria Trifasciata) FIBER AS A POTENTIAL SOURCE OF PAPERDocument38 pagesSNAKE PLANT (Sansevieria Trifasciata) FIBER AS A POTENTIAL SOURCE OF PAPERandrei100% (1)
- Long Quiz On Rational Algebraic ExpressionsDocument2 pagesLong Quiz On Rational Algebraic ExpressionsMARVIN ASILONo ratings yet
- Ancient Athens Brochure Assignment and RubricDocument2 pagesAncient Athens Brochure Assignment and Rubricapi-297382264No ratings yet
- Instructions:: Upper Primary Division Round 2Document7 pagesInstructions:: Upper Primary Division Round 2Lê Đức AnhNo ratings yet
- Topic 5Document41 pagesTopic 5Nurul FarhanahNo ratings yet
- Elementary Differential Equations by Earl D Rainville B0000cm3caDocument5 pagesElementary Differential Equations by Earl D Rainville B0000cm3caJohncarlo PanganibanNo ratings yet
- Judge Merchan Order To Show Cause New York Truth PostsDocument2 pagesJudge Merchan Order To Show Cause New York Truth PostsRobert GouveiaNo ratings yet
- The Walkthrough Method:an Approach To The Study OfappsDocument27 pagesThe Walkthrough Method:an Approach To The Study Ofappstan nguyenNo ratings yet
- Module 3 Literature ActivitiesDocument3 pagesModule 3 Literature ActivitiesAlexis Joy P. DangoNo ratings yet
- W.B. Yeats A Critical Study: BY Reid, Forrest, 1875-1947Document71 pagesW.B. Yeats A Critical Study: BY Reid, Forrest, 1875-1947safdarNo ratings yet
- IELTS SPEAKING - WorkDocument3 pagesIELTS SPEAKING - WorkQuỳnh Anh Nguyễn HồNo ratings yet
- Atmospheric LayersDocument5 pagesAtmospheric LayersMary Jane Magat EspirituNo ratings yet
- tóm tắt sách atomic habitDocument3 pagestóm tắt sách atomic habitPeter SmithNo ratings yet
- Unit 8 Lesson 1: Parts of The BodyDocument2 pagesUnit 8 Lesson 1: Parts of The BodyNguyễn PhúcNo ratings yet
























































































Download as pptx, pdf, or txt
You might also like
- The Muqarrabeen File Book 1 CompleteDocument94 pagesThe Muqarrabeen File Book 1 CompleteDhulkifl Bey96% (24)
- Colgate Case StudyDocument10 pagesColgate Case Studyapi-350427360100% (3)
- Unit Iii Meaning and Significance of Statistical Process Control (SPC)Document7 pagesUnit Iii Meaning and Significance of Statistical Process Control (SPC)prasannabalajiNo ratings yet
- Ishikawa Diagram: Anticipate and solve problems within your businessFrom EverandIshikawa Diagram: Anticipate and solve problems within your businessRating: 5 out of 5 stars5/5 (3)
- Day 1 - Well Bore PositioningV2Document64 pagesDay 1 - Well Bore PositioningV2wwwNo ratings yet
- Implementation of SPC Techniques in Automotive Industry: A Case StudyDocument15 pagesImplementation of SPC Techniques in Automotive Industry: A Case StudysushmaxNo ratings yet
- Statistical Quality ControlDocument23 pagesStatistical Quality Controljoan dueroNo ratings yet
- 7 Tools of Statistical Process ControlDocument3 pages7 Tools of Statistical Process ControlSachin Methree100% (1)
- Unit Iii Statistical Process Control and Process CapabilityDocument26 pagesUnit Iii Statistical Process Control and Process CapabilityDurai Raj KumarNo ratings yet
- Quality Management, Part 2: Monday, November 21, 2011 4:50 PMDocument11 pagesQuality Management, Part 2: Monday, November 21, 2011 4:50 PMAsif AhmedNo ratings yet
- Assignment of TQMDocument27 pagesAssignment of TQMNakib Ibna BasharNo ratings yet
- Manufacturing Technology AssignmentDocument15 pagesManufacturing Technology AssignmentDan Kiama MuriithiNo ratings yet
- Assignment 4 OlgaDocument7 pagesAssignment 4 Olgaapi-346798779No ratings yet
- Statistical Process ControlDocument8 pagesStatistical Process ControlSaurabh MishraNo ratings yet
- Week 5 - ReadingsDocument6 pagesWeek 5 - ReadingsRwanda PhillingtonNo ratings yet
- SPC For EverydayDocument8 pagesSPC For Everydayjrcg0914No ratings yet
- QC Tools in Apparel IndustryDocument19 pagesQC Tools in Apparel Industrypriyanka royNo ratings yet
- Process Capability and Statistical Process ControlDocument8 pagesProcess Capability and Statistical Process ControlDeepakh ArunNo ratings yet
- 7 Tools For The Quality Journey: Dr. Maricel Correa GalangDocument23 pages7 Tools For The Quality Journey: Dr. Maricel Correa Galangfull sunNo ratings yet
- Quality Management in Software EngineeringDocument8 pagesQuality Management in Software Engineeringselinasimpson1201No ratings yet
- Assignment: 4Document11 pagesAssignment: 4api-308384599No ratings yet
- A E Application of Quality Engineering Tools in Process IndustryDocument14 pagesA E Application of Quality Engineering Tools in Process IndustryAnonymous oWDHhPNo ratings yet
- Statistical Process Control SPCDocument3 pagesStatistical Process Control SPCtintucinNo ratings yet
- Quality Control in Analytical ProcessDocument14 pagesQuality Control in Analytical ProcessFrancis Oche AdahNo ratings yet
- OM Term Paper PresentationDocument8 pagesOM Term Paper PresentationWasim Akram TalukderNo ratings yet
- Assignment 3Document9 pagesAssignment 3api-265324689No ratings yet
- TQM 3Document8 pagesTQM 3api-273393702No ratings yet
- 1.3-1 Engage in Quality ImprovementDocument11 pages1.3-1 Engage in Quality ImprovementErwin BenitezNo ratings yet
- Process Control (SPC) PDFDocument5 pagesProcess Control (SPC) PDFAnonymous gQyrTUHX38No ratings yet
- Slide TQMDocument50 pagesSlide TQMmirshakibhasan11No ratings yet
- ProjectQuality-modified CompressedDocument60 pagesProjectQuality-modified CompressedAnupam BongaleNo ratings yet
- Back To Original Page: Quality System Requirements 9001 9000Document9 pagesBack To Original Page: Quality System Requirements 9001 9000Shreenivas ThakurNo ratings yet
- Lecture Control Charts 1558081780Document49 pagesLecture Control Charts 1558081780Dahn NguyenNo ratings yet
- Techniques of Quality ControlDocument15 pagesTechniques of Quality ControlAnshu SourabhNo ratings yet
- Production Management - Unit 8Document9 pagesProduction Management - Unit 8isiaktijani0No ratings yet
- 1Document8 pages1api-352131221No ratings yet
- Om II Unit III NotesDocument36 pagesOm II Unit III NotesAmruta PeriNo ratings yet
- Quality Management OrganizationsDocument8 pagesQuality Management Organizationsselinasimpson0801No ratings yet
- Unit - V IemDocument19 pagesUnit - V IemG Hitesh ReddyNo ratings yet
- SQCDocument36 pagesSQCMandeep SinghNo ratings yet
- 7-QC Tools: 1) Run ChartDocument10 pages7-QC Tools: 1) Run Chartkevin21790No ratings yet
- Chapter-3 Control ChartsDocument44 pagesChapter-3 Control ChartsComputer Maintainance Hardware and softwareNo ratings yet
- Measurement Techniques of Quality MGTDocument3 pagesMeasurement Techniques of Quality MGTKetan BhandariNo ratings yet
- Pom Unit 3Document31 pagesPom Unit 3Sumit nihalaniNo ratings yet
- Narrative ReportDocument7 pagesNarrative ReportJeLo ReaNdelarNo ratings yet
- TQM Assignment4 TejasgDocument8 pagesTQM Assignment4 Tejasgapi-282598664No ratings yet
- A Comparative Study of Software Reliability Models Using SPC On Ungrouped DataDocument6 pagesA Comparative Study of Software Reliability Models Using SPC On Ungrouped Dataeditor_ijarcsseNo ratings yet
- Quality Engineering and Management System Accounting EssayDocument12 pagesQuality Engineering and Management System Accounting EssayvasudhaaaaaNo ratings yet
- Auditing SPC InspectionDocument11 pagesAuditing SPC InspectionManu ElaNo ratings yet
- Statistical Process Control For Quality ImprovementDocument8 pagesStatistical Process Control For Quality ImprovementAhmed IsmailNo ratings yet
- P-Chart: Statistical Quality Control Control Chart Nonconforming Units Sample Go-No Go Gauges SpecificationsDocument12 pagesP-Chart: Statistical Quality Control Control Chart Nonconforming Units Sample Go-No Go Gauges SpecificationsAnita PanthakiNo ratings yet
- SPC in Communication EngineeringDocument12 pagesSPC in Communication EngineeringHusaini BaharinNo ratings yet
- Chapter 7 TQM and Planning ToolsDocument6 pagesChapter 7 TQM and Planning ToolsKaye Joy TendenciaNo ratings yet
- TQM Assignment 4Document14 pagesTQM Assignment 4api-2880199900% (1)
- PPT4-Statistical Process Control and Capability AnalysisDocument120 pagesPPT4-Statistical Process Control and Capability AnalysisDini MaharNo ratings yet
- Chapter 4 TQM Tools and TechniqueDocument61 pagesChapter 4 TQM Tools and TechniqueSanjay AdhikariNo ratings yet
- Fundamental Factors Affecting QualityDocument10 pagesFundamental Factors Affecting Qualityvicky980212No ratings yet
- Statistical Process Control: Quality Productivity Management Consultancy (QPMC)Document15 pagesStatistical Process Control: Quality Productivity Management Consultancy (QPMC)Sumeet SainiNo ratings yet
- A Roundup of Quality Control Tools and TechniquesDocument4 pagesA Roundup of Quality Control Tools and Techniquesrekrutmen2No ratings yet
- Lean SciagaDocument8 pagesLean SciagaMateusz KolendaNo ratings yet
- Level 1 - Cambridge Vocab For IELTS, English, Ielts - MemriseDocument3 pagesLevel 1 - Cambridge Vocab For IELTS, English, Ielts - MemrisetunisianouNo ratings yet
- Entre AssignmentDocument5 pagesEntre AssignmentPunum JaggNo ratings yet
- Le 3000 Sostanze Controverse Che Neways Non UtilizzaDocument122 pagesLe 3000 Sostanze Controverse Che Neways Non UtilizzaGiorgio FerracinNo ratings yet
- Mental Health Services Data Set (MHSDS) Autism Statistics: Metadata FileDocument4 pagesMental Health Services Data Set (MHSDS) Autism Statistics: Metadata FileLauren-Jodie WilsonNo ratings yet
- Astro GramaDocument4 pagesAstro GramageorgemihailNo ratings yet
- Problems Process Costing SOLUTIONDocument12 pagesProblems Process Costing SOLUTIONPatDabz67% (3)
- Conditionals Booklet InglésDocument1 pageConditionals Booklet InglésNuria Diaz GomezNo ratings yet
- Colgate Brand Image Mapping PDFDocument27 pagesColgate Brand Image Mapping PDFSumedha DuttaNo ratings yet
- Modifiable Risk Factors of Lifestyle Diseases: Prepared By: Albert Bermido TalagtagDocument15 pagesModifiable Risk Factors of Lifestyle Diseases: Prepared By: Albert Bermido TalagtagJoan 123No ratings yet
- Transfusion Reaction Algorithm V 2 FINAL 2016 11 02 PDFDocument1 pageTransfusion Reaction Algorithm V 2 FINAL 2016 11 02 PDFnohe992127No ratings yet
- Docslide - Us - Siae Alfo Plus User Manual PDFDocument110 pagesDocslide - Us - Siae Alfo Plus User Manual PDFh2ck3rNo ratings yet
- Assignement 2Document3 pagesAssignement 2Ma Vanessa Rose TacuyanNo ratings yet
- 01 Reinforcement Material AnswersDocument5 pages01 Reinforcement Material Answerspicoleta2No ratings yet
- SNAKE PLANT (Sansevieria Trifasciata) FIBER AS A POTENTIAL SOURCE OF PAPERDocument38 pagesSNAKE PLANT (Sansevieria Trifasciata) FIBER AS A POTENTIAL SOURCE OF PAPERandrei100% (1)
- Long Quiz On Rational Algebraic ExpressionsDocument2 pagesLong Quiz On Rational Algebraic ExpressionsMARVIN ASILONo ratings yet
- Ancient Athens Brochure Assignment and RubricDocument2 pagesAncient Athens Brochure Assignment and Rubricapi-297382264No ratings yet
- Instructions:: Upper Primary Division Round 2Document7 pagesInstructions:: Upper Primary Division Round 2Lê Đức AnhNo ratings yet
- Topic 5Document41 pagesTopic 5Nurul FarhanahNo ratings yet
- Elementary Differential Equations by Earl D Rainville B0000cm3caDocument5 pagesElementary Differential Equations by Earl D Rainville B0000cm3caJohncarlo PanganibanNo ratings yet
- Judge Merchan Order To Show Cause New York Truth PostsDocument2 pagesJudge Merchan Order To Show Cause New York Truth PostsRobert GouveiaNo ratings yet
- The Walkthrough Method:an Approach To The Study OfappsDocument27 pagesThe Walkthrough Method:an Approach To The Study Ofappstan nguyenNo ratings yet
- Module 3 Literature ActivitiesDocument3 pagesModule 3 Literature ActivitiesAlexis Joy P. DangoNo ratings yet
- W.B. Yeats A Critical Study: BY Reid, Forrest, 1875-1947Document71 pagesW.B. Yeats A Critical Study: BY Reid, Forrest, 1875-1947safdarNo ratings yet
- IELTS SPEAKING - WorkDocument3 pagesIELTS SPEAKING - WorkQuỳnh Anh Nguyễn HồNo ratings yet
- Atmospheric LayersDocument5 pagesAtmospheric LayersMary Jane Magat EspirituNo ratings yet
- tóm tắt sách atomic habitDocument3 pagestóm tắt sách atomic habitPeter SmithNo ratings yet
- Unit 8 Lesson 1: Parts of The BodyDocument2 pagesUnit 8 Lesson 1: Parts of The BodyNguyễn PhúcNo ratings yet