Download as pptx, pdf, or txt
You might also like
- Kemagnetan Zat MampatDocument26 pagesKemagnetan Zat MampatMuhammad AnshoryNo ratings yet
- NanomaterialsDocument38 pagesNanomaterialsRavi KumarNo ratings yet
- INSTRUMENTAL METHOD of analysisDocument20 pagesINSTRUMENTAL METHOD of analysisShaikh SaboorNo ratings yet
- M.sc. Part I 1.3 Infrared SpectrophotometryDocument41 pagesM.sc. Part I 1.3 Infrared Spectrophotometrytran thi thuy duongNo ratings yet
- Ch10 Solid StateDocument30 pagesCh10 Solid StateKrish VeniNo ratings yet
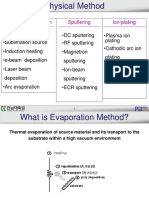
- Thermal Evaporation Sputtering Ion-PlatingDocument34 pagesThermal Evaporation Sputtering Ion-PlatingRupesh KannanNo ratings yet
- G2.a Study On The Chemical Spray Deposition of Zinc Oxide ThinDocument7 pagesG2.a Study On The Chemical Spray Deposition of Zinc Oxide ThinBrayan Otiniano PadillaNo ratings yet
- MT1023-Introduction To NanotechnologyDocument69 pagesMT1023-Introduction To Nanotechnologylahirudb1No ratings yet
- Catalyst Characterization 2Document37 pagesCatalyst Characterization 2Mo MobarkNo ratings yet
- Manufacturing Processes (ME 361) Lecture-18: Instructor: Shantanu BhattacharyaDocument35 pagesManufacturing Processes (ME 361) Lecture-18: Instructor: Shantanu BhattacharyaSahil SundaNo ratings yet
- Chapter 8 Ion Implantation - IDocument40 pagesChapter 8 Ion Implantation - IKarajá PtahNo ratings yet
- Fabrication of 5 % Zn doped BaCe0.7Zr0.1Y0.15Zn0.05O3-δ electrolyteDocument19 pagesFabrication of 5 % Zn doped BaCe0.7Zr0.1Y0.15Zn0.05O3-δ electrolyteafif03.m21No ratings yet
- Applications of Ir Spectroscopy: Presented By: Muhammed Fahad 1 M.PharmDocument35 pagesApplications of Ir Spectroscopy: Presented By: Muhammed Fahad 1 M.PharmĐặng Ngọc LanNo ratings yet
- Atomic Absorption Spectroscopy: Preston IslamabadDocument24 pagesAtomic Absorption Spectroscopy: Preston Islamabadعبدالرحمن أبوزريدةNo ratings yet
- NanotechnologyDocument90 pagesNanotechnologySarvesh SawantNo ratings yet
- Nanotechnology PPT R22Document35 pagesNanotechnology PPT R22keerthi goratiNo ratings yet
- Nanotechnology: Course: B.E & B.Tech Subject: APPLIED CHEMISTRY Unit: VDocument10 pagesNanotechnology: Course: B.E & B.Tech Subject: APPLIED CHEMISTRY Unit: Vprasaad08No ratings yet
- C424 Lecture Set 5 - Mass SpectrometryDocument70 pagesC424 Lecture Set 5 - Mass SpectrometryLEPEKOLA LEPEKOLANo ratings yet
- Module 4 Questions With AnswersDocument7 pagesModule 4 Questions With AnswersSydney Chongo ChipambalaNo ratings yet
- Photocatalytic Properties of ZnO Nanoparticles Synthesized by PLDocument15 pagesPhotocatalytic Properties of ZnO Nanoparticles Synthesized by PLkarimakar684No ratings yet
- Nanoscale Coating-PVDDocument60 pagesNanoscale Coating-PVDAli ErarslanNo ratings yet
- Irspectroscopy 13-08-2020Document55 pagesIrspectroscopy 13-08-2020GNo ratings yet
- NanotechnologyDocument9 pagesNanotechnologyjaswanth.murugesan.01No ratings yet
- Materi - 2 - Atomic AbsorptionDocument51 pagesMateri - 2 - Atomic AbsorptionSalwa KamiliaNo ratings yet
- (8 2) Film Preparation PVDDocument25 pages(8 2) Film Preparation PVDkenyaengNo ratings yet
- Graphene: The Search For Two DimensionsDocument29 pagesGraphene: The Search For Two DimensionsmagotomasNo ratings yet
- Lec 3 Thermal OxidationDocument21 pagesLec 3 Thermal OxidationVikram MeenaNo ratings yet
- Surface Engineering of Nanomaterials: Lecture 12: Physical Vapour Deposition (PVD)Document19 pagesSurface Engineering of Nanomaterials: Lecture 12: Physical Vapour Deposition (PVD)hrana287No ratings yet
- Chit SheetDocument16 pagesChit SheetJoydeep SahaNo ratings yet
- Nanomaterials SNUDocument40 pagesNanomaterials SNUsirichowdari1410No ratings yet
- Analysis - MicrosDocument22 pagesAnalysis - Microsjayakrishnan.plamthundilsuNo ratings yet
- 1.obsevrve The Optical Properties of Zno After Modification Through Laser AbliationDocument14 pages1.obsevrve The Optical Properties of Zno After Modification Through Laser Abliationsidra khalidNo ratings yet
- Metals - Analytical Techniques: Risk e LearningDocument63 pagesMetals - Analytical Techniques: Risk e LearningLê Văn Thế QuangNo ratings yet
- Digital Integrated Circuits: Week 3 Melik YAZICIDocument44 pagesDigital Integrated Circuits: Week 3 Melik YAZICIboubiidNo ratings yet
- Functional Nanomaterials (2D, 1D, and 0D)Document10 pagesFunctional Nanomaterials (2D, 1D, and 0D)vicky2cuteNo ratings yet
- Atomic Absorption Spectrophotometry: Nita Kusumawati Chemistry Department Faculty Math & Science 2011Document26 pagesAtomic Absorption Spectrophotometry: Nita Kusumawati Chemistry Department Faculty Math & Science 2011Ahlan RiwahyuNo ratings yet
- Nano SentezDocument40 pagesNano SentezKaan UğurNo ratings yet
- Direct Precipitation and Characterization of ZnO NDocument6 pagesDirect Precipitation and Characterization of ZnO NAfridhausmanNo ratings yet
- 15 Scanning Probe Microscopy & Lithography - 2Document36 pages15 Scanning Probe Microscopy & Lithography - 2Arnav HasijaNo ratings yet
- XRD - 07 09 2022Document23 pagesXRD - 07 09 2022KINGSHUK MUKHERJEENo ratings yet
- 21M255-Electron Beam MeltingDocument27 pages21M255-Electron Beam MeltingKarthik 029CSKNo ratings yet
- HS Atomic Scale WiresDocument54 pagesHS Atomic Scale WiresOnur YavuzcetinNo ratings yet
- 2017 Thin Film GrowthDocument70 pages2017 Thin Film GrowthPankaj Kumar100% (1)
- Ravi FinalDocument56 pagesRavi Finalanand sureshNo ratings yet
- K. Lee, S.M. Ma, L. Creekmore, R. Battle, Q. Yang, J.T. Seo (Advisor) and B. Tabibi Department of Physics, Hampton University, Hampton, VA 23668, USADocument4 pagesK. Lee, S.M. Ma, L. Creekmore, R. Battle, Q. Yang, J.T. Seo (Advisor) and B. Tabibi Department of Physics, Hampton University, Hampton, VA 23668, USAmtanaydinNo ratings yet
- Dye Sensitized Solar CellDocument54 pagesDye Sensitized Solar Cellcharu agrawalNo ratings yet
- Introduction To Mems EA C415: Dr. N.N. SharmaDocument16 pagesIntroduction To Mems EA C415: Dr. N.N. SharmaArjit GoswamiNo ratings yet
- Articulo ZnoDocument6 pagesArticulo ZnoJulián David Perez OrozcoNo ratings yet
- Flame PhotometryDocument21 pagesFlame PhotometryPriyanka RaviNo ratings yet
- Capoen Et Al. - 2005 - Study of Structural and Optical Properties of InSb-doped SiO2 Thin FilmsDocument6 pagesCapoen Et Al. - 2005 - Study of Structural and Optical Properties of InSb-doped SiO2 Thin FilmsBourne UltimaNo ratings yet
- ICP Training 2003Document96 pagesICP Training 2003chemical SectionNo ratings yet
- 6 Etching - IiDocument24 pages6 Etching - IiPRAVEEN MNo ratings yet
- Carbon Nanostructures PDFDocument99 pagesCarbon Nanostructures PDFVishal WaghNo ratings yet
- NanomaterialsDocument39 pagesNanomaterialsMuhaimen RahmanNo ratings yet
- Ferroelectric CeramicsDocument55 pagesFerroelectric Ceramicsjose miranda100% (2)
- Ferroelectric Ceramics: Properties, Processing and ApplicationsDocument55 pagesFerroelectric Ceramics: Properties, Processing and Applicationsjose miranda100% (1)
- Atomic Absorption SpectrosDocument25 pagesAtomic Absorption SpectrosazwinNo ratings yet
- Flow Diagram For Generic IC Process SequenceDocument46 pagesFlow Diagram For Generic IC Process SequenceMuhammad Muzammil SaleemNo ratings yet
- Revolutionizing Energy Storage Nanomaterial Solutions for Sustainable SupercapacitorsFrom EverandRevolutionizing Energy Storage Nanomaterial Solutions for Sustainable SupercapacitorsNo ratings yet
- Lecture 8 & 9 Viscosity MeasurementsDocument53 pagesLecture 8 & 9 Viscosity Measurementsajay kumarNo ratings yet
- Continuous Casting Mould Powders - Ispatguru PDFDocument10 pagesContinuous Casting Mould Powders - Ispatguru PDFajay kumarNo ratings yet
- Thermodynamics - Dilute SolutionsDocument89 pagesThermodynamics - Dilute Solutionsajay kumarNo ratings yet
- Chapter IVDocument30 pagesChapter IVajay kumarNo ratings yet
- Lecture 16 & 17: Measurement of Diffusion Coefficients in Oxidic SystemsDocument62 pagesLecture 16 & 17: Measurement of Diffusion Coefficients in Oxidic Systemsajay kumarNo ratings yet
- Lectures 11 - Density, Solidus and Liquidus MeasurementsDocument22 pagesLectures 11 - Density, Solidus and Liquidus Measurementsajay kumarNo ratings yet
- Examination in HIGH TEMPERATURE CHARACTERIZATION Course, Oct. 2016Document3 pagesExamination in HIGH TEMPERATURE CHARACTERIZATION Course, Oct. 2016ajay kumarNo ratings yet
- Unit IDocument133 pagesUnit IShubhamNo ratings yet
- Chemistry The Molecular Science 5th Edition Moore Solutions Manual DownloadDocument57 pagesChemistry The Molecular Science 5th Edition Moore Solutions Manual DownloadSean Bates100% (24)
- Substance: Bismuth Telluride (Bi Te) Property: Crystal Structure, Chemical Bond, Lattice Parameters (Including Data For Related Compounds)Document4 pagesSubstance: Bismuth Telluride (Bi Te) Property: Crystal Structure, Chemical Bond, Lattice Parameters (Including Data For Related Compounds)Binghai YanNo ratings yet
- (L7) Molecular GeometryDocument36 pages(L7) Molecular GeometryDaniel Naoe FestinNo ratings yet
- OFC PPT - 3 ASRaoDocument71 pagesOFC PPT - 3 ASRaoAllanki Sanyasi RaoNo ratings yet
- Scheme I (: Study Plan For The Physics/Aviation Double MajorDocument2 pagesScheme I (: Study Plan For The Physics/Aviation Double MajorShirat MohsinNo ratings yet
- Periodic Classification PYQsDocument31 pagesPeriodic Classification PYQsa9758127118No ratings yet
- Mastering Physics Wk2-2,3Document4 pagesMastering Physics Wk2-2,3Livardy WufiantoNo ratings yet
- 5.1 Defects AllDocument40 pages5.1 Defects AllOmar Giovanny Ballén RodríguezNo ratings yet
- First Time User Guide To OMEN Nanowire : Network For Computational Nanotechnology (NCN)Document21 pagesFirst Time User Guide To OMEN Nanowire : Network For Computational Nanotechnology (NCN)Jenifer SalazarNo ratings yet
- Name and FormulaDocument4 pagesName and FormulaErina Rizki NugrahaniNo ratings yet
- Strain Broadening Caused by Dislocations: Centre For Diffraction Data 1997Document14 pagesStrain Broadening Caused by Dislocations: Centre For Diffraction Data 1997AnilNo ratings yet
- PreviewDocument711 pagesPreviewapi-3749304100% (1)
- MIT QM Chap 01 PDFDocument26 pagesMIT QM Chap 01 PDFSergio Aguilera ChecoNo ratings yet
- Physics Notes Fbise fsc2 CHAPTER - 20 NUCLEAR RADIATIONSDocument2 pagesPhysics Notes Fbise fsc2 CHAPTER - 20 NUCLEAR RADIATIONSflyfalconNo ratings yet
- Take Home Exam Chemistry Essay RevisedDocument3 pagesTake Home Exam Chemistry Essay RevisedDanita AllenNo ratings yet
- Lecture 28 (Internal Fields, Clausius Mosotti Eqn)Document3 pagesLecture 28 (Internal Fields, Clausius Mosotti Eqn)Bradford Watkins100% (2)
- Experimental Non Locality Proof of Quantum Teleportation and Entanglement SwappingDocument19 pagesExperimental Non Locality Proof of Quantum Teleportation and Entanglement SwappingnikesemperNo ratings yet
- Engineering Chemistry 9781783323555 9781783325702 1783323558 - CompressDocument381 pagesEngineering Chemistry 9781783323555 9781783325702 1783323558 - Compressotherwork3757No ratings yet
- Lec 27Document18 pagesLec 27capcanNo ratings yet
- 4.5 Metallic BondDocument12 pages4.5 Metallic BondALIS SUHAIRIN BT ABD GHANI BMNo ratings yet
- Structural Relations First-Row Transition Metals T.: Pla-Nck Ins-Titut Heisenbergstrasse GermanyDocument12 pagesStructural Relations First-Row Transition Metals T.: Pla-Nck Ins-Titut Heisenbergstrasse GermanyCarlitos TapiaNo ratings yet
- Relativistic For: Cut-Off Quantum ElectrodynamicsDocument9 pagesRelativistic For: Cut-Off Quantum ElectrodynamicsMyname AnameNo ratings yet
- Normalization of The WavefunctionDocument4 pagesNormalization of The WavefunctionZulfiqar AliNo ratings yet
- Space Groups Solid State Scientists: Second EditionDocument4 pagesSpace Groups Solid State Scientists: Second EditionKevin BritoNo ratings yet
- Phase Transition and Properties of Ti Al N Thin ®lms Prepared by R.f.-Plasma Assisted Magnetron SputteringDocument6 pagesPhase Transition and Properties of Ti Al N Thin ®lms Prepared by R.f.-Plasma Assisted Magnetron SputteringjamesNo ratings yet
- General Chemistry 2 - LAS 2 LEARNING CAPSULEDocument5 pagesGeneral Chemistry 2 - LAS 2 LEARNING CAPSULEMark RazNo ratings yet
- The Standard Model: Thomas TeubnerDocument4 pagesThe Standard Model: Thomas TeubnerAyub FaridiNo ratings yet
- Kimia Material Padatan - Lecture 12 PDFDocument66 pagesKimia Material Padatan - Lecture 12 PDFMilani ErnawatiNo ratings yet
- Zeng 2020Document4 pagesZeng 2020方便麵No ratings yet