Download as pptx, pdf, or txt
You might also like
- Forces Acting On A PropellerDocument21 pagesForces Acting On A Propellercasandra joaquin100% (2)
- CENG196-201810147 ProblemSet4Document10 pagesCENG196-201810147 ProblemSet4Apple Aterrado100% (1)
- BS en 10293-2015Document24 pagesBS en 10293-2015Azima Zalfa AuliyakNo ratings yet
- Check List Rotary Packer: Packing Plant General StatusDocument3 pagesCheck List Rotary Packer: Packing Plant General StatusTITUS YUSUF100% (1)
- Basic Criteria For Selection of Bag FilterDocument33 pagesBasic Criteria For Selection of Bag FilterMuhammadShoaib100% (3)
- 6 Bag House BasicsDocument27 pages6 Bag House BasicsPANKAJ AGRAHARI100% (1)
- Welcome To All: Basics of Dedusting (Nuisance) FilterDocument109 pagesWelcome To All: Basics of Dedusting (Nuisance) Filterm_verma21100% (3)
- Bag FiltersDocument18 pagesBag FiltersMehmet C100% (2)
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
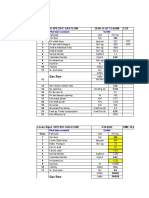
- Fan Flow - CementDocument5 pagesFan Flow - CementharikrushnaNo ratings yet
- 3.1 Bag FiltersDocument12 pages3.1 Bag FiltersVishal100% (2)
- Technical Specifications For RAW Mill-KILN BAG HOUSE SectionDocument3 pagesTechnical Specifications For RAW Mill-KILN BAG HOUSE SectionRajmohan KushwahaNo ratings yet
- 15th NCB Technical PaperDocument10 pages15th NCB Technical PaperSalah RomdaniNo ratings yet
- Raw Mill Heat Balance Without WHR: Sn. Parameters Units ValuesDocument3 pagesRaw Mill Heat Balance Without WHR: Sn. Parameters Units ValuesRamachandrarao MaddaliNo ratings yet
- FIMSUP Double Rows Graphite Sealing For Rotary KilnDocument4 pagesFIMSUP Double Rows Graphite Sealing For Rotary KilnFurqan ShabbirNo ratings yet
- Esp and Bag FiltersDocument50 pagesEsp and Bag FiltersHeryantoXiaoNo ratings yet
- Environmental Issues Management: C P C BDocument79 pagesEnvironmental Issues Management: C P C BGanesh N KNo ratings yet
- Bag Filters Types, Working Principles & Daily Maintenance - INFINITY FOR CEMENT EQUIPMENT PDFDocument14 pagesBag Filters Types, Working Principles & Daily Maintenance - INFINITY FOR CEMENT EQUIPMENT PDFRICARDOALEXBORGES100% (2)
- 10 BagHouseDocument32 pages10 BagHouseSrikant Ch100% (1)
- Grate KilnDocument8 pagesGrate KilnAnggiet HerdayantiNo ratings yet
- Reverse Air Bag House PDFDocument4 pagesReverse Air Bag House PDFRanga VamshiNo ratings yet
- Raw Mill Balance SheetsDocument4 pagesRaw Mill Balance SheetsAli Hüthüt100% (1)
- An Insight Into Bag FiltersDocument35 pagesAn Insight Into Bag Filtersraja sharma100% (1)
- Jaypee Cement Project ReportDocument29 pagesJaypee Cement Project ReportPurnendu MishraNo ratings yet
- 500 TPD KilnDocument19 pages500 TPD KilnPratik TyagiNo ratings yet
- Presep Air Separator VTP enDocument6 pagesPresep Air Separator VTP enBrunoNo ratings yet
- V SK VSK: Focus On EfficiencyDocument8 pagesV SK VSK: Focus On EfficiencyGerman Gabriel Anaya VegaNo ratings yet
- Coal Mill Wear Measurement 29.09.2014Document1 pageCoal Mill Wear Measurement 29.09.2014Durga PrasadNo ratings yet
- Slegten Opticontrol PDFDocument4 pagesSlegten Opticontrol PDFjorge1947100% (1)
- Electrostatic Precipitator Operation: Electrostatic Precipitators (Esps) Are One of The MoreDocument14 pagesElectrostatic Precipitator Operation: Electrostatic Precipitators (Esps) Are One of The MoreBrayan AguileraNo ratings yet
- Kiln TrippingDocument13 pagesKiln Tripping7atemmohNo ratings yet
- Coal Handling PlantDocument34 pagesCoal Handling PlantSanat Kumar100% (1)
- Bag FiltersDocument4 pagesBag FiltersDoaa Badarneh100% (2)
- Pulse Jet Bag Filters PDFDocument12 pagesPulse Jet Bag Filters PDFPetros Iosifidis100% (1)
- Shree Cement - WHR PPT 15.6.16 - SCLDocument22 pagesShree Cement - WHR PPT 15.6.16 - SCLSivakumaran RajuNo ratings yet
- Air Slide DesignDocument1 pageAir Slide Designjoe_frangiehNo ratings yet
- Ball Mill Ventilation AirDocument1 pageBall Mill Ventilation AirVijay Bhan0% (1)
- ESPDocument15 pagesESPlrpatraNo ratings yet
- Pellet Plant Presentation-2019Document42 pagesPellet Plant Presentation-2019syed fazlulla hussain0% (1)
- Design Recommendations For Process FiltersDocument8 pagesDesign Recommendations For Process FiltersKenny RuizNo ratings yet
- Loesche Round Table VICATDocument20 pagesLoesche Round Table VICATrecaiNo ratings yet
- Vertical Roller MillDocument2 pagesVertical Roller MillAhmed Younis0% (2)
- Questionnaire For Evaluation of Ball Mills.: ContentsDocument16 pagesQuestionnaire For Evaluation of Ball Mills.: ContentsThaigroup CementNo ratings yet
- High VM Coal With 3% SulphurDocument1 pageHigh VM Coal With 3% SulphurIrshad HussainNo ratings yet
- Ball Mill InspectionDocument9 pagesBall Mill InspectionmahantmtechNo ratings yet
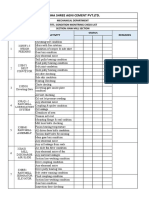
- Raw Mill Check ListDocument2 pagesRaw Mill Check Listlaxman JoshiNo ratings yet
- High-Efficiency Cyclone: Machine Manual En-22330.003-BDocument31 pagesHigh-Efficiency Cyclone: Machine Manual En-22330.003-BRahmat YusufNo ratings yet
- KilnDocument2 pagesKilnSSAC PVT.LTD.100% (1)
- Baghouse Filter Media SelectionDocument4 pagesBaghouse Filter Media Selectionm_verma21No ratings yet
- VRM Heat and Mass BalanceDocument1 pageVRM Heat and Mass BalanceRajeshRockNo ratings yet
- Company Name: Facility Name: Dust Collection Emissions - Particulate (PM 10)Document2 pagesCompany Name: Facility Name: Dust Collection Emissions - Particulate (PM 10)Kumaran GopalNo ratings yet
- Performance Driven Maintenance Feb 52013Document25 pagesPerformance Driven Maintenance Feb 52013recaiNo ratings yet
- Design Guide For Air Slide Conveyor PDFDocument4 pagesDesign Guide For Air Slide Conveyor PDFDaniel0010100% (2)
- Bag House Differential Pressure: Why Is It Important? What Bag House Problems It Can Be Used To DiagnoseDocument8 pagesBag House Differential Pressure: Why Is It Important? What Bag House Problems It Can Be Used To DiagnoseZegera Mgendi100% (2)
- GGBFS Opeartion ManualDocument41 pagesGGBFS Opeartion ManualPushpendra Kumar KushwahaNo ratings yet
- Bucket ElevatorsDocument11 pagesBucket ElevatorsMehmet CNo ratings yet
- False Air - Measuerment OverviewDocument11 pagesFalse Air - Measuerment OverviewVijay BhanNo ratings yet
- MEBCO - Bag Filter (SHC) - enDocument27 pagesMEBCO - Bag Filter (SHC) - enhcqwert trewqNo ratings yet
- COMPANY PRESENTATION Dec 2016Document30 pagesCOMPANY PRESENTATION Dec 2016mbohramurtazaNo ratings yet
- Sks Topic 6 Dust ControlDocument25 pagesSks Topic 6 Dust Controlrigoberto otinianoNo ratings yet
- Hanshin 2519-3241VHDocument7 pagesHanshin 2519-3241VHnotaden1849No ratings yet
- Kolektor Prašine LNGM Dust Collector 2007.3.14 LiugangDocument16 pagesKolektor Prašine LNGM Dust Collector 2007.3.14 Liugangnivkovic69No ratings yet
- The 5-Layer 12-Meter Hot Air Cycle Steam OvenDocument7 pagesThe 5-Layer 12-Meter Hot Air Cycle Steam OvenMuhammad Usman SharifNo ratings yet
- H 99 Sec 8 D 1 App 1Document9 pagesH 99 Sec 8 D 1 App 1Benjamin Enmanuel Mango DNo ratings yet
- Catalog Bencomp Brosura Engleza 2018Document12 pagesCatalog Bencomp Brosura Engleza 2018sergiu9886No ratings yet
- DNV Oss-102Document70 pagesDNV Oss-102Olinser BacelisNo ratings yet
- SCAK200 - AK300 BookDocument28 pagesSCAK200 - AK300 BookStavre SorinNo ratings yet
- Explicit Frequency Equation and Mode Shapes of A Cantilever Beam Coupled in Bending and Torsion PDFDocument15 pagesExplicit Frequency Equation and Mode Shapes of A Cantilever Beam Coupled in Bending and Torsion PDFHossam T BadranNo ratings yet
- B. Tech. II - Class Time Table - 2023-24 - OddDocument2 pagesB. Tech. II - Class Time Table - 2023-24 - OddYusuf GoriawalaNo ratings yet
- Cross Compile Python For Embedded LinuxDocument3 pagesCross Compile Python For Embedded LinuxKuma Akira100% (1)
- CIV E 354 Geotechnical Engineering Ii: by Giovanni CascanteDocument11 pagesCIV E 354 Geotechnical Engineering Ii: by Giovanni CascanteVNo ratings yet
- 1948, E.R.Lapwood, Convection of A Fluid in A Porous Medium, Math. Pro. Cam. Phil. Soc.Document15 pages1948, E.R.Lapwood, Convection of A Fluid in A Porous Medium, Math. Pro. Cam. Phil. Soc.Prabal AcharyaNo ratings yet
- Seismic: VvinuDocument528 pagesSeismic: VvinuLucas ScartonNo ratings yet
- Copyright ProtectionDocument6 pagesCopyright ProtectionKamalbir KaurNo ratings yet
- Ancon EdjPro EPHIMini Edge Lifting SystemDocument2 pagesAncon EdjPro EPHIMini Edge Lifting SystemsashilaNo ratings yet
- Pile Length CalculationDocument3 pagesPile Length CalculationCivilax.comNo ratings yet
- STD DWG Ladder PDFDocument2 pagesSTD DWG Ladder PDFUrdian SyahNo ratings yet
- Kaviya Eshwer - ResumeDocument3 pagesKaviya Eshwer - Resumeanon-125999No ratings yet
- Ansul: Inergen 150 Bar SystemsDocument140 pagesAnsul: Inergen 150 Bar SystemsDaryl HeeralalNo ratings yet
- Corrosion Magazine Issue117 LowresDocument36 pagesCorrosion Magazine Issue117 Lowressaminasritn100% (2)
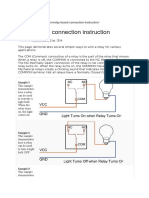
- Relay Board Connection InstructionDocument6 pagesRelay Board Connection Instructionkum512No ratings yet
- Developper CASE en APIDocument26 pagesDevelopper CASE en APIrigobertoz9No ratings yet
- Batch Short Circuit Users ManualDocument64 pagesBatch Short Circuit Users ManualAshleyNo ratings yet
- Research Article: Solution of Turbine Blade Cascade Flow Using An Improved Panel MethodDocument7 pagesResearch Article: Solution of Turbine Blade Cascade Flow Using An Improved Panel MethodAndre RochaNo ratings yet
- Science 10Document6 pagesScience 10Liezl SabadoNo ratings yet
- Extension of MDRRMO OfficeDocument12 pagesExtension of MDRRMO OfficeJustin YuabNo ratings yet
- Graduate Program CoursesDocument11 pagesGraduate Program CoursesAhmed Adel IbrahimNo ratings yet
- 5 Dairy Processing - Clarification and Cream SeparationDocument6 pages5 Dairy Processing - Clarification and Cream SeparationSPMUSER9ANo ratings yet
- Dektec DTU 215Document5 pagesDektec DTU 215Alexander WieseNo ratings yet
- High Voltage CablesDocument10 pagesHigh Voltage CableskhadijabugtiNo ratings yet