Download as ppt, pdf, or txt
You might also like
- Boiler ProtectionDocument36 pagesBoiler ProtectionAshish Lanjewar100% (2)
- B-2. Basic of TurbineDocument117 pagesB-2. Basic of TurbineDangol100% (1)
- Korba - BAH Online Temp MonitoringDocument7 pagesKorba - BAH Online Temp Monitoringrama jena100% (1)
- Jascon 31Document30 pagesJascon 31Ahmed HossamNo ratings yet
- SAP ppt1Document18 pagesSAP ppt1shah vaibhavNo ratings yet
- Sony HCD-CP100 PDFDocument50 pagesSony HCD-CP100 PDFvideosonNo ratings yet
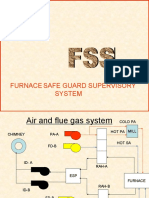
- Furnace Safeguard Supervisory System: 8th March 2015 FsssDocument9 pagesFurnace Safeguard Supervisory System: 8th March 2015 FsssSiva KumarNo ratings yet
- Boiler ProtDocument28 pagesBoiler ProtNikhil Mohan Goyal100% (3)
- First Boiler Light Up: Akdas DGM (Os) NTPC LTDDocument49 pagesFirst Boiler Light Up: Akdas DGM (Os) NTPC LTDrajan_me083No ratings yet
- Furnace Safe Guard Supervisory SystemDocument30 pagesFurnace Safe Guard Supervisory SystempallavishraddhaNo ratings yet
- Boiler Trip Protection: Master Fuel Trip ProtectionsDocument2 pagesBoiler Trip Protection: Master Fuel Trip ProtectionsKuntal Satpathi100% (3)
- Poor Oil Gun Performance in BoilersDocument3 pagesPoor Oil Gun Performance in BoilersRAPRATSINNo ratings yet
- 98676767Document89 pages98676767HiltonNo ratings yet
- Turbine Startup OperationDocument40 pagesTurbine Startup OperationKarthikeyan100% (1)
- Ash Handling SystemDocument24 pagesAsh Handling Systemnetygen1No ratings yet
- Lecture 27 Model Steam Turbine Gov SystemDocument60 pagesLecture 27 Model Steam Turbine Gov Systempk cfctkNo ratings yet
- Heat Rate Monitoring: Soumyajit MukherjeeDocument38 pagesHeat Rate Monitoring: Soumyajit MukherjeentpckanihaNo ratings yet
- FSSSDocument63 pagesFSSSdipdesire100% (1)
- Boiler Drum Level Controller PDFDocument14 pagesBoiler Drum Level Controller PDFmunna777100% (1)
- HP BypassDocument14 pagesHP Bypassdatastage100% (1)
- 4 SGC Oil SupplyDocument11 pages4 SGC Oil SupplySamNo ratings yet
- Research in Varying Burner Tilt Angle To Reduce Rear Pass Temperature in Coal Fired BoilerDocument9 pagesResearch in Varying Burner Tilt Angle To Reduce Rear Pass Temperature in Coal Fired BoilerraitoNo ratings yet
- New Concepts in Supercritical TurbinesDocument37 pagesNew Concepts in Supercritical TurbinesSushil Lamba100% (1)
- Control & Automation For Super Critical UnitsDocument46 pagesControl & Automation For Super Critical Unitsbsiva9No ratings yet
- Mill Reject SystemDocument22 pagesMill Reject Systemgangatharan100% (1)
- Steam Turbine GovernorDocument25 pagesSteam Turbine GovernorGanesh Dasara100% (3)
- Ehtc SeminarDocument11 pagesEhtc Seminarpradeep1987cool100% (1)
- Secondary Air Damper ControlDocument6 pagesSecondary Air Damper ControlRajesh Kumar MohantyNo ratings yet
- Boiler Emergency Control ProcedureDocument34 pagesBoiler Emergency Control ProcedureAshish LanjewarNo ratings yet
- Boiler OverviewDocument35 pagesBoiler Overviewshashank das100% (1)
- DEH PresentationDocument37 pagesDEH PresentationPRAMOD KUMAR NANDA100% (2)
- Generator Seal Oil System-X9000067EDocument24 pagesGenerator Seal Oil System-X9000067EOry'sSebayang100% (2)
- Generator & Auxillaries (Stator Water, Seal Oil and Hydrogen Gas System)Document32 pagesGenerator & Auxillaries (Stator Water, Seal Oil and Hydrogen Gas System)Praveen Jagadev100% (3)
- Turbine Governing System-An OverviewDocument22 pagesTurbine Governing System-An Overview94gauravNo ratings yet
- CH 7 Paper 5 Flue Gas Temp Optimisation - Vindhyachal - ActualDocument6 pagesCH 7 Paper 5 Flue Gas Temp Optimisation - Vindhyachal - ActualSamNo ratings yet
- Boiler Control6.3.7Document58 pagesBoiler Control6.3.7Nandkumar Khachane100% (1)
- Analysis of Feed WaterDocument9 pagesAnalysis of Feed Watersanju0156100% (1)
- 020-SOP of H2 CYLINDER Room ChargingDocument4 pages020-SOP of H2 CYLINDER Room ChargingsambhuNo ratings yet
- SESI-TSPL-OPN-SOP-BTG-012 (APH Fire)Document9 pagesSESI-TSPL-OPN-SOP-BTG-012 (APH Fire)sourav mahapatraNo ratings yet
- Xviii. Soot Blowers and Furnace Temperature ProbeDocument18 pagesXviii. Soot Blowers and Furnace Temperature Probeupt vadodaraNo ratings yet
- Black-Out PPT - PKNDocument41 pagesBlack-Out PPT - PKNpramod_nandaNo ratings yet
- 1 RC Feeder Interlock & ProtectionDocument76 pages1 RC Feeder Interlock & Protectionarvidkumar87060No ratings yet
- Fuel Firing - Feeder SystemDocument335 pagesFuel Firing - Feeder Systemsrbehera1987No ratings yet
- Furnace HVT Traverse StandardDocument8 pagesFurnace HVT Traverse StandardpsatyasrinivasNo ratings yet
- Sootblowing OptimizationDocument9 pagesSootblowing OptimizationvnchromeNo ratings yet
- Boiler Dry To Wet ModeDocument1 pageBoiler Dry To Wet ModeMukesh KumarNo ratings yet
- Boiler Sliding Pressure ContrlDocument28 pagesBoiler Sliding Pressure ContrlshambhoiNo ratings yet
- APH Seal LeakagesDocument17 pagesAPH Seal LeakagesBhargav ChaudhariNo ratings yet
- 0704 MCS System Logic Design Instruction PDFDocument28 pages0704 MCS System Logic Design Instruction PDFrahul100% (1)
- Advanced Cycles JIPTDocument26 pagesAdvanced Cycles JIPTjp mishraNo ratings yet
- Major Emergencies in Power PlantDocument29 pagesMajor Emergencies in Power Plantsourav mahapatra100% (1)
- Seal Oil and Hydrogen SystemDocument34 pagesSeal Oil and Hydrogen Systemashish_ntpcNo ratings yet
- Condenser Vacuum Improvement Stage-IDocument23 pagesCondenser Vacuum Improvement Stage-Inetygen1100% (3)
- Gov1 Sim 23.12.06Document25 pagesGov1 Sim 23.12.06Sam100% (1)
- LMW Turbine Oprn. ManualDocument45 pagesLMW Turbine Oprn. Manualkamal100% (1)
- Coal Combustion Optimisation Gyanendra Sharma NPTI DelhiDocument48 pagesCoal Combustion Optimisation Gyanendra Sharma NPTI DelhiNPTINo ratings yet
- B-Asic of Super Critical Boiler (660mw)Document48 pagesB-Asic of Super Critical Boiler (660mw)Chandrahas Sahu100% (1)
- FSSSDocument45 pagesFSSSlp mishra100% (2)
- Furnace Safeguard Supervisory System: K.C. Yadav, AVP, Noida Technical Training CentreDocument63 pagesFurnace Safeguard Supervisory System: K.C. Yadav, AVP, Noida Technical Training Centrelakku25No ratings yet
- FSSSDocument8 pagesFSSSVijay PorwalNo ratings yet
- Burner Management System - RRPDocument40 pagesBurner Management System - RRParindammanna123100% (1)
- Discussion ON: Furnace Safe Guard Supervisory System (FSSS)Document61 pagesDiscussion ON: Furnace Safe Guard Supervisory System (FSSS)shashank dasNo ratings yet
- Boiler Purge & Burner Management SystemDocument7 pagesBoiler Purge & Burner Management SystemS V NAGESHNo ratings yet
- Windmaster & Windmaster Pro Ultrasonic Anemometer: User ManualDocument47 pagesWindmaster & Windmaster Pro Ultrasonic Anemometer: User ManualAndresNo ratings yet
- An Education On The Different Parts of An Oil TankerDocument54 pagesAn Education On The Different Parts of An Oil TankerOzgean Osman100% (3)
- Spartan Carbide CatalogDocument31 pagesSpartan Carbide CatalogAnkit ChawlaNo ratings yet
- MATS1101 Engineering Materials and ChemistryDocument10 pagesMATS1101 Engineering Materials and ChemistryRhegie CaasiNo ratings yet
- In Alk For Refinery MT BeDocument2 pagesIn Alk For Refinery MT BeChristianGuerreroNo ratings yet
- Precious Metal Commutation Ø22Mm 8.8 MNM: Electrical Data 216P 216E 213E 210E 208E 105Document1 pagePrecious Metal Commutation Ø22Mm 8.8 MNM: Electrical Data 216P 216E 213E 210E 208E 105johnNo ratings yet
- Design of Levers: Presented by Sanjay KumawatDocument42 pagesDesign of Levers: Presented by Sanjay KumawatSanjay KumawatNo ratings yet
- Owner's Manual: Passenger Vehicle Business Unit (PVBU) Mumbai PuneDocument162 pagesOwner's Manual: Passenger Vehicle Business Unit (PVBU) Mumbai PuneSatish DevisettiNo ratings yet
- 3.6 - 610981 - User Manual - Gas DetectorsDocument12 pages3.6 - 610981 - User Manual - Gas DetectorsdamithadesilvaNo ratings yet
- PP Aaa PP1 113Document15 pagesPP Aaa PP1 113Rabah AmidiNo ratings yet
- LG Air Conditioning Technologies: VRF Heat Recovery & Heat Pump Systems For Light Commercial and Residential ApplicationsDocument8 pagesLG Air Conditioning Technologies: VRF Heat Recovery & Heat Pump Systems For Light Commercial and Residential ApplicationsCarlos David Vasquez LazaroNo ratings yet
- WSC IomDocument36 pagesWSC IomArief100% (2)
- Cobra - 20mm Feed Chute SystemDocument2 pagesCobra - 20mm Feed Chute Systemmelih100% (1)
- Coursera SAQC4FU6AB6T PDFDocument1 pageCoursera SAQC4FU6AB6T PDFbabaguglianaNo ratings yet
- BOQ Sector-63 NoidaDocument3 pagesBOQ Sector-63 NoidaSahadev TyagiNo ratings yet
- Data Communications: ECE 583 LectureDocument6 pagesData Communications: ECE 583 Lecturechloe005No ratings yet
- Chapter 4 Pipeline Design-Third EditionDocument130 pagesChapter 4 Pipeline Design-Third EditionAlvinNo ratings yet
- Install MVV Rev F v12Document28 pagesInstall MVV Rev F v12Luis Ramon Arguello RealNo ratings yet
- Activities of SiO2 and Al2O3 and Activity Coefficients of FetO and MnO in CaO-SiO2-Al2O3-MgO SlagsDocument11 pagesActivities of SiO2 and Al2O3 and Activity Coefficients of FetO and MnO in CaO-SiO2-Al2O3-MgO SlagsRasul BzNo ratings yet
- Blam! RPGDocument40 pagesBlam! RPGGary Lee White91% (11)
- Agitator - Lecture - 15 PDFDocument6 pagesAgitator - Lecture - 15 PDFMUHAMMAD IRFAN AKRAMNo ratings yet
- What Kind of Vibroseis Deconvolution Is Used - Larry MewhortDocument4 pagesWhat Kind of Vibroseis Deconvolution Is Used - Larry MewhortBayu SaputroNo ratings yet
- Readme PDFDocument18 pagesReadme PDFMohammad GolastanehNo ratings yet
- en 10052 PDFDocument29 pagesen 10052 PDFmojgfdNo ratings yet
- Shipping Part3Document32 pagesShipping Part3mohdsuhail2k3055No ratings yet
- Welding Before HDG - American Galvanizers AssociationDocument2 pagesWelding Before HDG - American Galvanizers AssociationRicardo MurgaNo ratings yet
- Cloverleaf Antenna User Manual v1.0Document4 pagesCloverleaf Antenna User Manual v1.0yusufNo ratings yet