
Aircraft Fastener
Aircraft Fastener
You might also like
- Aircraft Hardware New PDFDocument50 pagesAircraft Hardware New PDFM Miftakul Huda11100% (2)
- Fluid Circuit Identification On AircraftDocument9 pagesFluid Circuit Identification On AircraftenglismanNo ratings yet
- Aircraft Engine IdentificationDocument6 pagesAircraft Engine IdentificationEarl Michaelo R. Kalacas100% (1)
- Lesson 5 Sheet Metal RivetsDocument38 pagesLesson 5 Sheet Metal RivetsJoshua Barte100% (3)
- PropellersDocument153 pagesPropellersjaafartm100% (6)
- Aircraft Landing Gear PresentationDocument340 pagesAircraft Landing Gear PresentationSThaneasMurNo ratings yet
- Aircraft Mechanic Section 13 & 28 LogbookDocument96 pagesAircraft Mechanic Section 13 & 28 LogbookNianga FidricheNo ratings yet
- Soalan Spot Essay 2016 AirLegDocument27 pagesSoalan Spot Essay 2016 AirLegMuhammad Haizul RashidNo ratings yet
- New Solar Refrigerator Prototype From ChileDocument3 pagesNew Solar Refrigerator Prototype From ChileglobalrevolutionNo ratings yet
- IEEE - What Structual Engineers-Substation Rigid Bus DesingDocument45 pagesIEEE - What Structual Engineers-Substation Rigid Bus DesingJhordy Cristobal MattosNo ratings yet
- Aboveground Welded Steel Storage Tanks - Design and ConstructionDocument44 pagesAboveground Welded Steel Storage Tanks - Design and Constructionم.ذكى فضل ذكىNo ratings yet
- Airraft HardwaresDocument38 pagesAirraft HardwaresDyesalyn B. CapitoNo ratings yet
- WS Ii BoltsDocument115 pagesWS Ii BoltsRicha LalwaniNo ratings yet
- Workshop For Aircraft Maintenance EngineeringDocument258 pagesWorkshop For Aircraft Maintenance EngineeringAVIATION A2ZNo ratings yet
- Aircraft HardwareDocument36 pagesAircraft HardwareUmar HasanNo ratings yet
- Know Your Aircraft Rivets: A-Countersunk. B-Round. C-Flat. D-Brazier E-UniversalDocument3 pagesKnow Your Aircraft Rivets: A-Countersunk. B-Round. C-Flat. D-Brazier E-UniversalbenNo ratings yet
- Aircraft Fastener NotesDocument76 pagesAircraft Fastener NotesHarimau Merah100% (2)
- Aircraft HardwareDocument103 pagesAircraft HardwareJuly Tade100% (1)
- Aircraft FastenerDocument91 pagesAircraft FastenerPrasanthNo ratings yet
- Unit VDocument26 pagesUnit VSabik NainarNo ratings yet
- MODULE 6.5 FastenersDocument12 pagesMODULE 6.5 FastenerssreeramNo ratings yet
- Aircraft StructuresDocument279 pagesAircraft StructuresEjigayehu Lemma100% (1)
- Inspection Concepts and TechniquesDocument6 pagesInspection Concepts and Techniqueselle liNo ratings yet
- Microsoft PowerPoint - Aircraft Engine InstrumentsDocument65 pagesMicrosoft PowerPoint - Aircraft Engine InstrumentsAustein Neto100% (2)
- Aircraft Instrument SystemsDocument34 pagesAircraft Instrument SystemsArun Vinthan100% (2)
- Aircraft InspectionsDocument83 pagesAircraft InspectionsCTN2010100% (3)
- Aemr-Unit 1-Piston EngineDocument85 pagesAemr-Unit 1-Piston Engineuthira100% (1)
- Piston EngineDocument6 pagesPiston EngineanandNo ratings yet
- Easa Part 145Document4 pagesEasa Part 145Shandy AvisenaNo ratings yet
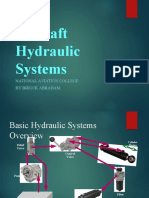
- Aircraft Hydraulic Systems: National Aviation College by Biruck AbrahamDocument51 pagesAircraft Hydraulic Systems: National Aviation College by Biruck AbrahamZelalem BirahunNo ratings yet
- Propulsion: EASA Part-66 Cat-B2 Module-14 Shahzad KhalilDocument56 pagesPropulsion: EASA Part-66 Cat-B2 Module-14 Shahzad KhalilSK91% (11)
- Introduction To Aircraft InstrumentDocument53 pagesIntroduction To Aircraft InstrumentdinNo ratings yet
- Aircraft Material & HardwareDocument105 pagesAircraft Material & Hardwarevipin muraliNo ratings yet
- Aircraft Inspection and RepairDocument44 pagesAircraft Inspection and RepairKhaled Elmabrouk100% (1)
- Aviation TerminologyDocument62 pagesAviation TerminologyKiriti SatyanarayanaNo ratings yet
- Aircraft Hydraulic SystemsDocument23 pagesAircraft Hydraulic SystemsGopal Jetani0% (1)
- Aircraft Control CableDocument29 pagesAircraft Control CableAbinashMahapatra100% (2)
- Aircraft HardwareDocument52 pagesAircraft HardwareMatthew Silab100% (1)
- Aircraft Engineers and Maintenance Technicians - Lec 9Document41 pagesAircraft Engineers and Maintenance Technicians - Lec 9aahsan345No ratings yet
- Balancing & Rigging - Flight Control SystemDocument44 pagesBalancing & Rigging - Flight Control Systemarun_devaraj100% (1)
- Airframe Electrical FAA QuestionsDocument5 pagesAirframe Electrical FAA QuestionsJAYACHANDRANNo ratings yet
- Paper - 2 - Question Bank With Answer PDFDocument274 pagesPaper - 2 - Question Bank With Answer PDFnithinib_007100% (1)
- AEMR-Unit - II & III, 2 Marks & 16 Marks Questions With Anwers-IV Yr AeroDocument39 pagesAEMR-Unit - II & III, 2 Marks & 16 Marks Questions With Anwers-IV Yr AeroRAJASUDHAKAR SNo ratings yet
- Aircraft Manual Welding 33 - 1 PDFDocument29 pagesAircraft Manual Welding 33 - 1 PDFBruce SturgeonNo ratings yet
- AERO Engine Maintenance AND Repair Notes-1 AERO Engine Maintenance AND Repair Notes-1Document29 pagesAERO Engine Maintenance AND Repair Notes-1 AERO Engine Maintenance AND Repair Notes-1uthira100% (1)
- Landing Gear, Aircraft Fuel Systems - Lec 4Document61 pagesLanding Gear, Aircraft Fuel Systems - Lec 4aahsan345No ratings yet
- P of F Notes For StudentsDocument3 pagesP of F Notes For StudentsAnushkaa Desai100% (1)
- Dgca Module 11 Part 05Document23 pagesDgca Module 11 Part 05Roshith KrishnanNo ratings yet
- EASA Mod 7A BK 7 RivetsDocument65 pagesEASA Mod 7A BK 7 RivetsVasco M C Santos100% (1)
- 1362763594.4675micrometer Work Sheet PDFDocument5 pages1362763594.4675micrometer Work Sheet PDFAkhilesh KumarNo ratings yet
- Econdary Urveillance Adar Irborne Eather Adar: S S R (SSR) & A W R (AWR)Document18 pagesEcondary Urveillance Adar Irborne Eather Adar: S S R (SSR) & A W R (AWR)H R VALA100% (1)
- A&P QuizDocument29 pagesA&P QuizJohn MechelkeNo ratings yet
- Aircraft Inspection Fundamentals Part 1Document41 pagesAircraft Inspection Fundamentals Part 1Denz Dayowan100% (7)
- Aircraft Engine MaintenanceDocument8 pagesAircraft Engine MaintenanceTamer Abd El HamedNo ratings yet
- Human Factors For Aircraft MaintenanceDocument97 pagesHuman Factors For Aircraft Maintenancemakree100% (1)
- Anti Skid SystemDocument9 pagesAnti Skid SystemBarkah Khoerun NissaNo ratings yet
- Threaded FastenerDocument3 pagesThreaded FastenerReign MacedaNo ratings yet
- Aircraft Sheet Metal Drilling and Hole Preparation For AME StudentsDocument9 pagesAircraft Sheet Metal Drilling and Hole Preparation For AME StudentsmusleparrainNo ratings yet
- Bolts Pernos PDFDocument6 pagesBolts Pernos PDFrmendozaingNo ratings yet
- Hardware 1-20Document56 pagesHardware 1-20July TadeNo ratings yet
- Aircraft Hardware (Daniel.c.m.iwo)Document1 pageAircraft Hardware (Daniel.c.m.iwo)christofelmrNo ratings yet
- Aircraft Hardware SRDocument109 pagesAircraft Hardware SRnajibNo ratings yet
- Solid Rivet InformationDocument6 pagesSolid Rivet InformationKukyong LeeNo ratings yet
- SMW-400 Plastic PulverizerDocument11 pagesSMW-400 Plastic Pulverizergiacomo pedicinoNo ratings yet
- Hardening and Hardness Tests Conversion Table of Hardness: Materials Technical DataDocument1 pageHardening and Hardness Tests Conversion Table of Hardness: Materials Technical DataalexmontellNo ratings yet
- Allanadora Msp425 048938 - ADocument126 pagesAllanadora Msp425 048938 - AJhon BernardsNo ratings yet
- Q SR 100 100-C LN X S V: Inert Gas System IG 55Document3 pagesQ SR 100 100-C LN X S V: Inert Gas System IG 55Nica MaeNo ratings yet
- Gas Turbine Exhaust Temperature ControlDocument3 pagesGas Turbine Exhaust Temperature Controlramkrishna100% (1)
- Waste Oil GujaratDocument4 pagesWaste Oil GujaratLalit NagarNo ratings yet
- @chemeng CHDocument17 pages@chemeng CHHassane AmadouNo ratings yet
- PSSC Chemistry QPDocument35 pagesPSSC Chemistry QPAndrew ArahaNo ratings yet
- Viper Slider 1016SE MANUAL - PartsDocument18 pagesViper Slider 1016SE MANUAL - PartsNestor Marquez-DiazNo ratings yet
- Thalachrome Se 120: Better Corrosion ResistanceDocument1 pageThalachrome Se 120: Better Corrosion ResistancethyskieNo ratings yet
- Cooling Fan System (1Az-Fe) : On-Vehicle InspectionDocument53 pagesCooling Fan System (1Az-Fe) : On-Vehicle InspectionMusat Catalin-Marian100% (6)
- Operating SKIT S DEB SPS 1.8-EN V4Document50 pagesOperating SKIT S DEB SPS 1.8-EN V4Ernesto DenisNo ratings yet
- Carbon Capture UtilisationDocument86 pagesCarbon Capture UtilisationArshilkarim khanNo ratings yet
- Cotton Fiber Chart Eng - 21Document1 pageCotton Fiber Chart Eng - 21ali rizwanNo ratings yet
- MinibarsDocument3 pagesMinibarsMeghana YedunuthalaNo ratings yet
- Mapua Univeristy: Muralla ST., Intramuros, Manila Department of Civil, Environmental, and Geological EngineeringDocument43 pagesMapua Univeristy: Muralla ST., Intramuros, Manila Department of Civil, Environmental, and Geological EngineeringCha RobinNo ratings yet
- Canada Temporary Fencing CatalogDocument3 pagesCanada Temporary Fencing CatalogtempfencingNo ratings yet
- Chem 131......... 2Document13 pagesChem 131......... 2Nicholas Bonn SingNo ratings yet
- 150 KLD AhlayaDocument17 pages150 KLD Ahlayaalok_rajpoot786100% (1)
- CH 14Document42 pagesCH 14SingAnn100% (1)
- Drilling Fluid PDFDocument68 pagesDrilling Fluid PDFShiela O100% (1)
- DP Test ProcedureDocument2 pagesDP Test ProcedurePallav ChatterjeeNo ratings yet
- Bobby Jung BasnetDocument1 pageBobby Jung Basnetapi-335257235No ratings yet
- ATA Heet: Marvac 250 VIM-VARDocument2 pagesATA Heet: Marvac 250 VIM-VARspibluNo ratings yet
- Weidmuller Power Products CatalogueDocument190 pagesWeidmuller Power Products Cataloguerocket-vtNo ratings yet
- Storing and Sanitation TechniquesDocument27 pagesStoring and Sanitation TechniquesMarjory Alga Omale100% (1)
- Bharat Heavy Electricals Limited: Project Report OnDocument78 pagesBharat Heavy Electricals Limited: Project Report OnSachinSharmaNo ratings yet























































































Download as ppt, pdf, or txt
You might also like
- Aircraft Hardware New PDFDocument50 pagesAircraft Hardware New PDFM Miftakul Huda11100% (2)
- Fluid Circuit Identification On AircraftDocument9 pagesFluid Circuit Identification On AircraftenglismanNo ratings yet
- Aircraft Engine IdentificationDocument6 pagesAircraft Engine IdentificationEarl Michaelo R. Kalacas100% (1)
- Lesson 5 Sheet Metal RivetsDocument38 pagesLesson 5 Sheet Metal RivetsJoshua Barte100% (3)
- PropellersDocument153 pagesPropellersjaafartm100% (6)
- Aircraft Landing Gear PresentationDocument340 pagesAircraft Landing Gear PresentationSThaneasMurNo ratings yet
- Aircraft Mechanic Section 13 & 28 LogbookDocument96 pagesAircraft Mechanic Section 13 & 28 LogbookNianga FidricheNo ratings yet
- Soalan Spot Essay 2016 AirLegDocument27 pagesSoalan Spot Essay 2016 AirLegMuhammad Haizul RashidNo ratings yet
- New Solar Refrigerator Prototype From ChileDocument3 pagesNew Solar Refrigerator Prototype From ChileglobalrevolutionNo ratings yet
- IEEE - What Structual Engineers-Substation Rigid Bus DesingDocument45 pagesIEEE - What Structual Engineers-Substation Rigid Bus DesingJhordy Cristobal MattosNo ratings yet
- Aboveground Welded Steel Storage Tanks - Design and ConstructionDocument44 pagesAboveground Welded Steel Storage Tanks - Design and Constructionم.ذكى فضل ذكىNo ratings yet
- Airraft HardwaresDocument38 pagesAirraft HardwaresDyesalyn B. CapitoNo ratings yet
- WS Ii BoltsDocument115 pagesWS Ii BoltsRicha LalwaniNo ratings yet
- Workshop For Aircraft Maintenance EngineeringDocument258 pagesWorkshop For Aircraft Maintenance EngineeringAVIATION A2ZNo ratings yet
- Aircraft HardwareDocument36 pagesAircraft HardwareUmar HasanNo ratings yet
- Know Your Aircraft Rivets: A-Countersunk. B-Round. C-Flat. D-Brazier E-UniversalDocument3 pagesKnow Your Aircraft Rivets: A-Countersunk. B-Round. C-Flat. D-Brazier E-UniversalbenNo ratings yet
- Aircraft Fastener NotesDocument76 pagesAircraft Fastener NotesHarimau Merah100% (2)
- Aircraft HardwareDocument103 pagesAircraft HardwareJuly Tade100% (1)
- Aircraft FastenerDocument91 pagesAircraft FastenerPrasanthNo ratings yet
- Unit VDocument26 pagesUnit VSabik NainarNo ratings yet
- MODULE 6.5 FastenersDocument12 pagesMODULE 6.5 FastenerssreeramNo ratings yet
- Aircraft StructuresDocument279 pagesAircraft StructuresEjigayehu Lemma100% (1)
- Inspection Concepts and TechniquesDocument6 pagesInspection Concepts and Techniqueselle liNo ratings yet
- Microsoft PowerPoint - Aircraft Engine InstrumentsDocument65 pagesMicrosoft PowerPoint - Aircraft Engine InstrumentsAustein Neto100% (2)
- Aircraft Instrument SystemsDocument34 pagesAircraft Instrument SystemsArun Vinthan100% (2)
- Aircraft InspectionsDocument83 pagesAircraft InspectionsCTN2010100% (3)
- Aemr-Unit 1-Piston EngineDocument85 pagesAemr-Unit 1-Piston Engineuthira100% (1)
- Piston EngineDocument6 pagesPiston EngineanandNo ratings yet
- Easa Part 145Document4 pagesEasa Part 145Shandy AvisenaNo ratings yet
- Aircraft Hydraulic Systems: National Aviation College by Biruck AbrahamDocument51 pagesAircraft Hydraulic Systems: National Aviation College by Biruck AbrahamZelalem BirahunNo ratings yet
- Propulsion: EASA Part-66 Cat-B2 Module-14 Shahzad KhalilDocument56 pagesPropulsion: EASA Part-66 Cat-B2 Module-14 Shahzad KhalilSK91% (11)
- Introduction To Aircraft InstrumentDocument53 pagesIntroduction To Aircraft InstrumentdinNo ratings yet
- Aircraft Material & HardwareDocument105 pagesAircraft Material & Hardwarevipin muraliNo ratings yet
- Aircraft Inspection and RepairDocument44 pagesAircraft Inspection and RepairKhaled Elmabrouk100% (1)
- Aviation TerminologyDocument62 pagesAviation TerminologyKiriti SatyanarayanaNo ratings yet
- Aircraft Hydraulic SystemsDocument23 pagesAircraft Hydraulic SystemsGopal Jetani0% (1)
- Aircraft Control CableDocument29 pagesAircraft Control CableAbinashMahapatra100% (2)
- Aircraft HardwareDocument52 pagesAircraft HardwareMatthew Silab100% (1)
- Aircraft Engineers and Maintenance Technicians - Lec 9Document41 pagesAircraft Engineers and Maintenance Technicians - Lec 9aahsan345No ratings yet
- Balancing & Rigging - Flight Control SystemDocument44 pagesBalancing & Rigging - Flight Control Systemarun_devaraj100% (1)
- Airframe Electrical FAA QuestionsDocument5 pagesAirframe Electrical FAA QuestionsJAYACHANDRANNo ratings yet
- Paper - 2 - Question Bank With Answer PDFDocument274 pagesPaper - 2 - Question Bank With Answer PDFnithinib_007100% (1)
- AEMR-Unit - II & III, 2 Marks & 16 Marks Questions With Anwers-IV Yr AeroDocument39 pagesAEMR-Unit - II & III, 2 Marks & 16 Marks Questions With Anwers-IV Yr AeroRAJASUDHAKAR SNo ratings yet
- Aircraft Manual Welding 33 - 1 PDFDocument29 pagesAircraft Manual Welding 33 - 1 PDFBruce SturgeonNo ratings yet
- AERO Engine Maintenance AND Repair Notes-1 AERO Engine Maintenance AND Repair Notes-1Document29 pagesAERO Engine Maintenance AND Repair Notes-1 AERO Engine Maintenance AND Repair Notes-1uthira100% (1)
- Landing Gear, Aircraft Fuel Systems - Lec 4Document61 pagesLanding Gear, Aircraft Fuel Systems - Lec 4aahsan345No ratings yet
- P of F Notes For StudentsDocument3 pagesP of F Notes For StudentsAnushkaa Desai100% (1)
- Dgca Module 11 Part 05Document23 pagesDgca Module 11 Part 05Roshith KrishnanNo ratings yet
- EASA Mod 7A BK 7 RivetsDocument65 pagesEASA Mod 7A BK 7 RivetsVasco M C Santos100% (1)
- 1362763594.4675micrometer Work Sheet PDFDocument5 pages1362763594.4675micrometer Work Sheet PDFAkhilesh KumarNo ratings yet
- Econdary Urveillance Adar Irborne Eather Adar: S S R (SSR) & A W R (AWR)Document18 pagesEcondary Urveillance Adar Irborne Eather Adar: S S R (SSR) & A W R (AWR)H R VALA100% (1)
- A&P QuizDocument29 pagesA&P QuizJohn MechelkeNo ratings yet
- Aircraft Inspection Fundamentals Part 1Document41 pagesAircraft Inspection Fundamentals Part 1Denz Dayowan100% (7)
- Aircraft Engine MaintenanceDocument8 pagesAircraft Engine MaintenanceTamer Abd El HamedNo ratings yet
- Human Factors For Aircraft MaintenanceDocument97 pagesHuman Factors For Aircraft Maintenancemakree100% (1)
- Anti Skid SystemDocument9 pagesAnti Skid SystemBarkah Khoerun NissaNo ratings yet
- Threaded FastenerDocument3 pagesThreaded FastenerReign MacedaNo ratings yet
- Aircraft Sheet Metal Drilling and Hole Preparation For AME StudentsDocument9 pagesAircraft Sheet Metal Drilling and Hole Preparation For AME StudentsmusleparrainNo ratings yet
- Bolts Pernos PDFDocument6 pagesBolts Pernos PDFrmendozaingNo ratings yet
- Hardware 1-20Document56 pagesHardware 1-20July TadeNo ratings yet
- Aircraft Hardware (Daniel.c.m.iwo)Document1 pageAircraft Hardware (Daniel.c.m.iwo)christofelmrNo ratings yet
- Aircraft Hardware SRDocument109 pagesAircraft Hardware SRnajibNo ratings yet
- Solid Rivet InformationDocument6 pagesSolid Rivet InformationKukyong LeeNo ratings yet
- SMW-400 Plastic PulverizerDocument11 pagesSMW-400 Plastic Pulverizergiacomo pedicinoNo ratings yet
- Hardening and Hardness Tests Conversion Table of Hardness: Materials Technical DataDocument1 pageHardening and Hardness Tests Conversion Table of Hardness: Materials Technical DataalexmontellNo ratings yet
- Allanadora Msp425 048938 - ADocument126 pagesAllanadora Msp425 048938 - AJhon BernardsNo ratings yet
- Q SR 100 100-C LN X S V: Inert Gas System IG 55Document3 pagesQ SR 100 100-C LN X S V: Inert Gas System IG 55Nica MaeNo ratings yet
- Gas Turbine Exhaust Temperature ControlDocument3 pagesGas Turbine Exhaust Temperature Controlramkrishna100% (1)
- Waste Oil GujaratDocument4 pagesWaste Oil GujaratLalit NagarNo ratings yet
- @chemeng CHDocument17 pages@chemeng CHHassane AmadouNo ratings yet
- PSSC Chemistry QPDocument35 pagesPSSC Chemistry QPAndrew ArahaNo ratings yet
- Viper Slider 1016SE MANUAL - PartsDocument18 pagesViper Slider 1016SE MANUAL - PartsNestor Marquez-DiazNo ratings yet
- Thalachrome Se 120: Better Corrosion ResistanceDocument1 pageThalachrome Se 120: Better Corrosion ResistancethyskieNo ratings yet
- Cooling Fan System (1Az-Fe) : On-Vehicle InspectionDocument53 pagesCooling Fan System (1Az-Fe) : On-Vehicle InspectionMusat Catalin-Marian100% (6)
- Operating SKIT S DEB SPS 1.8-EN V4Document50 pagesOperating SKIT S DEB SPS 1.8-EN V4Ernesto DenisNo ratings yet
- Carbon Capture UtilisationDocument86 pagesCarbon Capture UtilisationArshilkarim khanNo ratings yet
- Cotton Fiber Chart Eng - 21Document1 pageCotton Fiber Chart Eng - 21ali rizwanNo ratings yet
- MinibarsDocument3 pagesMinibarsMeghana YedunuthalaNo ratings yet
- Mapua Univeristy: Muralla ST., Intramuros, Manila Department of Civil, Environmental, and Geological EngineeringDocument43 pagesMapua Univeristy: Muralla ST., Intramuros, Manila Department of Civil, Environmental, and Geological EngineeringCha RobinNo ratings yet
- Canada Temporary Fencing CatalogDocument3 pagesCanada Temporary Fencing CatalogtempfencingNo ratings yet
- Chem 131......... 2Document13 pagesChem 131......... 2Nicholas Bonn SingNo ratings yet
- 150 KLD AhlayaDocument17 pages150 KLD Ahlayaalok_rajpoot786100% (1)
- CH 14Document42 pagesCH 14SingAnn100% (1)
- Drilling Fluid PDFDocument68 pagesDrilling Fluid PDFShiela O100% (1)
- DP Test ProcedureDocument2 pagesDP Test ProcedurePallav ChatterjeeNo ratings yet
- Bobby Jung BasnetDocument1 pageBobby Jung Basnetapi-335257235No ratings yet
- ATA Heet: Marvac 250 VIM-VARDocument2 pagesATA Heet: Marvac 250 VIM-VARspibluNo ratings yet
- Weidmuller Power Products CatalogueDocument190 pagesWeidmuller Power Products Cataloguerocket-vtNo ratings yet
- Storing and Sanitation TechniquesDocument27 pagesStoring and Sanitation TechniquesMarjory Alga Omale100% (1)
- Bharat Heavy Electricals Limited: Project Report OnDocument78 pagesBharat Heavy Electricals Limited: Project Report OnSachinSharmaNo ratings yet